- tel:+86-13222111178
- email:info@ntjugao.com






Guía de compra de la máquina laminadora de placas de 4 rodillos
Guía de compra de la máquina laminadora de placas de 4 rodillos

Las máquinas curvadoras de chapa de cuatro rodillos son equipos ampliamente utilizados en el curvado y bobinado de chapas metálicas. Permiten el precurvado, el conformado y el bobinado de las chapas, y son especialmente adecuadas para placas medianas y gruesas y para procesos de bobinado de alta precisión.
En comparación conlas máquinas curvadoras de chapa de tres rodillos, las máquinas curvadoras de chapa de cuatro rodillos ofrecen ventajas como un alto grado de automatización, operación sencilla y bordes rectos residuales mínimos.
1. ¿Qué es una máquina curvadora de chapa de cuatro rodillos?
definición:
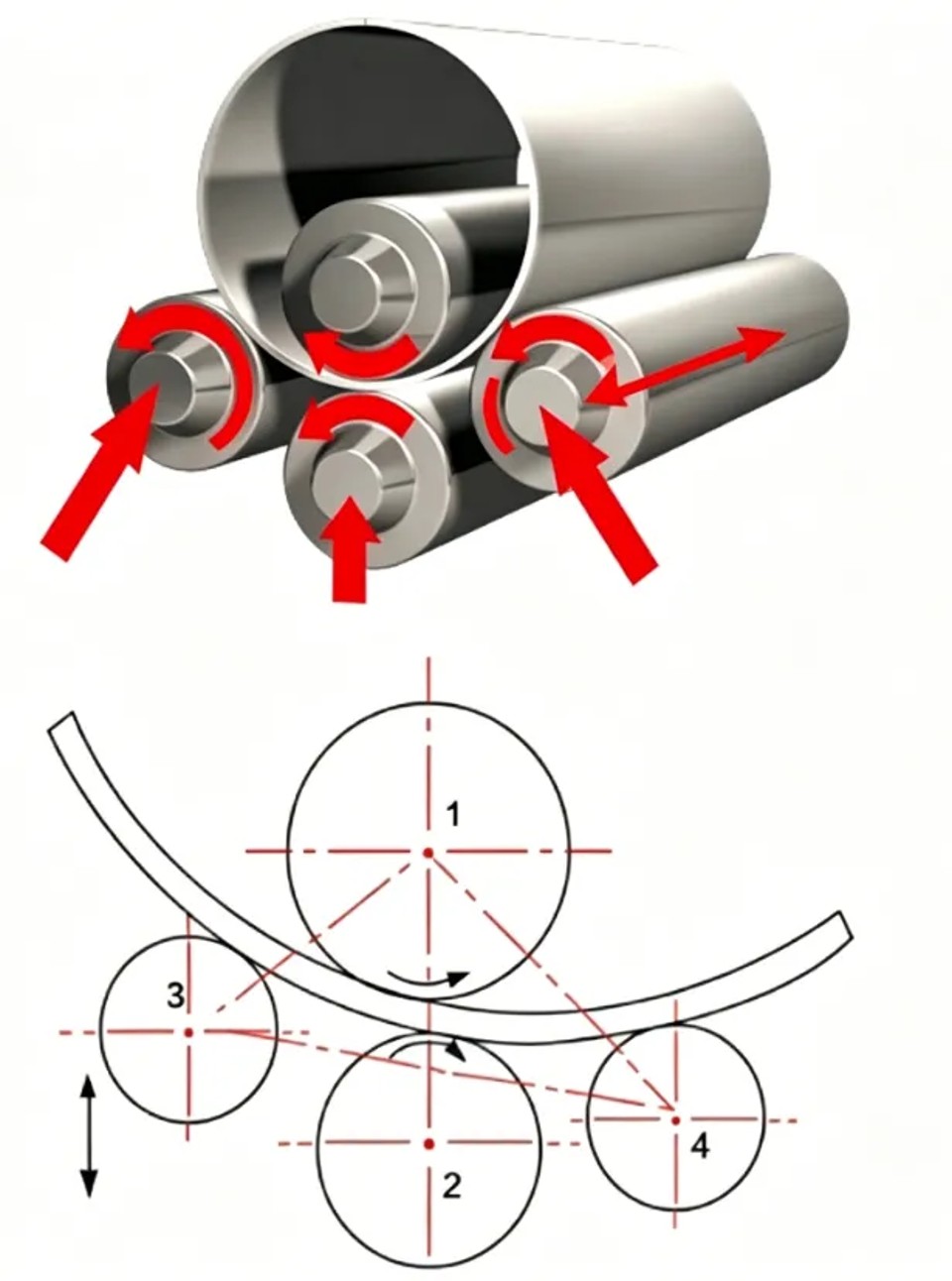
Una máquina curvadora de chapa de cuatro rodillos es un equipo que utiliza el movimiento coordinado de cuatro rodillos (un rodillo superior, un rodillo inferior y dos rodillos laterales) para sujetar, precurvar y enrollar una chapa. Puede completar en una sola pasada el precurvado simétrico y el curvado completo en circunferencia de la chapa.
Las máquinas curvadoras de chapa de cuatro rodillos son equipos mecánicos utilizados para curvar láminas metálicas en formas cilíndricas, de arco u otras formas. Se utilizan ampliamente en sectores como recipientes a presión, energía eólica, construcción naval, petroquímica y fabricación de calderas.
Breve descripción del principio de funcionamiento:
· Sujeción de la chapa: los rodillos superior e inferior sujetan la chapa.
· Precurvado: al elevar uno de los rodillos laterales, un extremo de la chapa se presiona hacia arriba para lograr el precurvado (reduciendo los bordes rectos).
· Curvado: los rodillos se mueven de forma coordinada y el material en chapa sufre una deformación plástica continua con el apoyo de tres puntos, terminando finalmente curvado con la curvatura requerida.
· Descarga: la pieza formada se descarga mediante dispositivos auxiliares o mediante el mecanismo de giro del rodillo superior.
2. Componentes estructurales de una máquina curvadora de chapa de cuatro rodillos
La estructura básica de una máquina curvadora de chapa de cuatro rodillos constituye la base de sus funciones automáticas de precurvado, curvado de chapa y redondeado. En comparación con una máquina curvadora de chapa de tres rodillos, la de cuatro rodillos añade un rodillo auxiliar (un segundo rodillo lateral), lo que mejora considerablemente la eficiencia del procesamiento y la precisión del curvado de chapa. A continuación se describe los principales componentes estructurales y funciones de una máquina curvadora de chapa de cuatro rodillos.
1) Rodillo superior (rodillo de trabajo superior)
Ubicación:
Ubicado en la parte superior, en el centro del bastidor.
Función:
El rodillo de arrastre hace girar la chapa mediante un sistema de transmisión.
Se aplica al material de chapa una fuerza principal de flexión hacia abajo.
característica:
Normalmente accionado por electricidad, tiene el mayor diámetro y puede elevarse verticalmente según sea necesario.
2) Rodillo inferior (rodillo de trabajo inferior)
Ubicación:
Ubicado en la parte inferior, en paralelo al rodillo superior.
Función:
Como rodillo motriz, sirve para sujetar la chapa.
La fuerza de sujeción puede ajustarse moviéndolo hacia arriba y hacia abajo.
característica:
A veces también se utiliza como rodillo motriz. Se emplea para sujetar y ajustar la posición inicial de la chapa junto con el rodillo superior.
3) Rodillos izquierdo y derecho (rodillos laterales)
Ubicación:
Ubicados a ambos lados de los rodillos superior e inferior, cerca del rodillo inferior.
Función:
Realizan la función de precurvado.
Controlan la trayectoria de flexión y el radio de conformado del material en chapa.
característica:
Puede elevarse, descender o girar de forma independiente, y normalmente se controla mediante un sistema hidráulico.
Sus trayectorias de movimiento pueden controlarse mediante programación para lograr el laminado de diferentes formas (cilindros, conos, etc.).
4) Unidad principal de accionamiento
· Por lo general, consta de un motor y un reductor de velocidad.
· El rodillo superior (o los rodillos superior e inferior) se acciona directamente para girar, haciendo que el material de chapa se desplace.
· Garantiza una velocidad lineal constante entre los rodillos para mejorar la precisión del laminado.
5) Sistema hidráulico
· Controla el elevamiento y el movimiento lateral del rodillo inferior y de los rodillos laterales.
· Proporciona control de presión durante el proceso de laminado.
· Por lo general, incluye cilindros hidráulicos, bombas hidráulicas, grupos de válvulas de control, tanques de aceite, etc.
6) Bastidor
· Sostiene toda la estructura del equipo.
· Garantiza la precisión de la posición de los rodillos y la rigidez general del equipo.
· Fabricado en acero soldado de alta resistencia o en piezas fundidas, lo que garantiza una gran capacidad de carga.
7) Sistema de control numérico
· Se utiliza para controlar el movimiento y los parámetros de ajuste de los distintos componentes de la máquina laminadora de placas.
· Por lo general, está equipado con un PLC, una pantalla táctil y una interfaz hombre-máquina (HMI).
· Permite el control automático y admite operaciones de laminado en varias etapas.
8) Dispositivos auxiliares (opcionales)
· Dispositivos de alimentación: como plataformas de carga hidráulicas, etc.
· Dispositivos de descarga: como bastidores de apoyo, dispositivos de rodillos de volteo, etc.
· Dispositivos de seguridad: botón de parada de emergencia, cubierta protectora, sistema de detección de desplazamiento, etc.
3. Principio de funcionamiento de una máquina de curvado de placas de cuatro rodillos

La máquina de curvado de placas de cuatro rodillos es un equipo avanzado de conformado de chapa metálica. Su principio de funcionamiento consiste en la acción coordinada de cuatro rodillos de trabajo (rodillo superior, rodillo inferior, rodillo izquierdo y rodillo derecho) para inducir la deformación plástica de la chapa bajo presión mecánica e hidráulica, logrando así el precurvado automático y un laminado preciso. A continuación, se analizará en detalle su principio de funcionamiento desde aspectos como la estructura, el proceso, las tensiones y el control.
Alimentación de chapa
· El material de la chapa se introduce por el lateral o por el frente a través de la plataforma de alimentación.
· Tras alinear el centro, queda sujeto y posicionado por los rodillos superior e inferior.
2) Sujeción de la chapa
· El rodillo inferior asciende y presiona firmemente la chapa contra el rodillo superior.
· Se forma el estado inicial de sujeción y queda listo para el rolado.
3) Precurvado del material en chapa (para eliminar los bordes rectos residuales)
· Elevar uno de los rodillos laterales (por ejemplo, el rodillo izquierdo).
· Un extremo de la chapa se eleva, formando una fuerza de tres puntos con los rodillos superior e inferior, lo que provoca una curvatura parcial (precurvado).
· La chapa se gira y se repite la operación en el otro extremo para lograr el precurvado en ambos extremos.
· Este método reduce significativamente los bordes rectos residuales y mejora la calidad del conformado.
4) Rolado de chapa
· Los rodillos laterales ascienden gradualmente (control programable de la curvatura).
· El material de la chapa se va rolando continuamente hasta formar un arco o un cilindro mediante un método de flexión en tres puntos.
· El rodillo motriz impulsa continuamente la placa hacia adelante, formando una sección circular completa.
5) Descarga de la chapa
· Una vez finalizado el calandrado, el rodillo superior puede abatirse o desplazarse hacia un lado.
· La pieza conformada se descarga mediante un mecanismo auxiliar hidráulico o mecánico.
· El siguiente proceso de soldadura o enrollado puede realizarse directamente.
4. Análisis de esfuerzos de una roladora de placas de cuatro rodillos
El análisis de esfuerzos de una roladora de placas de cuatro rodillos es una parte fundamental para comprender su mecanismo de laminado, controlar la precisión y optimizar el proceso de conformado. La ventaja de la estructura de cuatro rodillos en términos de esfuerzos es que puede formar un sistema de flexión ideal de tres puntos, controlando eficazmente el proceso de deformación de la placa y mejorando la calidad del precurvado y del rolado.
1) Principales puntos de esfuerzo de la roladora de placas de cuatro rodillos
Durante el proceso de rolado, la chapa está sometida principalmente a las siguientes fuerzas:
· Presión del rodillo superior: aplica la principal fuerza de flexión sobre la chapa, provocando una deformación plástica por flexión.
· Fuerza de soporte del rodillo inferior: sujeta la placa junto con el rodillo superior y, al mismo tiempo, desempeña una función de soporte y transmisión.
· Presión superior del rodillo lateral: controla la curvatura y la precisión dimensional durante el precurvado y el enrollado.
· Fricción: proviene de la fricción entre los rodillos superior e inferior y la placa, que impulsa el avance de la placa.
· Fuerza de recuperación elástica de la chapa: la fuerza de recuperación elástica generada después de doblar la chapa es un factor importante que afecta a la precisión.
2) Análisis de las etapas del proceso de fuerza
Etapa de sujeción inicial:
· El material de la chapa se coloca entre los rodillos superior e inferior.
· El rodillo inferior asciende y aplica presión, formando una fuerza de sujeción con el rodillo superior y generando presión normal.
· La fricción entre los rodillos superior e inferior controla el movimiento de la placa.
Etapa de precurvado:
· Un rodillo lateral asciende, formando una fuerza de tres puntos con los rodillos superior e inferior.
· Los extremos de la chapa se doblan, formando zonas localizadas de deformación plástica.
· El momento de flexión se genera por debajo del eje central del espesor de la placa, lo que da lugar a una distribución asimétrica de esfuerzos.
Fase de rolado:
· La chapa está sometida a fuerza entre tres puntos de apoyo (rodillo superior + dos rodillos laterales).
· A medida que avanza, se comprime y se dobla, formando una curva continua.
· El radio de curvatura está determinado por la posición de los rodillos laterales, y la distribución de la presión debe ser uniforme.
Durante el plegado, el estado de tensión en el interior de la chapa es el siguiente:
· La superficie superior es una superficie de tracción con tensión positiva.
· La superficie inferior está comprimida, y la tensión es negativa.
· La tensión en el eje neutro es cero, por lo que hay curvado, pero no elongación.
3) Ventajas de resistencia de la estructura de cuatro rodillos
Elementos de comparación | Máquina curvadora de chapa de tres rodillos | Máquina curvadora de chapa de cuatro rodillos (ventajas) |
punto de apoyo | 2 laterales + 1 central | Estructura de moldeo real de tres puntos |
Estabilidad de la chapa | La chapa se desliza con facilidad | Fijación y sujeción estables de la chapa |
Precisión de laminado | General | Alta (ajuste controlable del momento de flexión) |
Capacidad de precurvado | Débil | Alta resistencia (la estructura admite precurvado positivo y negativo) |
Control del rebote | Difícil de controlar con precisión | Compensación programable + ajuste dinámico |
5. Métodos de control del laminado
Con el desarrollo de la tecnología, las máquinas laminadoras de chapa han pasado gradualmente del control manual/hidráulico tradicional a los sistemas de control numérico electrónico (NC) y control numérico por computadora (CNC), alcanzando un mayor nivel de fabricación inteligente. El método de control de laminado de una máquina laminadora de cuatro rodillos determina su precisión de conformado, eficiencia operativa y nivel de automatización.
1) Control de la posición de los rodillos (control de desplazamiento)
· Controlar el desplazamiento de subida y bajada del rodillo superior, el rodillo inferior y los rodillos laterales izquierdo y derecho.
· Determinar el radio de curvatura y la zona de presión del material de chapa durante el proceso de conformado.
· El control en lazo cerrado suele lograrse mediante una válvula proporcional hidráulica y un sensor de desplazamiento.
2) Control de la trayectoria de deslizamiento
· Controlar la trayectoria de movimiento de los rodillos laterales (líneas diagonales, curvas).
· Para lograr formas complejas (como cilindros cónicos) o laminado de arcos circulares de varios segmentos
· La trayectoria suele estar preprogramada por el sistema CNC.
3) Control de sujeción
· Controlar la presión de sujeción de los rodillos superior e inferior sobre la chapa.
· Asegurarse de que la chapa no resbale durante la rotación.
· Ajustar dinámicamente la calidad y el espesor según los distintos materiales
4) Control de accionamiento (regulación de velocidad)
· Controlar la velocidad de rotación de los rodillos permite una alimentación suave del material.
· Un sistema de control avanzado puede ajustar la aceleración y la desaceleración durante el proceso de laminado.
· Es muy importante evitar el desgarro del material, la sobrepresión o el daño superficial.
5) Control por programa (lógica automática)
El sistema de control tiene preajustados múltiples pasos de laminado:
· Posicionamiento de la placa
· Sujeción automática
· Precurvado del primer extremo
· Rotación de la placa
· Precurvado del segundo extremo
· Laminado completo en círculo
· Descarga, etc.
El usuario solo necesita introducir parámetros como el espesor de la chapa, el material y el diámetro del rodillo, y el sistema ajustará automáticamente la posición y el movimiento de cada rodillo.
6. Ventajas de la máquina laminadora de placas de cuatro rodillos
Las curvadoras de placas de cuatro rodillos se utilizan ampliamente en el conformado y la fabricación moderna de chapa metálica, principalmente por las numerosas ventajas que aporta su estructura y su sistema de control. En comparación con equipos tradicionales como las curvadoras de tres rodillos y las curvadoras simétricas de placas, las curvadoras de cuatro rodillos presentan ventajas significativas en precisión, eficiencia y operatividad.
1) Ventajas estructurales de las curvadoras de placas de cuatro rodillos
· Diseño estructural de cuatro rodillos: rodillo superior motriz + sujeción mediante rodillo inferior + ajuste de los rodillos laterales, lo que da como resultado una estructura más estable. Admite curvado simétrico y precurvado asimétrico.
· El rodillo inferior fija la placa: La placa se mantiene siempre sobre el rodillo fijo, lo que la hace menos propensa al deslizamiento y facilita el posicionamiento y el control de la precisión.
· No requiere volteo: A diferencia de las laminadoras de tres rodillos, la chapa se procesa siempre por el mismo lado durante todo el proceso de laminado, sin necesidad de voltearla.
2) Ventajas tecnológicas y operativas
· Conformado en una sola etapa: el precurvado y el laminado pueden completarse en el mismo ciclo de proceso, reduciendo el trabajo manual y los errores de posicionamiento.
· Fuerte capacidad de precurvado en ambos extremos: los rodillos izquierdo y derecho pueden subir y bajar por separado, lo que permite un precurvado de precisión independiente en ambos extremos (con bordes rectos prácticamente inexistentes).
· Adaptable al laminado cónico: la trayectoria del rodillo lateral es programable y ajustable, adecuada para estructuras no circulares como cilindros cónicos y elipses.
· Fácil de operar: la mayoría de las curvadoras de placas de cuatro rodillos están equipadas con un sistema de control numérico (NC/CNC), y el usuario solo necesita introducir parámetros para manejarlas.
· Amplio rango de espesores de chapa: puede laminar diversas chapas metálicas con espesores de 1 mm a más de 100 mm (según el modelo).
· Menores requisitos para el operario: en comparación con las curvadoras de tres rodillos, tiene menor dependencia técnica, es más fácil de aprender para principiantes y es más segura.
3) Ventajas en la calidad de conformado
· Mayor redondez: el control de fuerza multipunto ofrece alta precisión, y la redondez y la cilindricidad del conformado por rodillos son mejores que las del conformado de tres rodillos.
· Buen control del retorno elástico: la fuerza del rodillo lateral es continuamente ajustable, lo que reduce el retorno elástico y mejora la precisión del laminado.
· Buena calidad superficial: la chapa no se desliza fácilmente, no necesita voltearse y evita defectos como arañazos y pliegues.
· Alineación de bordes más precisa: los bordes rectos más pequeños facilitan operaciones posteriores de precisión, como la soldadura automática y la alineación de juntas.
4) Ventajas en eficiencia de producción y automatización
· Sistema de control totalmente automático: admite programación NC/CNC, cuenta con función de almacenamiento en memoria y es adecuado para la producción en serie.
· Reducción del tiempo de procesamiento: todos los pasos se completan en una sola posición, reduciendo el tiempo total de procesamiento entre un 30 % y un 50 %.
· Adecuado para líneas de producción automatizadas: puede conectarse con sistemas de carga y descarga, robots, estaciones de soldadura y otros equipos.
· Admite monitorización/diagnóstico remotos: algunos equipos de gama alta pueden conectarse a Internet para lograr acceso al Internet Industrial de las Cosas (IIoT).
5) Comparación de las ventajas típicas de las curvadoras de placas de tres rodillos
Elementos de comparación | Máquina curvadora de chapa de tres rodillos | Máquina curvadora de chapa de cuatro rodillos (ventajas) |
Función de precurvado | Requiere múltiples volteos, con bordes rectos grandes | Precurvado automático, borde recto extremadamente corto (≤1,5 veces el espesor de la placa) |
Fijación y posicionamiento | Posicionamiento basado en la experiencia manual | La chapa se fija en el rodillo inferior y se centra automáticamente. |
Eficiencia de laminado | Muchos procesos, baja eficiencia | Todos los procesos de laminado se completan de una sola vez. |
Capacidad de laminado cónico | Las limitaciones estructurales dificultan su consecución. | Trayectoria de rodillos ajustable, ángulo de cono libremente controlable |
Dificultad técnica de operación | Alto nivel de habilidad; requiere operarios cualificados. | Interfaz CNC sencilla y fácil de usar, fácil de aprender |
7. ¿Cómo elegir una calandra de placas de cuatro rodillos?
Elegir una calandra de placas de cuatro rodillos es una decisión clave de inversión en equipos que influye directamente en la eficiencia de producción, la precisión de procesamiento y las capacidades de desarrollo a largo plazo de su empresa. A continuación, presentamos una guía sistemática y práctica de “Sugerencias y guía para la selección de una calandra de placas de cuatro rodillos” para ayudarle a tomar una decisión informada según sus necesidades reales, evitando desperdicios innecesarios y posibles problemas.
1) Defina sus requisitos de aplicación
Antes de seleccionar un modelo de máquina, debe conocer las características de la pieza y su método de producción:
Parámetros clave | Precauciones |
Espesor de la placa | Rango máximo/mínimo de espesor de la placa de procesamiento (afecta el diámetro del rodillo superior y el sistema hidráulico) |
Ancho de la placa | El ancho máximo de mecanizado determina los requisitos de ancho y rigidez del bastidor de la máquina. |
Tipo de material | Acero al carbono ordinario, acero inoxidable, aleación de aluminio, acero resistente al desgaste, etc.; influyen en la presión y en el radio de conformado. |
Diámetro mínimo del tambor | ¿Diámetro interior mínimo requerido? Esto está relacionado con la capacidad de doblado y la disposición de los rodillos. |
Tipo de pieza | ¿Cilíndricas, cónicas, elípticas, piezas no estándar? Su impacto en los sistemas de control y en el diseño de la trayectoria de laminado. |
Tamaño de lote | ¿Personalización de una sola pieza o producción en masa? Determine si se requieren mecanizado CNC o dispositivos de carga y descarga automáticos. |
2) Recomendaciones para seleccionar los parámetros técnicos clave
· Diámetro del rodillo superior: debe ser lo suficientemente grande como para soportar la fuerza máxima de flexión y evitar la deformación; depende del espesor de la chapa laminada.
· Los diámetros del rodillo inferior y de los rodillos laterales afectan la estabilidad del agarre y del doblado; una estructura simétrica es mejor.
· Presión del sistema hidráulico: cuanto mayor es la presión, mayor es la capacidad de procesamiento, pero también aumenta el coste en consecuencia.
· Potencia del motor: determina directamente la capacidad de accionamiento y la velocidad de procesamiento de la chapa.
· Holgura entre rodillos y disposición de los rodillos: determinan la calidad del conformado y el diámetro mínimo de laminado. Los rodillos laterales excéntricos son adecuados para el laminado cónico.
· Métodos de control: el NC es adecuado para aplicaciones convencionales, mientras que el CNC es adecuado para escenarios complejos y de alta precisión.
· Materiales estructurales de la máquina: se utiliza acero fundido de alta resistencia o una estructura soldada para garantizar una resistencia a la deformación a largo plazo.
3) Recomendaciones sobre marca y servicio posventa
Elegir un fabricante fiable y un soporte posventa integral es fundamental.
· Dé prioridad a marcas reconocidas o fabricantes con buena reputación en el sector: la calidad del equipo está garantizada y los componentes clave tienen una larga vida útil.
· Inspeccione el sitio de ensamblaje y puesta en marcha de la fábrica: verifique el efecto real del laminado y comprenda la operatividad del sistema de control.
· Asegúrese de que los proveedores ofrezcan servicios de instalación, puesta en marcha y capacitación: reduzca el tiempo de ciclo de la máquina y mejore la eficiencia de producción.
· Comprender el tiempo de respuesta posventa y el soporte de repuestos: un mantenimiento oportuno es extremadamente importante cuando el equipo presenta fallas.
4) Resumen de estrategias de selección para máquinas laminadoras de placas de cuatro rodillos
Puede utilizar la siguiente tabla para definir sus necesidades y comunicarse con el fabricante:
Elemento | Descripción de los datos o requisitos |
Espesor máximo de la placa | Por ejemplo, acero Q345 de 20 mm |
Rango de ancho de la placa | 2000 mm |
Diámetro interior mínimo | 400 mm |
Tipo de pieza | cilindro + cono |
Materiales de procesamiento | Acero inoxidable y acero al carbono mixtos |
Métodos de control | CNC o CNC |
¿En lotes? | Sí, se recomienda configurar un dispositivo de alimentación. |
Restricciones de la ubicación de instalación | Requisitos de ancho/altura/capacidad de carga de la cimentación, etc. |
Contáctenos
