- tel:+86-13222111178
- email:info@ntjugao.com






Guía práctica para operar la prensa plegadora E21
Guía práctica para operar la prensa plegadora E21

Para operar la plegadora E21, comience introduciendo los parámetros de doblado requeridos en el sistema de control. Una vez que el material esté correctamente posicionado y fijado, puede iniciar el ciclo de doblado, respetando todos los protocolos de seguridad estándar. Para obtener resultados consistentes y de alta calidad, es esencial realizar el mantenimiento rutinario y las inspecciones regulares de las herramientas.
Para una guía detallada, paso a paso, de todo el proceso, consulte a continuación el manual operativo completo.

Sistema E21: Introducción
El E21 es un sistema de control especializado diseñado específicamente para plegadoras. Ofrece un equilibrio óptimo entre rendimiento y costo, reduciendo significativamente los gastos totales de la máquina sin dejar de mantener la precisión dentro de los estándares industriales requeridos.
Las principales funciones del sistema E21 incluyen:
l La pantalla LCD de alta definición admite chino e inglés bilingües y muestra los parámetros de programación en una sola página, lo que hace que la programación sea más rápida y cómoda.
l El posicionamiento inteligente de los ejes X e Y admite el ajuste manual, eliminando la necesidad de dispositivos mecánicos de posicionamiento manual.
l Las funciones integradas de tiempo de mantenimiento de presión y retardo de descarga hacen que la operación sea más fácil y reducen los costos.
l Función de copia de seguridad y recuperación de parámetros con un solo clic, que permite restaurar los parámetros en cualquier momento según sea necesario, reduciendo los costos de mantenimiento. Admite programación de varios pasos para mejorar la eficiencia de producción y la precisión del procesamiento.
l Todos los botones del panel son microinterruptores y han sido sometidos a rigurosas pruebas de EMC, altas y bajas temperaturas, vibración, etc., para garantizar la estabilidad y la vida útil del producto.
l Certificación CE para respaldar los mercados de ultramar.
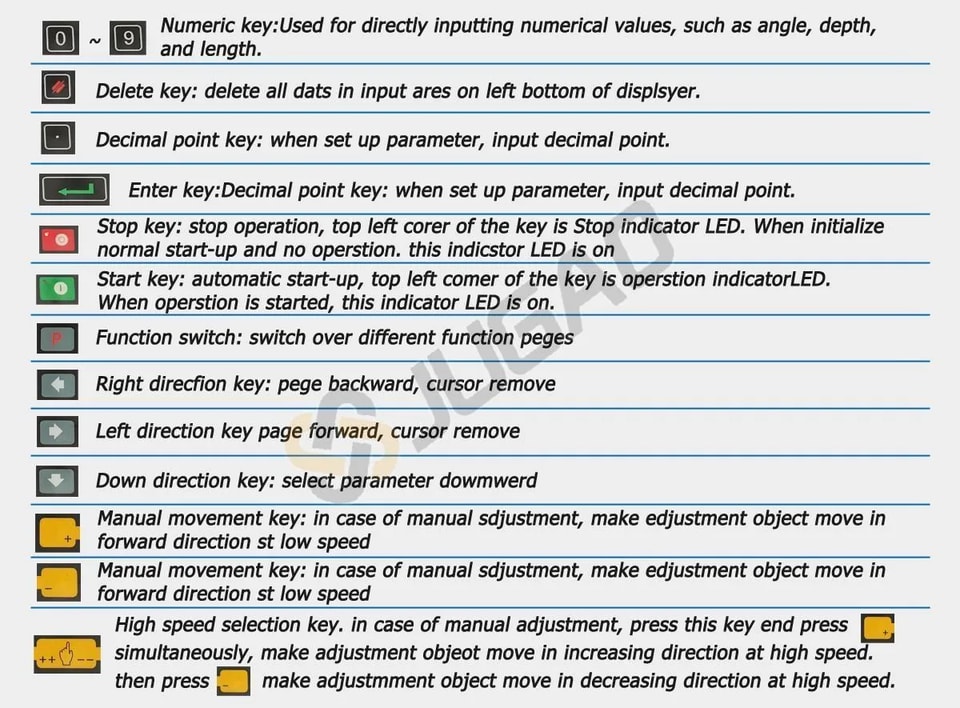
Las funciones de las teclas del panel se describen en la tabla.
Interfaz única
El controlador E21 adopta una pantalla LCD de matriz de puntos de 160*160. El área de visualización se muestra a continuación.
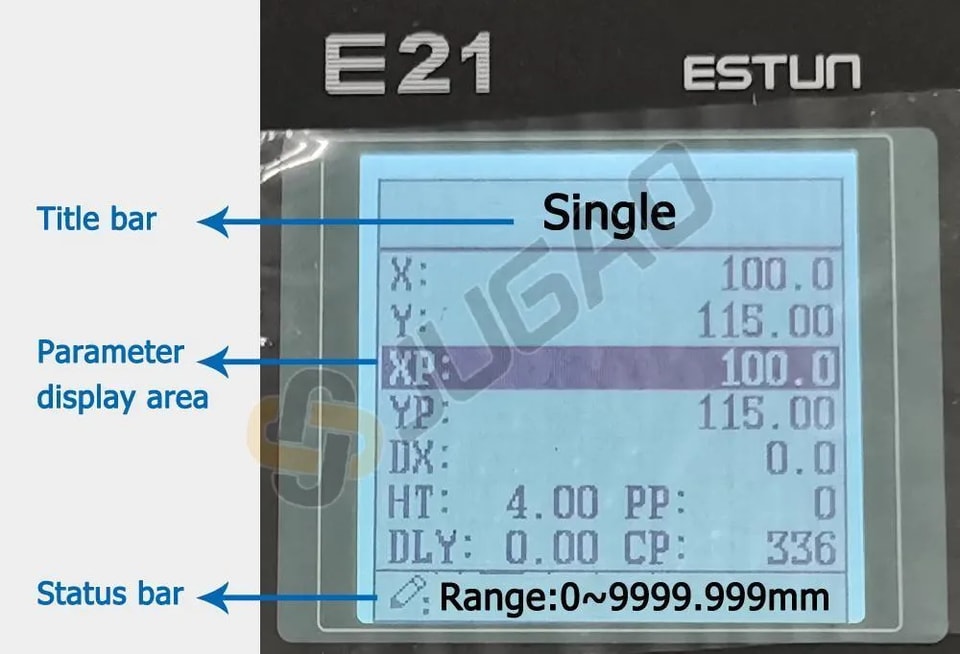
Barra de título:mostrar información relevante en la página actual, como su nombre, etc.
Área de visualización de parámetros:muestra el nombre del parámetro, el valor del parámetro y la información del sistema.
Barra de estado:área de visualización de la información de entrada y de los mensajes de aviso, etc.
Las abreviaturas de esta página se muestran en la tabla.
X:La posición actual del tope trasero
Y:La posición actual del cursor
XP:La posición deseada del tope trasero
YP:La posición deseada del cursor
DX:Distancia de retracción del tope trasero
HT:Tiempo de sujeción
DLY:Tiempo de retracción
PP:Pieza preestablecida
CP:Pieza actual
Programación de un solo paso
El E21 tiene dos métodos de programación: programación de un solo paso y programación de varios pasos. Los usuarios pueden configurar la programación según las necesidades reales.
La programación de un solo paso se utiliza generalmente para realizar el mecanizado de una pieza en una sola operación. Al encender el controlador, entrará automáticamente en la página del programa de un solo paso.
Pasos de operación
Paso 1Después del arranque, el dispositivo entrará automáticamente en la página de configuración del programa de un solo paso.
Paso 2Pulse seleccione el parámetro que necesita configurarse, pulse
seleccione el parámetro que necesita configurarse, pulse la tecla numérica para introducir el valor del programa, pulse para completar la entrada.
la tecla numérica para introducir el valor del programa, pulse para completar la entrada.
Paso 3Pulse y el sistema ejecutará este programa.
y el sistema ejecutará este programa.
Programación de varios pasos
El programa de varios pasos se utiliza para procesar una sola pieza con diferentes etapas de mecanizado, permitiendo la ejecución continua de varios pasos y mejorando la eficiencia de procesamiento.
Pasos de operación
Paso 1Al encenderse, el dispositivo muestra automáticamente la página de parámetros de un solo paso.
Paso 2Pulse cambie a la página de gestión de programas, cambie a la página de gestión de programas.
cambie a la página de gestión de programas, cambie a la página de gestión de programas.
Paso 3Pulse seleccione el número de serie del programa o introduzca directamente el número del programa, por ejemplo, introduzca “1”.
seleccione el número de serie del programa o introduzca directamente el número del programa, por ejemplo, introduzca “1”.
Paso 4Pulse entre en la página de configuración del programa de varios pasos.
entre en la página de configuración del programa de varios pasos.
Paso 5Pulse![]() seleccione el parámetro de programación de varios pasos que necesita configurarse, introduzca el valor de ajuste y pulse
seleccione el parámetro de programación de varios pasos que necesita configurarse, introduzca el valor de ajuste y pulse ![]() y la configuración surtirá efecto.
y la configuración surtirá efecto.
Paso 6 Al completar la configuración, pulse  para entrar en la página de configuración de parámetros de paso.
para entrar en la página de configuración de parámetros de paso.
Paso 7Pulse , seleccione el parámetro de paso que necesita configurarse, introduzca el valor del programa y pulse
, seleccione el parámetro de paso que necesita configurarse, introduzca el valor del programa y pulse ![]() , y la configuración surtirá efecto.
, y la configuración surtirá efecto.
Paso 8 Pulse![]() para cambiar entre pasos. Si el paso actual es el primero, pulse
para cambiar entre pasos. Si el paso actual es el primero, pulse ![]() para entrar en la última página de configuración de parámetros del paso; si el paso actual es el último, pulse
para entrar en la última página de configuración de parámetros del paso; si el paso actual es el último, pulse ![]() para entrar en la primera página de configuración de parámetros del paso.
para entrar en la primera página de configuración de parámetros del paso.
Paso 9Pulse , el sistema funcionará según este programa.
, el sistema funcionará según este programa.
Configuración de parámetros
Los usuarios pueden configurar todos los parámetros necesarios para el funcionamiento normal del sistema, incluidos el parámetro del sistema, el parámetro del eje X y el parámetro del eje Y.
Paso 1 En la página de gestión de programas, pulse  para entrar en la página de constantes de programación. En esta página se pueden configurar las constantes de programación.
para entrar en la página de constantes de programación. En esta página se pueden configurar las constantes de programación.
Paso 2 El rango de configuración de las constantes de programación se muestra en la tabla
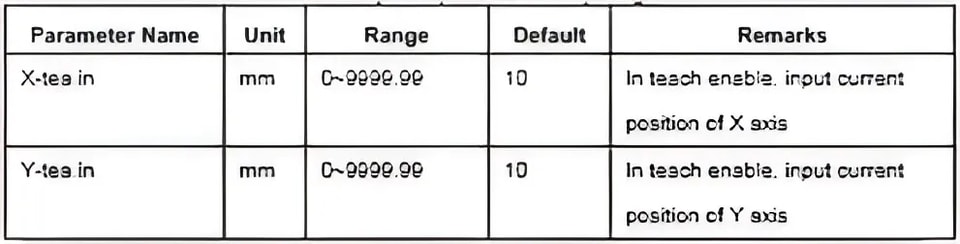
Paso 3 Introduzca la contraseña “1212” y pulse  para entrar en la página de enseñanza.
para entrar en la página de enseñanza.
Paso 4 Parámetro de subida, el rango de configuración de parámetros se muestra en la tabla.
Paso 5 Pulse  para volver a la página de constantes de programación,
para volver a la página de constantes de programación,
Alarma
El dispositivo puede detectar automáticamente anomalías internas o externas y emitir una alerta de alarma. El mensaje de alarma está disponible en la lista de alarmas.
Paso 1 En la página de gestión de programación, pulse  para entrar en la página de constantes de programación.
para entrar en la página de constantes de programación.
Paso 2En la página de constantes de programación, pulse ![]() para entrar en la página “Historial de alarmas” y ver todo el historial de alarmas. En esta página se pueden ver las 6 alarmas más recientes, el número de alarma y las causas.
para entrar en la página “Historial de alarmas” y ver todo el historial de alarmas. En esta página se pueden ver las 6 alarmas más recientes, el número de alarma y las causas.
Fallos comunes y solución de problemas
1. El controlador no enciende / no hay pantalla
Síntomas de la falla:
La pantalla está en blanco.
No hay luces indicadoras encendidas.
Posibles causas y solución de problemas:
C1: Problema en la alimentación principal.
Comprobación: asegúrese de que el interruptor principal de desconexión de la máquina esté en posición ON.
Verifique que el cable de alimentación principal esté conectado y que el voltaje sea correcto.
C2: Puerta de la máquina/protección de seguridad abierta.
Verifique que todas las puertas del gabinete eléctrico y las protecciones de seguridad estén correctamente cerradas. Muchas máquinas cuentan con enclavamientos de seguridad que impiden el arranque.
C3: Fusible fundido.
Verifique los fusibles principales en el gabinete eléctrico de la máquina.
C4: Unidad de alimentación defectuosa.
Verifique: la fuente de alimentación interna de CC (por ejemplo, 24 V CC) del controlador puede haber fallado. Esto requiere un electricista calificado.
2. Los ejes (Y1, Y2, X, R) no se mueven o muestran «error de seguimiento» / «fallo de eje»
Síntomas de la falla:
El eje no responde a los comandos manuales.
El controlador muestra un mensaje de error sobre el accionamiento del eje o error de seguimiento.
Un lado (Y1 o Y2) está más bajo/alto que el otro (desincronizado).
Posibles causas y solución de problemas:
C1: Fallo del servoaccionamiento / amplificador.
Verifique: busque un código de error en la propia unidad servoaccionamiento (normalmente ubicada en el gabinete eléctrico). Consulte el manual del fabricante del accionamiento.
Acción: restablezca la falla apagando y encendiendo la máquina. Si persiste, anote el código de error para soporte técnico.
C2: Problema con el encoder / cable de realimentación.
Verifique: inspeccione los cables del encoder conectados a la parte trasera de los servomotores en busca de daños o conexiones flojas.
C3: Obstrucción mecánica.
Verifique: compruebe manualmente si la corredera (eje Y) o el tope trasero (eje X) pueden moverse libremente. Puede haber un atasco físico.
C4: Freno del motor activado.
Verifique: es posible que el freno del servomotor (especialmente en el eje Y) no se esté liberando. Puede oír un zumbido del motor, pero no habrá movimiento.
3. Error «eje no referenciado» o «establezca la referencia»
Síntomas de la falla:
La máquina no puede iniciar un ciclo.
El controlador solicita un procedimiento de referencia.
Posibles causas y solución de problemas:
C1: La máquina fue apagada.
Acción: este es un procedimiento estándar. Debe realizar la operación de «Referencia» o «Retorno a cero» después de encender la máquina. Vaya a la pantalla manual y ejecute el ciclo de referencia para todos los ejes.
C2: Fallo del interruptor de referencia / sensor de proximidad.
Verifique: el sensor que detecta la posición de origen puede estar sucio, desalineado o defectuoso. A menudo requiere un técnico.
4. Alarma de «sobrecarga» o «alta presión»
Síntomas de la falla:
La alarma se produce durante el ciclo de plegado, a menudo cerca del fondo.
Posibles causas y solución de problemas:
C1: Ajuste incorrecto de tonelaje (presión).
Verifique: la presión de plegado programada es demasiado alta para el material o para la capacidad de la máquina. Revise y reduzca el ajuste de presión en el programa.
C2: Selección incorrecta de matriz.
Verifique: usar una matriz en V demasiado pequeña para el espesor del material requiere una fuerza excesiva. Compruebe que la abertura de la matriz en V sea la correcta para el material (normalmente, abertura en V = 8 × espesor del material).
C3: Plegado fuera de la capacidad de la máquina.
Verifique: podría estar intentando plegar un material demasiado grueso o demasiado largo para la capacidad nominal de la máquina.
5. Ángulo de plegado inconsistente
Síntomas de la falla:
El ángulo de plegado varía de una pieza a otra, incluso con el mismo programa.
Posibles causas y solución de problemas:
C1: Variaciones del material.
Verifique: el espesor, la dureza o la dirección de la fibra del material pueden variar y causar diferencias en el ángulo. Revise los certificados del material.
C2: Herramientas desgastadas o incorrectas.
Compruebe: inspeccione el punzón y la matriz en busca de desgaste o daños. Asegúrese de que se utilicen las herramientas correctas para el ángulo especificado.
C3: Falta de compensación de coronación.
Acción: Si se doblan chapas largas, la bancada de la máquina puede flexionarse. Utilice la función de «coronación» (manual o automática) para compensar esa flexión. Recalibre si es necesario.
C4: Sistema hidráulico inestable.
Compruebe: un nivel bajo de aceite hidráulico, aceite sucio o una válvula defectuosa pueden causar inestabilidad de la presión. Verifique el nivel y la temperatura del aceite.
6. El tope trasero (X, R, Z) no alcanza la posición o es impreciso
Síntomas de la falla:
El tope trasero se detiene en una posición incorrecta o vibra al detenerse.
Posibles causas y solución de problemas:
C1: Obstrucción mecánica o desalineación.
Compruebe: busque virutas, residuos o rebabas en las guías y los husillos del tope trasero. Limpie y lubrique las guías.
C2: Acoplamiento flojo o correa de transmisión.
Compruebe: el acoplamiento entre el servomotor y el husillo de bolas, o la correa de transmisión (si corresponde), puede estar flojo.
C3: Holgura.
Acción: con el tiempo, el desgaste mecánico puede provocar holgura. El controlador suele contar con un ajuste de «compensación de holgura» que puede ser configurado por un técnico.
Diagrama general de solución de problemas
1. Anote el mensaje de error exacto que aparece en la pantalla E21.
2. Consulte el manual del fabricante de la máquina. Contiene los códigos de error y los procedimientos más específicos.
3. Realice un reinicio simple: apague completamente la máquina, espere 10 segundos y vuelva a encenderla.
4. Compruebe si hay problemas evidentes: cables sueltos, disyuntores disparados, bajo nivel de aceite hidráulico, ruidos inusuales.
5. Aísle el problema: determine si se trata de un problema de control (controlador, programación), eléctrico (motor, accionamiento, sensor) o mecánico (eje atascado, herramientas desgastadas).
6. Póngase en contacto con el soporte técnico: si el problema no se resuelve con las comprobaciones básicas, facilíteles el mensaje de error exacto y los pasos que ya ha realizado.
Recuerde: solo el personal cualificado debe realizar reparaciones eléctricas internas.
Contáctenos
