- tel:+86-13222111178
- email:info@ntjugao.com






Ajuste y uso de la plegadora
Ajuste y uso de la plegadora


1. Ajuste de la máquina herramienta
(1) Ajuste de la paralelidad entre el carro y la mesa de trabajo
Si la máquina herramienta es de sincronización por eje de torsión, se instala una caja de turbina en el extremo superior del cilindro, y los cilindros izquierdo y derecho cuentan con un eje de sincronización desmontable, además de dos tubos hexagonales que conectan los cilindros izquierdo y derecho. El tornillo sin fin del cilindro gira en sentido horario una vuelta completa, y el pistón del cilindro asciende 0,2 mm. El vástago del pistón del cilindro desciende 0,2 mm cuando gira en sentido antihorario una vuelta completa. En el caso de plegado prolongado o chapa irregular, si existe un error en la paralelidad entre el carro y el plano de la mesa de trabajo, puede retirarse el tubo hexagonal y ajustarse manualmente el tornillo sin fin de cualquiera de las cajas del tornillo sin fin del cilindro (antes del ajuste debe determinarse la distancia de error de la paralelidad). Una vez realizado correctamente el ajuste, se conecta el eje de sincronización.

(2) Ajuste de la holgura de la guía de la máquina herramienta
La máquina herramienta está equipada con un asiento de guía, una guía, una chapa de ajuste y un tornillo de ajuste en ambos extremos del carro. El asiento de guía está fijado al carro y la guía está conectada a la columna. Cuando la máquina se utiliza con frecuencia, aumenta la holgura entre el asiento de guía y la guía. Utilice una llave para ajustar los tornillos, pero no los apriete en exceso para evitar dañar el asiento de guía y la guía.
(3) Ajuste de la presión de la máquina herramienta
Las máquinas herramienta convencionales tienen instalada una tabla de presión de plegado en el lado derecho de la columna de la máquina. Al plegar, consulte la tabla para seleccionar la abertura de la matriz y ajustar la presión (la presión máxima de la máquina es de 25 Mpa y la presión nominal es de 31,5 Mpa). Si se trata de una máquina CNC 51, el sistema CNC puede calcular automáticamente la presión de plegado y la posición del punto muerto inferior según la forma real de la pieza. En teoría, no es necesario realizar cálculos ni ajustes manuales. Sin embargo, como son muchos los factores que afectan a la precisión del plegado, cada lote de ángulos de plegado debe depurarse repetidamente mediante el programa hasta ajustarlo a la posición del punto muerto inferior y a los requisitos de plegado.

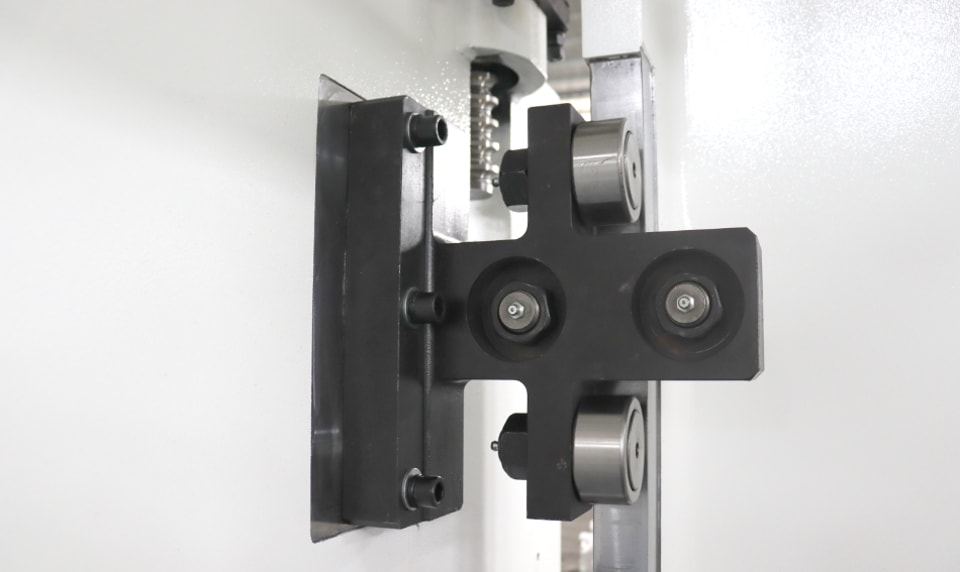
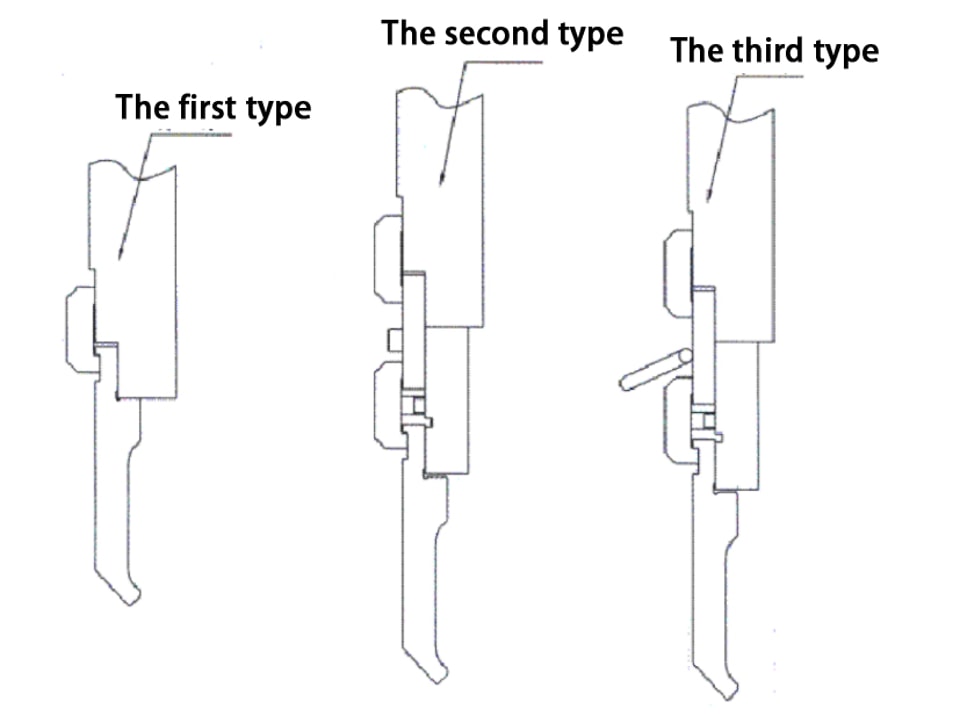
(4) Matrices y placas de sujeción de la máquina herramienta
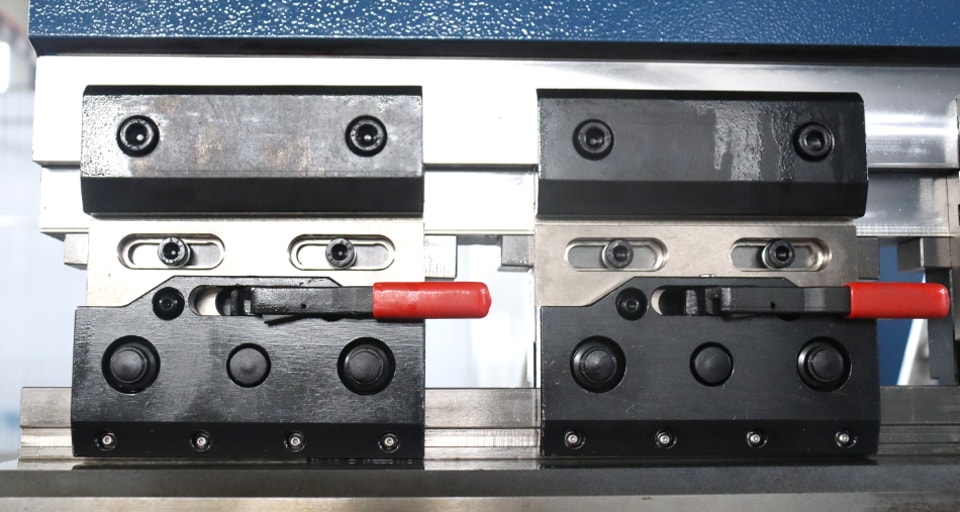
La plegadora de nuestra empresa puede instalar matrices superiores e inferiores estándar según las necesidades del usuario y la situación real de la máquina. La matriz superior está equipada con una abrazadera para matriz, que presenta tres formas: la primera es una configuración de matriz superior de conexión directa, con una estructura sencilla y bajo coste. Se basa en ajustar la compensación de deflexión del travesaño inferior para lograr los requisitos de plegado. Durante la instalación, sujeta directamente la matriz superior y la vincula al carro; la segunda es una configuración de matriz superior con sujeción por compensación mediante cuña inclinada convencional; la tercera es una configuración de matriz superior con compensación por cuña inclinada y sujeción rápida. (Como se muestra en la figura)

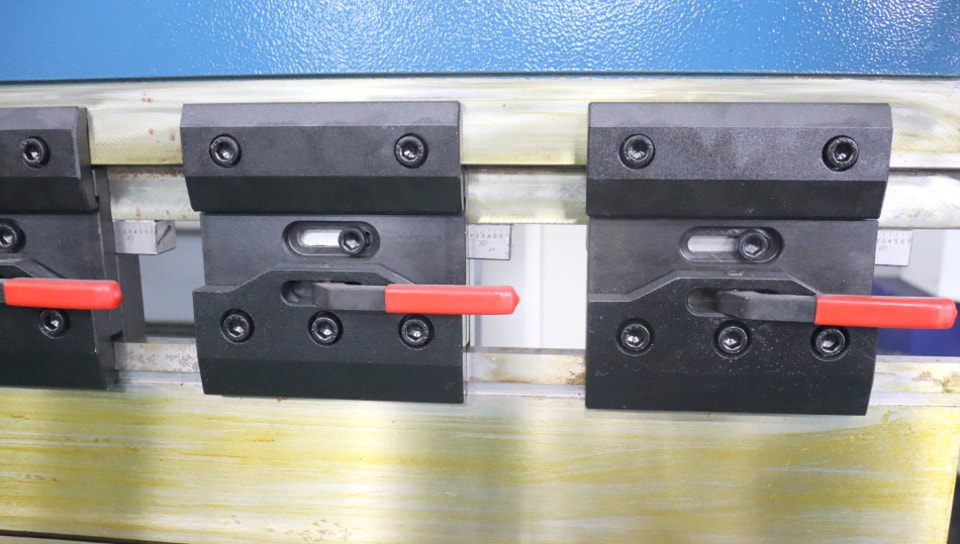
(5) La estructura de configuración de sujeción presenta las siguientes características:
a. Al instalar la matriz superior con sujeción convencional, preste atención a que la matriz superior no resbale para evitar lesiones personales.
b. El tipo de cuña inclinada con sujeción convencional y el tipo de cuña inclinada con sujeción rápida pueden ajustar el valor de compensación de la desalineación entre la matriz superior y la inferior para lograr el efecto óptimo básico del ángulo de plegado.
- Preparación antes de la prueba de funcionamiento:
(1) Familiarícese con el contenido del manual, comprenda la estructura de la cadena, el método de operación y las precauciones de seguridad y mantenimiento de la máquina herramienta.
(2) Limpie el depósito de aceite antes de repostar. No se permiten impurezas en el depósito. Al rellenar, desenrosque la tuerca del filtro de aire de la tapa del depósito e inyecte aceite hidráulico nuevo filtrado (véase el indicador de aceite) (la precisión de filtración del dispensador de aceite no deberá ser inferior a 5 um) hasta que el nivel de aceite alcance más de cuatro quintas partes de la posición indicada por el indicador hidráulico. Puede utilizarse aceite hidráulico Mobil AFT-25 para obtener mejores resultados. En invierno, cuando la temperatura es baja (alrededor de 5 grados Celsius), se recomienda usar aceite hidráulico antidesgaste YB-N32.
Para garantizar una larga vida útil de los componentes eléctricos e hidráulicos, se establecen los siguientes requisitos para el entorno de operación y almacenamiento:
Por lo general, se recomienda no operar la máquina herramienta a bajas temperaturas (por debajo de menos 5 grados Celsius). Si es necesario utilizarla, la máquina debe funcionar en vacío durante un tiempo. Si es necesario, puede instalarse un calentador de cilindro en el circuito. La temperatura requerida para el uso de la caja eléctrica no debe ser inferior a 5 grados Celsius. Si es inferior a 5 grados Celsius, la caja eléctrica debe permanecer en estado "encendido" para que los componentes eléctricos y los circuitos se mantengan en un entorno de temperatura normal. La temperatura máxima no debe superar los 50 grados Celsius. En condiciones normales de trabajo, la temperatura del aceite no debe superar los 70 grados Celsius. De lo contrario, debe instalarse un enfriador según la situación real, con un rango de temperatura relativa del 20% al 75%.
(3) Añada grasa lubricante a las partes móviles según la etiqueta de lubricación (por lo general, se instala un anillo de aceite o una boquilla de aceite en la parte de lubricación).
(4) Encienda la alimentación (no arranque primero el motor de la bomba de aceite) y compruebe si las válvulas hidráulicas y los componentes eléctricos relacionados funcionan correctamente de acuerdo con las distintas especificaciones del proceso y los métodos de operación correspondientes.
- Prueba de funcionamiento y operación de la máquina herramienta
(1) Prueba de marcha en vacío del carro
Después de encender la alimentación, arranque el motor de la bomba de aceite y compruebe si el sentido de giro es correcto. En caso contrario, intercambie dos de las líneas de alimentación: después de que el carro se desplace correctamente en modo jog, haga que el carro se mueva de forma continua dentro del rango de carrera especificado y, a continuación, utilice el pedal para una operación individual.
(2) Movimiento del tope trasero
a. En las máquinas herramienta convencionales, después de que el carro de la máquina se mueva según lo establecido, pulse los dos botones de la superficie de operación para controlar la parte delantera y trasera del tope trasero y asegúrese de que la visualización digital de la pantalla coincida con la dimensión real de plegado. Si existe una diferencia de desviación, puede ajustarse presionando el volante instalado delante de la mesa de trabajo para que la visualización digital coincida con el valor real (como el tornillo es un tornillo convencional, es necesario comprobar con frecuencia si la distancia real desde la barra de tope hasta el centro de la matriz coincide con la visualización digital).

b. Durante la prueba de carga, seleccione la abertura de la ranura en V según las instrucciones de operación y pliegue la chapa, aumentando la carga de menor a mayor hasta la carga completa.
4. Inspección antes del uso
Antes de usar la máquina, primero inyecte aceite hidráulico en el depósito y observe la marca de aceite. El aceite hidráulico debe ocupar más de cuatro quintas partes del espacio de la marca de aceite.
Llene todos los puntos de lubricación con la grasa o el aceite lubricante correspondientes; para más detalles, consulte la lubricación de la máquina.
Compruebe si la línea central de la matriz superior coincide simétricamente con el centro de la matriz inferior. Si no es así, consulte el ajuste de la máquina para más detalles.
Determine el espesor de la chapa de plegado y la abertura de la matriz inferior. Por lo general, se selecciona una abertura de la matriz inferior de ocho a diez veces el espesor de la chapa de plegado.

5. Uso de la máquina
Antes de usar la máquina, debe inyectarse aceite hidráulico y lubricarse cada punto de lubricación. El aceite hidráulico debe sustituirse cada seis meses o un año, según el uso específico. Al utilizar la máquina, primero debe comprobarse su movimiento en modo jog y, después, realizar movimientos individuales y continuos. Cuando se verifique que todas las partes de la máquina funcionan con normalidad, pueden realizarse las siguientes operaciones:
(1) Calcule o consulte la tabla para confirmar la tonelada de plegado y el tamaño de abertura de la matriz inferior.
(2) Alinee la posición central de las matrices superior e inferior.
(3) Determine la posición del tope delantero (trasero).
(4) Ajuste el módulo de carrera para calibrar y determinar el límite superior y la posición de cambio de velocidad rápida y lenta.
(5) Determine la especificación de acción. (Generalmente, jog y simple).
(6) Pruebe la presión de la pieza, ajuste la posición del punto muerto inferior y el bloque de cuña de la matriz superior para que el ángulo de plegado cumpla los requisitos de precisión.
Contáctenos
