- tel:+86-13222111178
- email:info@ntjugao.com






Conocimientos básicos de los moldes de plegado
Conocimientos básicos de los moldes de plegado

1.Punzón superior de plegado
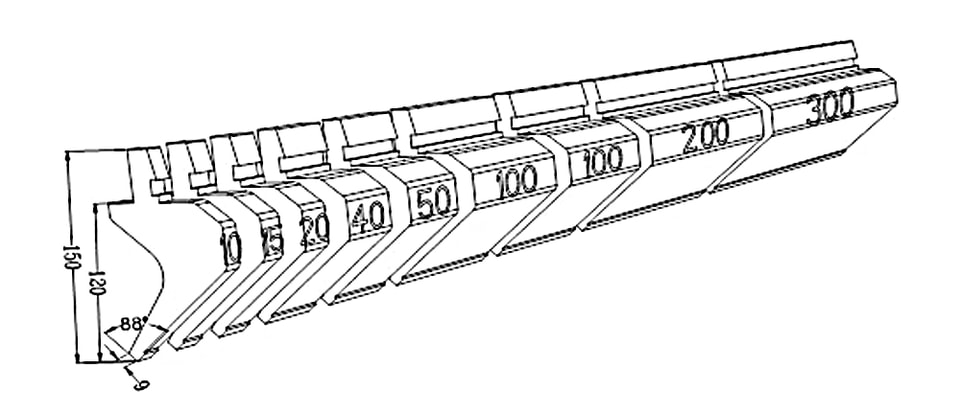
El punzón superior también se denomina cuchilla de plegado. Se divide en dos tipos: integral y segmentado. La longitud del punzón superior integral es de 415 mm y 835 mm. La longitud del tipo segmentado es de 10, 15, 20, 40, 50, 100 (oreja izquierda), 100 (oreja derecha), 200, 300 (mm); el punzón segmentado puede combinarse en distintas longitudes de plegado.
El punzón superior se divide en cuatro tipos: cuchilla recta, cuchilla curva, cuchilla de arco y cuchilla especial.
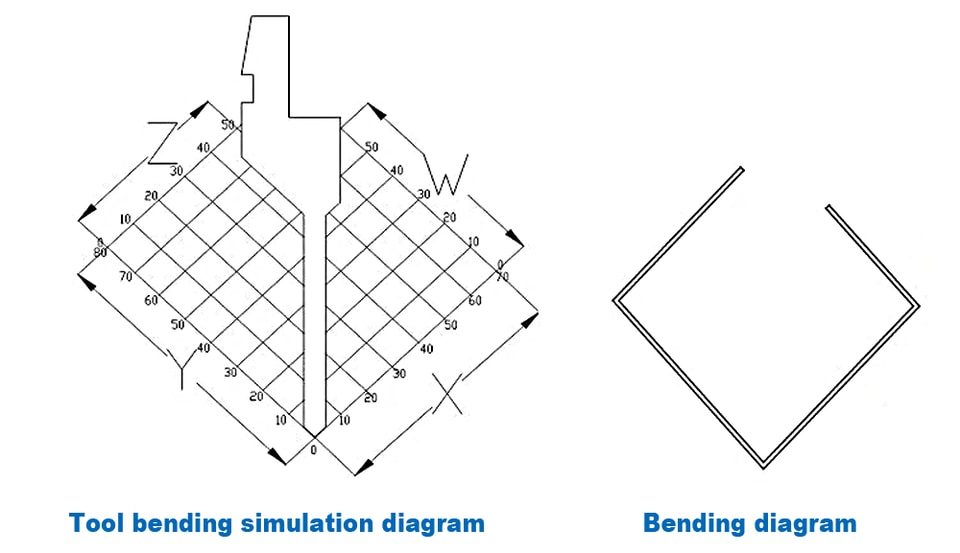
(1) Tipos y características de procesamiento de las cuchillas rectas
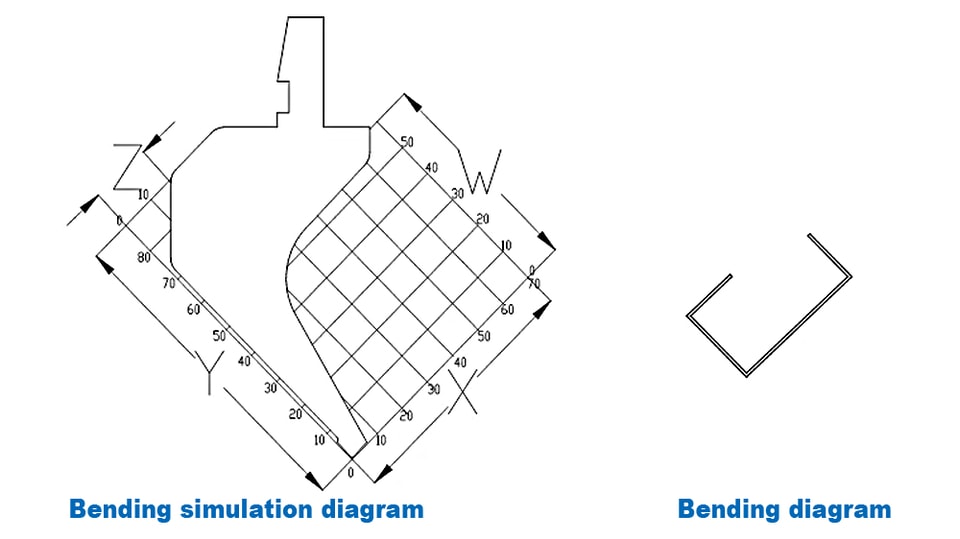
Adecuado para plegar productos simétricos, se pueden evitar las direcciones delantera y trasera, el espesor de la herramienta es de 6 mm, por lo que la abertura de plegado puede ser tan pequeña como 6 mm.
A partir del diagrama de simulación de plegado de la herramienta, puede verse que se pueden evitar las direcciones delantera y trasera, pero la longitud de Z y W es menor que la longitud de X y Y. El ángulo de la punta de esta herramienta es de 88 grados y el radio R de la punta es 0,2. Además, son habituales las herramientas con ángulos de punta de 30 grados y 45 grados.
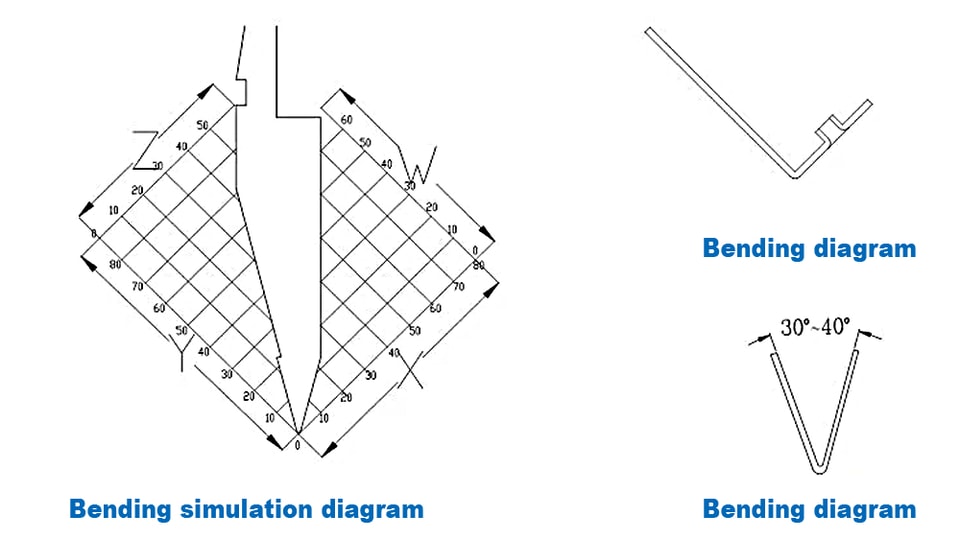
El ángulo de la punta es de 30 grados y el radio R de la punta es 0,67, por lo que el ángulo de plegado puede ser de 30 a 180 grados. El pequeño ángulo de la punta de la herramienta puede utilizarse para evitar el agujero del brote o la tuerca, etc. También puede emplearse como matriz de inserción profunda, y la herramienta puede evitar la parte delantera y trasera.
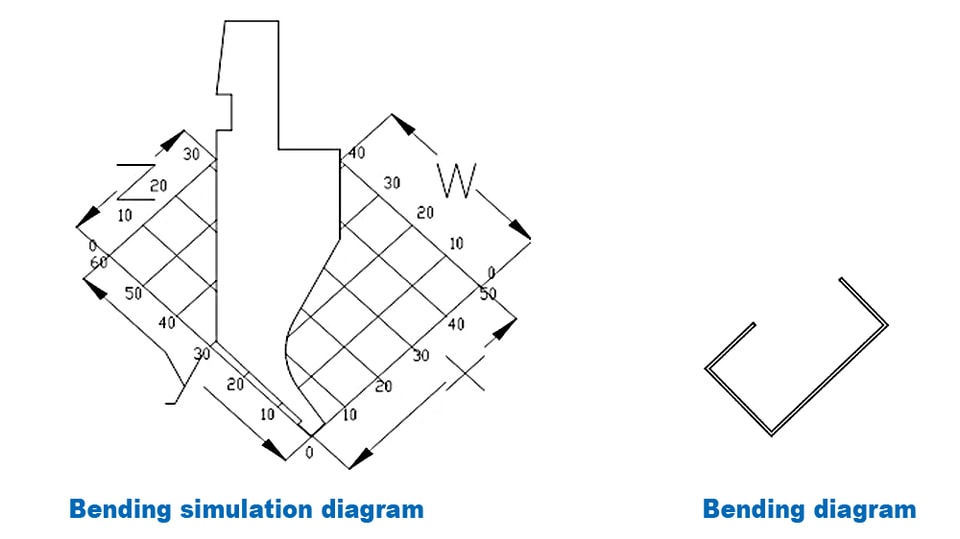
(2) Tipos y características de procesamiento de las cuchillas curvas
Durante el proceso de plegado, la herramienta utiliza principalmente la evitación en la dirección W. Cuando X>15MM, el efecto de evitación empeora cada vez más. Cuando Y>30, se cumple la condición de plegado; de lo contrario, golpeará la parte trasera de la cuchilla. Este tipo de herramienta se conoce comúnmente como cuchilla curva pequeña.
Durante el proceso de plegado, la herramienta utiliza principalmente la evitación en la dirección W. Cuando X>25MM, el efecto de evitación empeora cada vez más. Cuando Y>75, se cumple la condición de plegado; de lo contrario, golpeará la parte trasera de la cuchilla. Este tipo de herramienta se conoce comúnmente como cuchilla curva grande.
(3) Tipos y características de procesamiento de los cortadores de arco
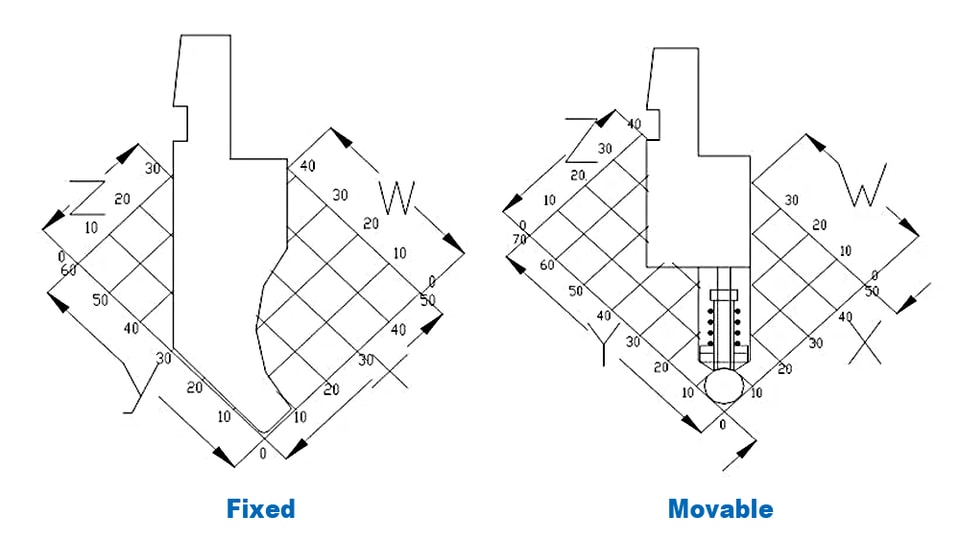
Los cortadores de arco se dividen en tipos fijos y móviles. Los cortadores de arco satisfacen diferentes condiciones de procesamiento de plegado por arco mediante la sustitución de barras redondas. Cuando la dimensión X de un cortador de arco fijo es >10MM, su efecto de evitación es el mismo que el de un cortador curvo pequeño. El estándar general de selección para la ranura en V de la matriz inferior es el diámetro del arco más dos espesores de chapa.
(4) Tipos y características de procesamiento de las herramientas especiales
Las herramientas especiales de la plegadora incluyen matrices de escalón, matrices de aplastado y algunos punzones superiores de plegado con formas especiales.
a: Las matrices de escalón existentes se dividen en dos tipos: 415 mm y 835 mm. Las especificaciones de tamaño de la forma segmentada son coherentes con las especificaciones de la segmentación de la herramienta. La forma de plegado de las especificaciones del dibujo de conformado se forma. Sin embargo, cuando el espesor de la chapa es mayor, como T=2.0, teniendo en cuenta la fuerte marca de indentación y las limitaciones del propio molde, será difícil de formar.

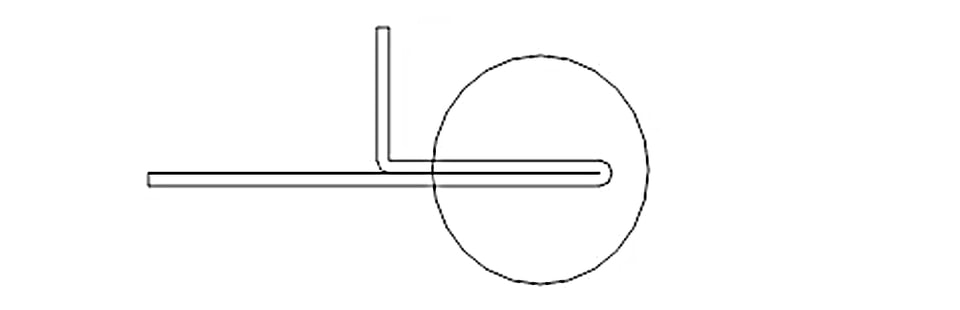
b: El punzón superior de la matriz de aplastado es una matriz plana, y la matriz inferior puede sustituirse por una matriz inferior de plegado ordinaria, pero evitando la ranura en V. Se utiliza principalmente para métodos de procesamiento como el aplastado de bordes muertos y el remachado de tuercas.
2. Matriz inferior de plegado
La matriz inferior de la plegadora incluye matriz inferior de plegado, matriz inferior de inserción, matriz inferior de aplastado, etc.
(1) Matriz inferior de plegado
La selección de la matriz inferior de plegado de la plegadora se basa principalmente en el espesor de la chapa del producto procesado. En la actualidad, el estándar de selección de matriz inferior de Yixin Company es 6T, que se utiliza como estándar para las operaciones in situ salvo circunstancias especiales. Cuando, debido a las limitaciones de procesamiento, se requiere el mecanizado de ranura V grande o V pequeña, es necesario ajustar en consecuencia el coeficiente de plegado.
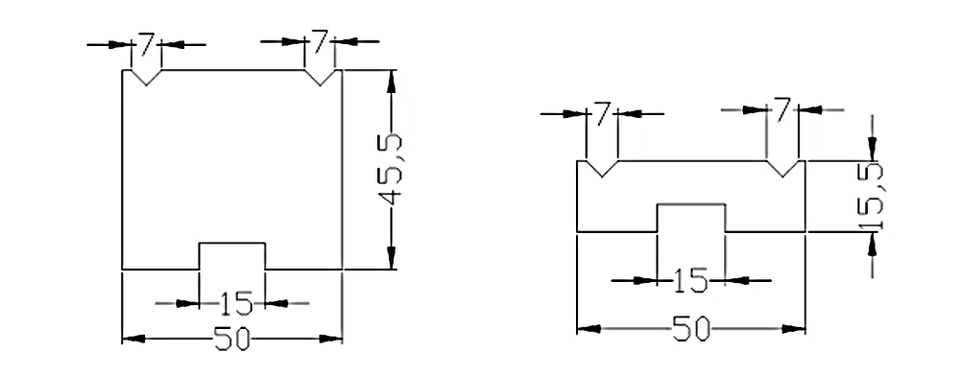
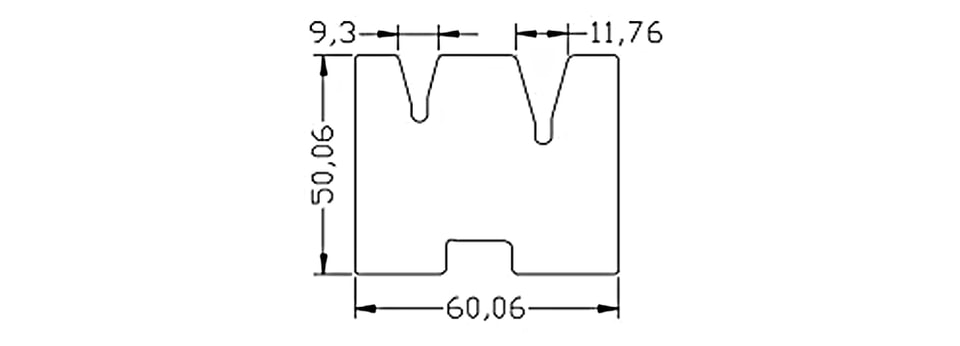
Análisis del molde: la figura muestra un tipo de matriz inferior. Los tipos de ranuras en V incluyen principalmente 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V y algunas herramientas especiales de plegado de ranura en V grande. Este tipo de matriz inferior de plegado se divide principalmente en 46 de altura y 26 de altura según la altura.
(2) Matriz inferior de inserción profunda
Análisis del molde: la figura muestra una de las matrices inferiores de inserción profunda. Los tipos de ranuras en V incluyen principalmente 4V, 6V, 8V, 12 y algunas matrices inferiores especiales de inserción profunda. Es adecuada para plegar e insertar cualquier ángulo entre 30 y 180 grados.
Contáctenos
