- tel:+86-13222111178
- email:info@ntjugao.com






Fundamentos de las formas de plegado
Fundamentos de las formas de plegado

1. Procesado de plegado en L
La forma básica del plegado; el ángulo de plegado está entre 30 y 180 grados.
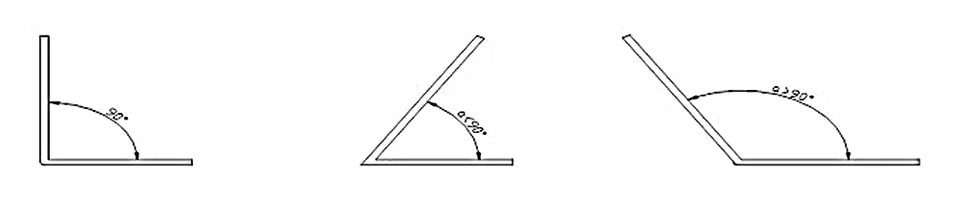
Al plegar ángulos agudos, es necesario seleccionar un molde inferior profundo y un molde superior agudo. Al plegar 90 grados o ángulos obtusos, se puede elegir cualquier molde para el procesado.
- Principio de posicionamiento del procesado de plegado en L: a: El principio de posicionamiento consiste en usar dos topes traseros (dos puntos) y posicionar según la forma de la pieza. b: Al posicionar un tope trasero, preste atención a la desviación y exija que esté en la misma línea central que el tamaño de plegado de la pieza. c: Al plegar pequeñas curvas, el posicionamiento inverso es lo mejor. d: Es mejor posicionarlo en la parte media e inferior del tope trasero (el tope trasero no se inclina fácilmente al posicionarlo). e: El lado de posicionamiento está más cerca del tope trasero. f: Es mejor posicionarlo en el lado largo. g: Use un útil como posicionamiento auxiliar (posicionamiento y plegado de lados biselados e irregulares).
(2) Precauciones para el plegado interno en L
a: Al plegar con el molde en su sitio, el tope trasero debe retraerse para evitar que la pieza se deforme durante el proceso de plegado;
b: Al plegar internamente una pieza grande, esta presenta un gran tamaño y una pequeña zona de plegado, lo que dificulta que la herramienta y la zona de plegado coincidan, provocando dificultades para posicionar la pieza plegada o daños en la pieza plegada.
(3) Precauciones para el plegado exterior en L
a: Al plegar una pieza de pequeño tamaño, compruebe si la matriz superior y el tope trasero interfieren entre sí;
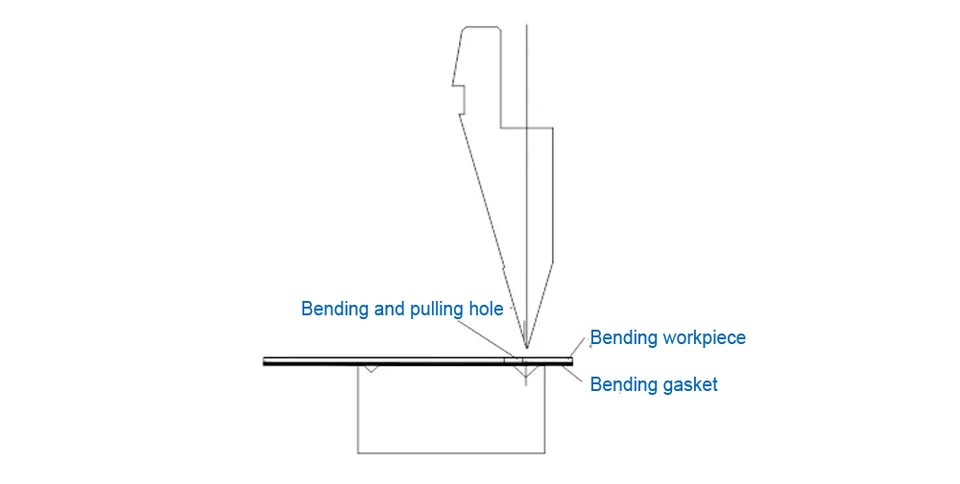
b: Cuando el orificio esté cerca de la línea de plegado o el tamaño del borde de plegado sea inferior a la mitad de la ranura en V, preste atención al arrastre del plegado.
(4) Métodos especiales de plegado para el plegado en L
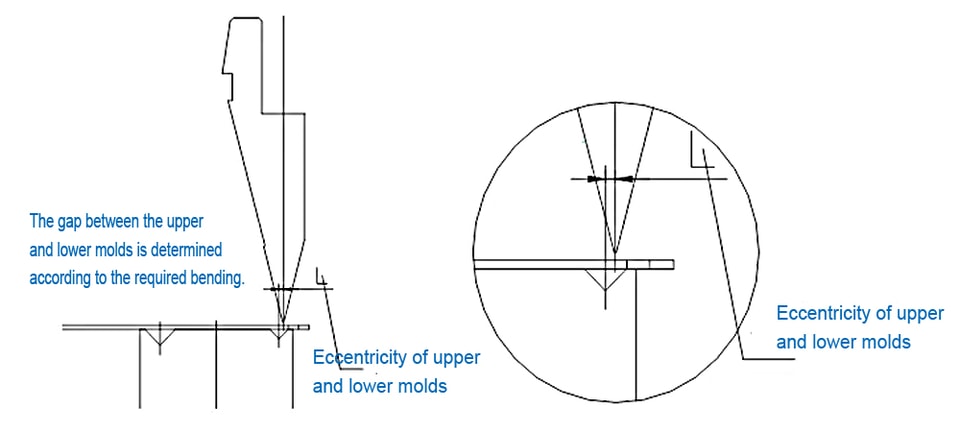
a: Método de plegado excéntrico
El plegado excéntrico presenta diferencias entre la instalación positiva y negativa de la matriz inferior. Durante el proceso, la diferencia se ajusta en función de si el arrastre se produce en el interior o en el exterior de la línea de plegado. Además, el plegado excéntrico es un método de procesamiento especial con ciertos riesgos. No se utiliza salvo en circunstancias especiales.
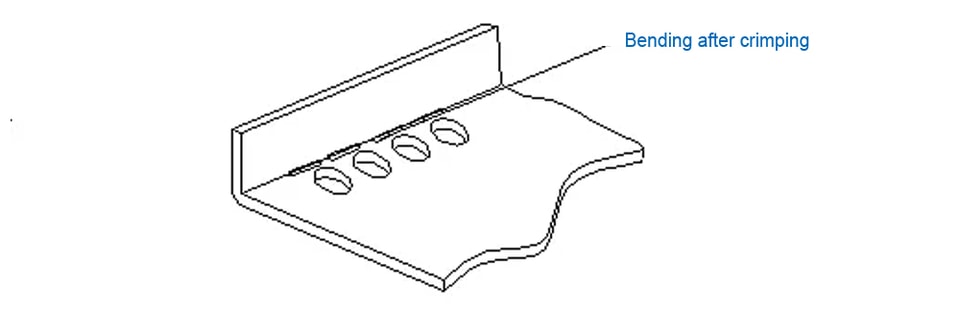
b: Plegado después del remachado
Dado que el plegado excéntrico tiene un efecto de cizallamiento, no es adecuado para algunos productos con altos requisitos de acabado superficial. El momento del plegado por remachado es el mismo que el del plegado excéntrico. Antes de plegar, puede utilizar una herramienta de 88 grados o una matriz especial de remachado para remachar la línea de plegado y, a continuación, usar una matriz normal para plegar.
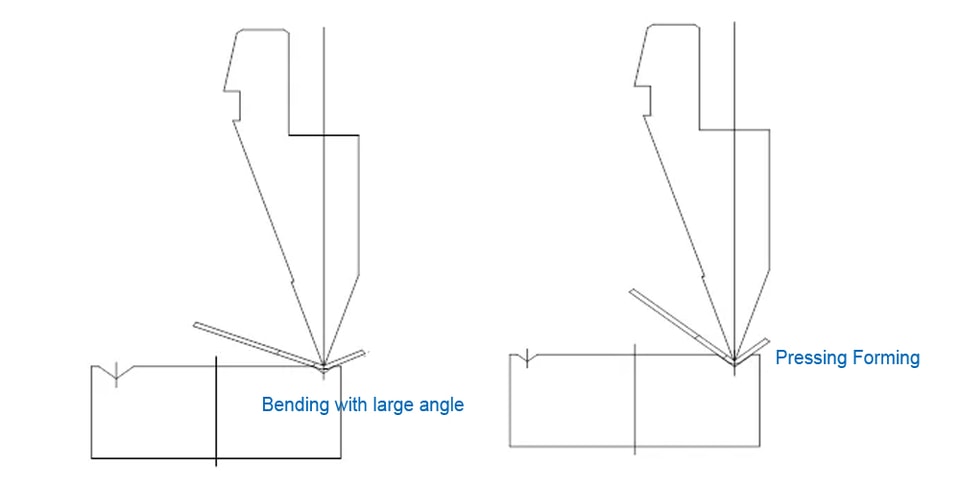
c: Plegado en V pequeña con gran ángulo y gran prensado en V
Primero doble con una ranura en V pequeña hasta un ángulo grande y luego doble con una matriz normal. Este método de procesamiento puede evitar el pequeño tamaño desplegado que se produce al doblar directamente una ranura en V pequeña.
d: Plegado con junta y material
Este método de procesamiento es más adecuado para productos con requisitos estrictos en cuanto al aspecto de la pieza. Además, por motivos de coste, suele limitarse al procesamiento de muestras.
Los cuatro métodos de procesamiento anteriores también pueden utilizarse en combinación, y el resultado de conformado será más ideal.
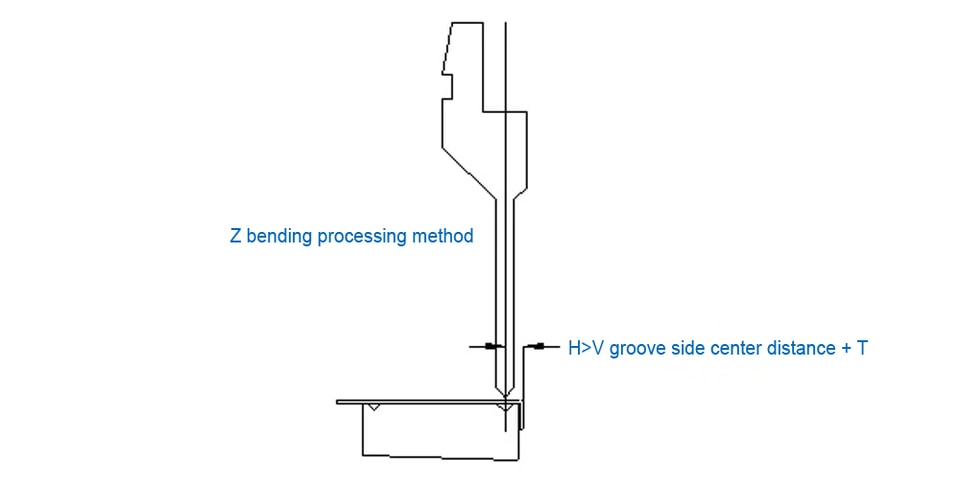
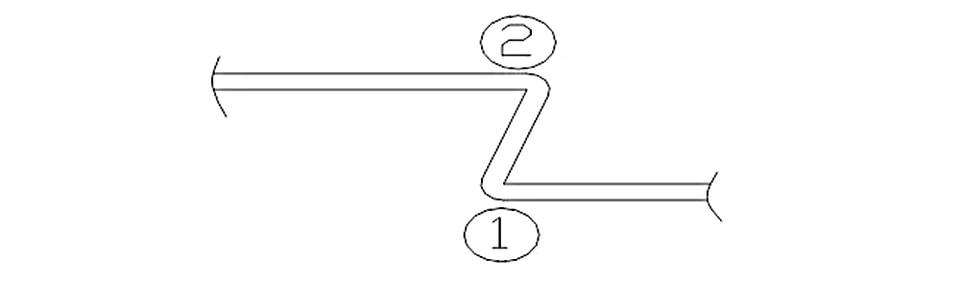
2. Procesamiento de plegado en Z
Cualquier plegado formado por uno inverso y uno positivo es un plegado en Z.
El rango de procesamiento del plegado estándar: altura del plegado en Z > distancia del centro lateral de la ranura en V más T.
El tamaño mínimo de procesamiento está limitado por el molde utilizado en el proceso, y el tamaño máximo de procesamiento lo determina la forma de la máquina de procesamiento.
(1) Pasos del procesamiento en Z
a: Primero procese el plegado en L según el método de procesamiento del plegado en L;
b: Procese el plegado en Z con el posicionamiento del plegado en L; (o procese el plegado en Z con el otro lado del plegado en L.)
(2) Principio de posicionamiento del plegado en Z en el procesamiento en Z
a: Premisa de posicionamiento, posicionamiento cómodo, buena estabilidad;
b: Por lo general, el posicionamiento es el mismo que en el plegado en L;
c: Se requiere que la pieza y la matriz inferior queden a ras durante el proceso de posicionamiento secundario;
(3) Precauciones para el procesamiento en Z
a: El ángulo de procesamiento del plegado en L debe estar bien ajustado; por lo general, se requieren entre 89,5° y 90°;
b: El tope trasero debe colocarse con retroceso para evitar la deformación de la pieza.
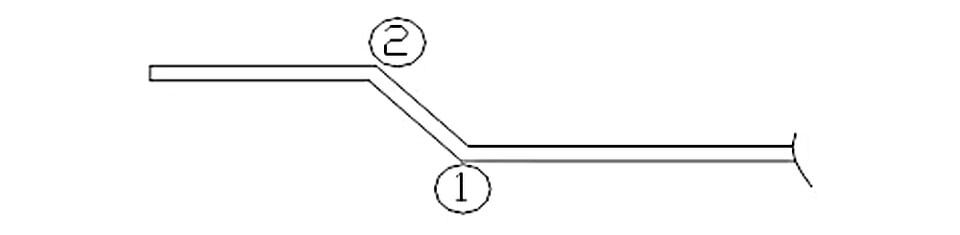
(4) Método general de procesamiento en Z
a: El orden de procesamiento debe considerarse según la figura inferior; primero doble 1 y luego doble 2;
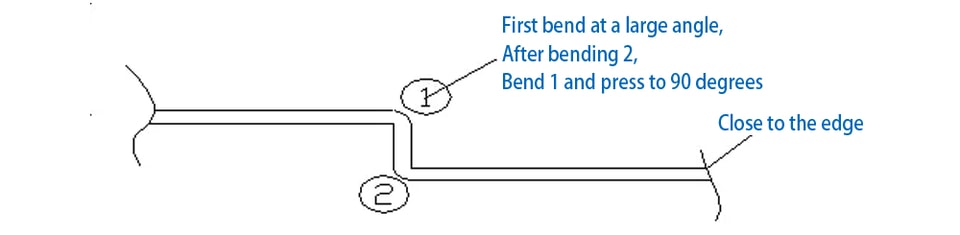
b: Otro tipo consiste en doblar primero la L y luego procesar el plegado en Z; confirme si el procesamiento del plegado en Z interfiere con la máquina;
Si hay interferencia, primero doble 1 a un ángulo grande, luego doble 2 y después presione 1;
Si no hay interferencia, siga el método general de procesamiento del plegado en Z: primero doble 1 y luego doble 2;
c: Dos plegados en Z de ángulo agudo: primero doble hasta 90 grados, luego inserte 2 y luego inserte 1;
(5) Métodos especiales de procesamiento para el plegado en Z:
a: Procesamiento excéntrico de la matriz inferior;
b: Procesamiento con una ranura en V pequeña;
c: Doble primero a gran ángulo y luego presione;
d: Utilice una matriz inferior de rectificado;
(6) Otros métodos de procesamiento para el plegado en Z:
a: Procesamiento con matriz escalonada:
b: Procesamiento con una matriz sencilla:
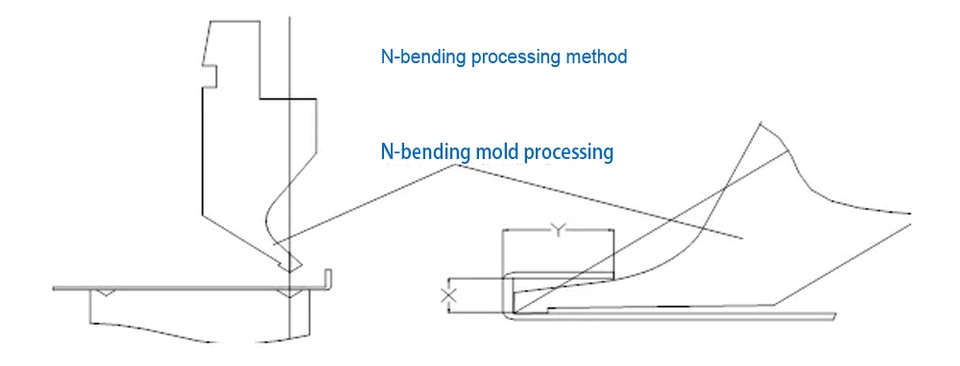
3. Procesamiento de plegado en N
El procesamiento continuo dos veces sobre la misma superficie de trabajo se denomina procesamiento en N.
(1) Precauciones generales de procesamiento para el plegado en N:
a: El ángulo de procesamiento del primer pliegue debe ser menor o igual a 90 grados;
b: Al procesar el segundo pliegue, la cota final debe tomar la superficie de procesamiento como superficie de referencia.
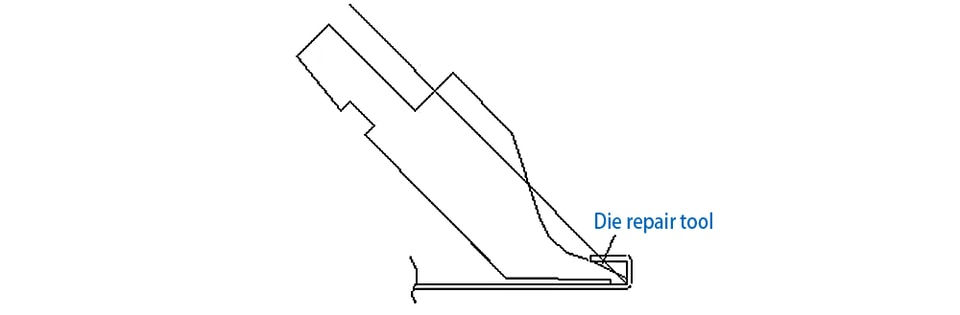
(2) Métodos especiales de procesamiento para el plegado en N:
a: Cuando la dimensión Y del plegado en N interfiere ligeramente con el punzón superior ==> Después de plegar el plegado en N, utilice una matriz de aplanado para dar forma;
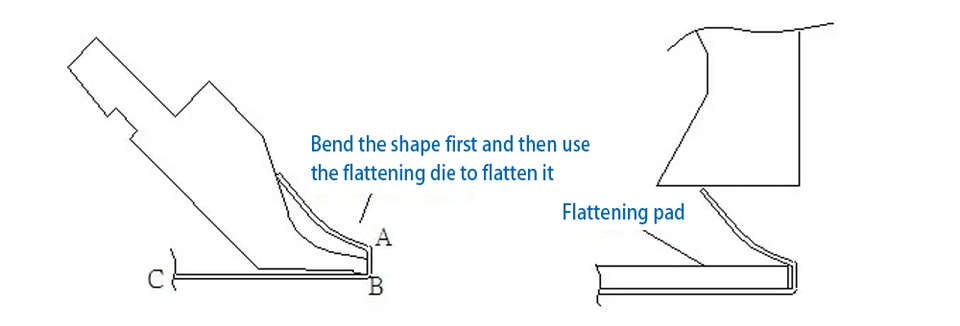
b: Cuando la dimensión Y del plegado en N interfiere mucho con el punzón superior ==> Después de plegar A, pliéguelo hasta el punto de interferencia, doble el plegado B con C como soporte y luego utilice (matriz de aplanado + calzas) para dar forma;
c: Procese con una herramienta de reparación de matriz;
4. Procesamiento de arcos
El procesamiento de arcos se divide en dos tipos: uso de una matriz de plegado para cortar un círculo y uso de una cuchilla de arco. La cuchilla de arco se divide en dos tipos: tipo fijo y tipo varilla redonda.
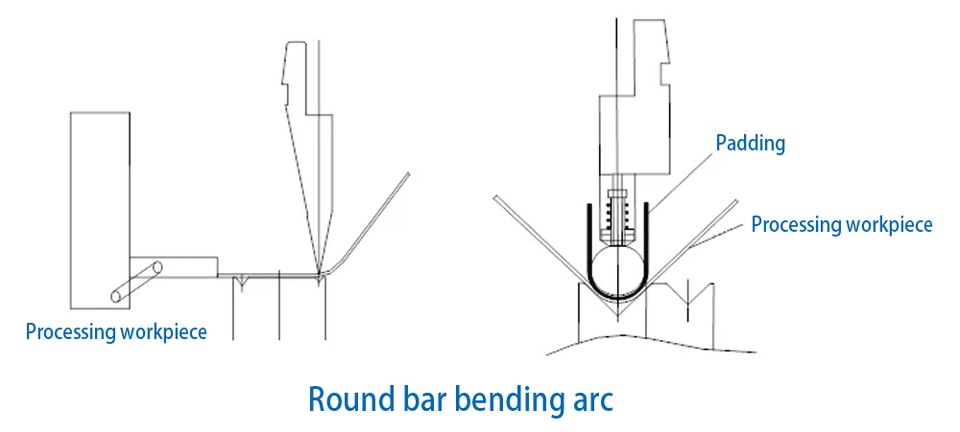
Precauciones de procesamiento:
a: Al usar una matriz inferior de 90 grados para el procesamiento, es posible que el procesamiento no quede completamente realizado, por lo que es necesario empujarlo manualmente o elegir una matriz inferior de 88 grados si las condiciones lo permiten;
b: Utilice más calibres de inspección para garantizar la dimensión exterior de la pieza;
c: Al procesar un arco de 90 grados, elija 2 (R+T) para la matriz inferior.
Contáctenos
