- tel:+86-13222111178
- email:info@ntjugao.com






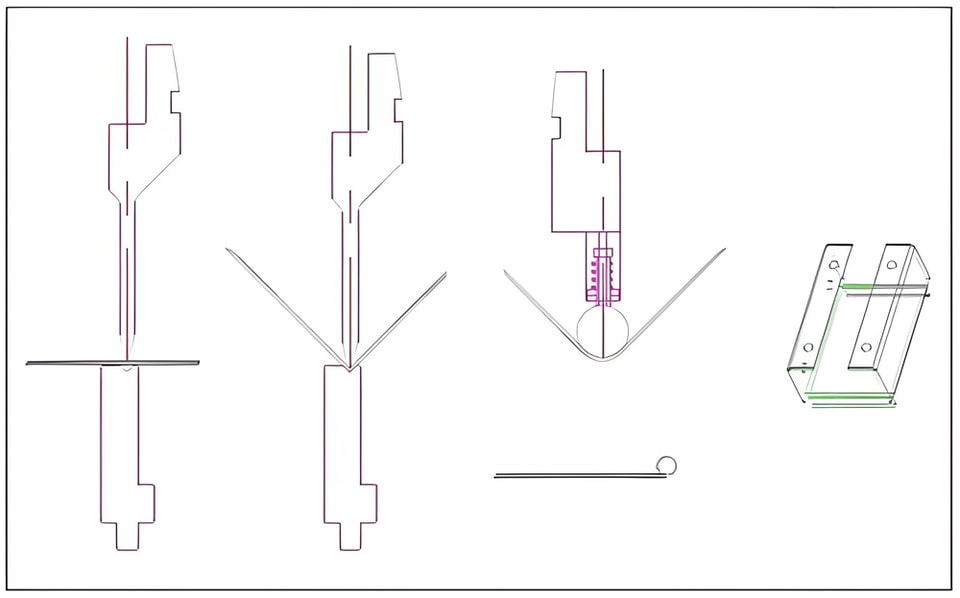
Dimensiones de tolerancia de plegado y requisitos de proceso
Dimensiones de tolerancia de plegado y requisitos de proceso

1. Rango de tolerancia dimensional (sin requisitos de tolerancia dimensional)
Dimensión | Rango de tolerancia | Dimensión | Rango de tolerancia |
0-500 mm | ±0,3 mm | 500-1200 mm | +≤0,6 mm |
1200-1800 mm | +≤0,8 mm | 1800 mm y superior | +<1,0 mm |
Si en el proceso existen requisitos claros sobre el rango de tolerancia, siga los requisitos del proceso.
| |||
2. Rango de tolerancia del ángulo de plegado: ±<30'
3. Herramientas de medición: calibre Vernier, profundímetro, escuadra, transportador de ángulos, cinta métrica, etc.
4. Factores que afectan el tamaño y el ángulo de plegado
A. Los diferentes centros de los moldes superior e inferior provocarán desviaciones en el tamaño de plegado, por lo que se debe garantizar que la herramienta esté correctamente colocada.
B. Después de que el tope trasero se desplace a izquierda y derecha, la distancia relativa con la parte inferior cambia. Puede utilizar un calibre Vernier para medir y luego ajustar finamente el tornillo del tope trasero.
utilice un calibre para medir y luego ajustar con precisión el tornillo del tope trasero.
C. Al plegar, la pieza no está lo suficientemente paralela con el molde inferior, y rebota después de que el molde superior se presiona hacia abajo, lo que afecta el tamaño del plegado.
D. Cuando el primer ángulo de plegado no es suficiente, se verá afectado el tamaño del segundo plegado.
E. El error acumulativo de plegado provocará un mayor error en las dimensiones exteriores de la pieza. Por lo tanto, es especialmente importante garantizar la precisión del plegado de un solo lado.
F. Las propiedades y el espesor del material afectarán el ángulo de plegado, por lo que cada pieza debe inspeccionarse y muestrearse aleatoriamente cuando se pliegue.
G. La longitud y el espesor de la pieza son diferentes, y la presión requerida también es distinta. La longitud y el espesor de la placa son proporcionales a la presión. Por lo tanto, la presión de plegado debe reajustarse cuando cambian la longitud y el espesor de la pieza.
H. El tamaño de la ranura en V del molde inferior es inversamente proporcional a la presión de plegado. Cuando la longitud y el espesor de la placa son constantes, cuanto mayor es la ranura en V, menor es la presión requerida. Por lo tanto, al procesar piezas de diferentes espesores, debe utilizarse el tamaño correcto de la ranura en V del molde inferior según lo requerido. En esta etapa, nuestra empresa establece lo siguiente, y nadie está autorizado a modificarlo arbitrariamente.
Espesor | Utilice el tamaño de ranura en V | Espesor | Utilice el tamaño de ranura en V |
t1.2 | V7 | t2.0 | +≤0,6 mm |
t1.5 | V12 |
| V12 |
I. En un extremo de la plegadora, es decir, cuando se mecaniza con carga unilateral, la presión de plegado se verá afectada, y además causa daños a la máquina herramienta, lo cual está claramente prohibido. Al acoplar el molde, la parte central de la máquina herramienta debe estar siempre sometida a esfuerzo.
J. La deformación, el daño, el desgaste y otros fenómenos del molde afectarán todos los aspectos del plegado y conformado. Una vez detectados, deben notificarse y corregirse a tiempo.

Contáctenos
