- tel:+86-13222111178
- email:info@ntjugao.com






Tutorial de configuración de herramientas y adición de moldes en DELEM DA53T
Tutorial de configuración de herramientas y adición de moldes en DELEM DA53T

En la industria de las plegadoras, una configuración y gestión eficientes de las herramientas son fundamentales para garantizar operaciones de plegado precisas y de alta calidad. El sistema de control DELEM DA53T, ampliamente utilizado por su funcionalidad avanzada y su diseño intuitivo, permite a los operarios añadir nuevas herramientas fácilmente, optimizando la configuración de utillaje de la máquina. Esta guía le mostrará paso a paso cómo añadir nuevos punzones y matrices inferiores al DELEM DA53T, ayudándole a configurar sin problemas el utillaje de su plegadora y garantizando un proceso fluido y eficiente.
Por qué es importante la configuración del utillaje
La configuración del utillaje es fundamental para el funcionamiento de la plegadora. Una configuración correcta de las herramientas garantiza un plegado preciso y consistente, lo cual es crucial tanto para la calidad del producto como para la eficiencia de producción. Dominar cómo añadir nuevas herramientas al controlador DELEM DA53T no solo optimiza los procesos de producción, sino que también permite responder con flexibilidad a las diversas necesidades de los clientes.
Esta guía detallará cómo añadir punzones y matrices inferiores al sistema DELEM DA53T. Siga atentamente los pasos para evitar errores y garantizar una configuración de herramientas correcta y fiable.
Parte 1: Añadir nuevos punzones (matrices superiores)
El primer paso en la configuración del utillaje es añadir los punzones, o matrices superiores, al controlador DELEM DA53T. Siga los pasos siguientes para configurar los punzones.
l Haga clic en la máquina
Comience el proceso seleccionando la máquina específica con la que desea trabajar en la interfaz DELEM DA53T. Este paso inicial es crucial, ya que garantiza que los ajustes y configuraciones que aplique se adapten a las capacidades y especificaciones de la máquina elegida. Navegue por la interfaz utilizando los controles de pantalla táctil, diseñados para un manejo sencillo e intuitivo. Una vez que haya identificado el modelo correcto de la máquina, confirme su selección para continuar. Esta atención cuidadosa al detalle no solo facilita un proceso de configuración más fluido, sino que también mejora la eficiencia y la precisión generales de las operaciones de plegado que llevará a cabo.
l Añadir los punzones
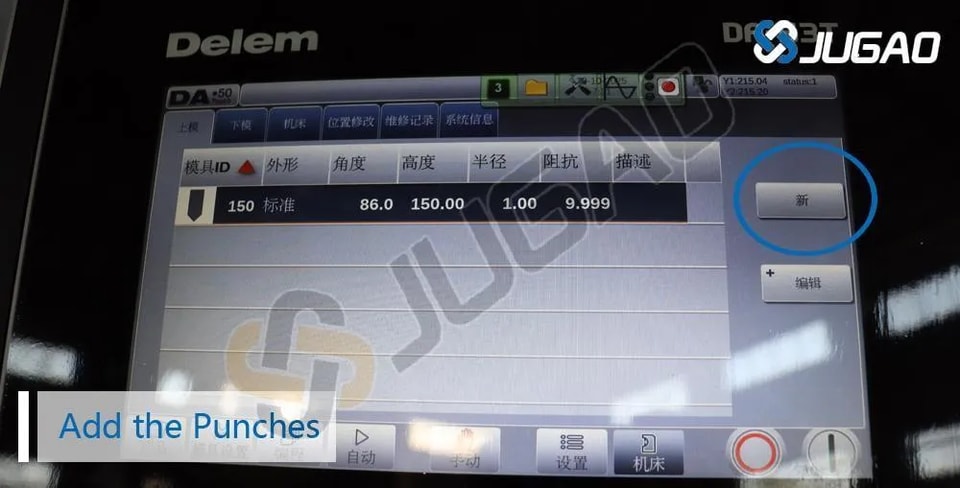
En el panel de control, navegue hasta la sección “Punzones” para iniciar el proceso de añadir un nuevo punzón. Esta sección está diseñada específicamente para gestionar los distintos punzones disponibles para sus operaciones de plegado. Una vez dentro de la sección de punzones, haga clic en la opción “Añadir punzón” para comenzar. Esto le guiará por los pasos necesarios para incorporar un nuevo punzón al sistema. A continuación, haga clic en el botón “Nuevo” para crear un nuevo registro de punzón. Esta acción abre un formulario en el que podrá introducir datos esenciales como las dimensiones, el tipo de material y las especificaciones, garantizando que el nuevo punzón quede correctamente configurado según sus necesidades.
l Introduzca el ID del nuevo punzón
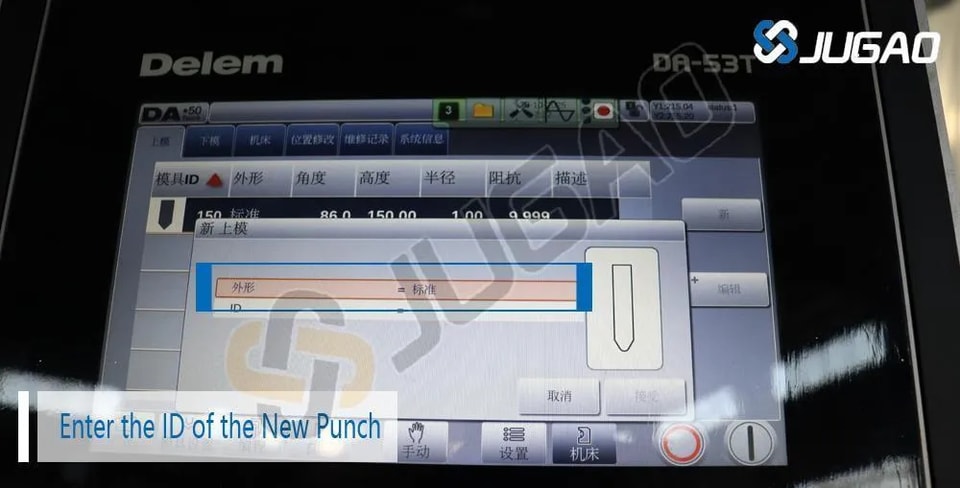
Introduzca en el campo designado el ID o nombre único del nuevo punzón. Este identificador es esencial, ya que debe corresponder directamente al molde punzón físico que va a instalar en la prensa plegadora. Un ID bien elegido ayuda a mantener el orden y garantiza que los operarios puedan reconocer y recuperar fácilmente el punzón correcto durante la preparación y la operación. Se recomienda utilizar una convención de nombres que refleje las características clave del punzón, como su tamaño o función, para facilitar una identificación rápida. Esta atención al detalle no solo mejora la eficiencia del flujo de trabajo, sino que también minimiza el riesgo de errores durante el proceso de plegado.
l Medir la altura del punzón
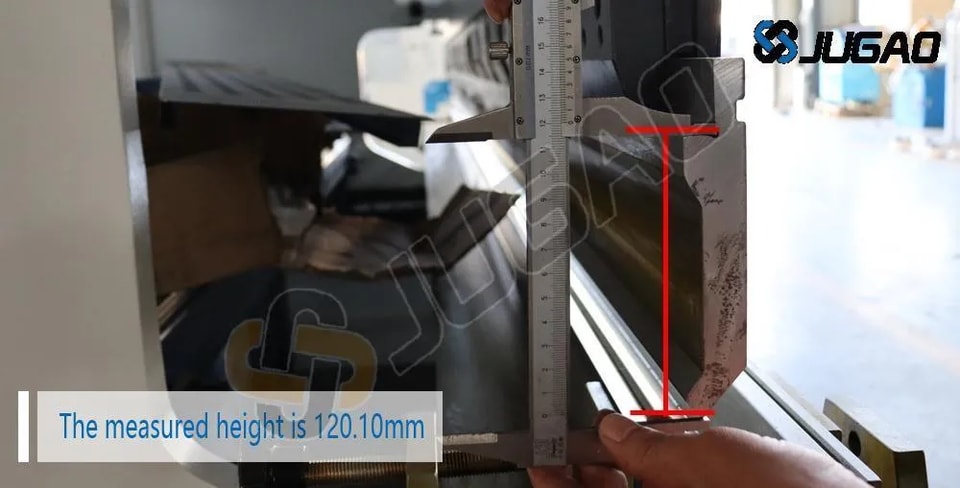
Mida con cuidado la altura del nuevo punzón para asegurarse de que encaje correctamente en su máquina. Las mediciones precisas son fundamentales para lograr un rendimiento óptimo y evitar cualquier problema operativo. En este ejemplo, la altura medida del punzón es de 120,10 mm. Esta dimensión exacta es crucial, ya que incluso pequeñas discrepancias pueden afectar la alineación y la funcionalidad del punzón dentro de la prensa plegadora. Después de medir, vuelva a comprobar la altura para confirmar su exactitud antes de proceder con la instalación. Un punzón que encaje correctamente no solo mejora la calidad del proceso de plegado, sino que también contribuye a la seguridad general y a la eficiencia del funcionamiento de la máquina.
l Introducir la altura del punzón
Introduzca en el sistema DELEM DA53T la altura del punzón de 120,10 mm para asegurarse de que la máquina reconozca con precisión las especificaciones del nuevo punzón. Este paso es crucial, ya que permite que el sistema ajuste sus parámetros en consecuencia, optimizando las operaciones de plegado para adaptarse a las dimensiones específicas del punzón. Vaya al campo correspondiente dentro de la sección de punzones de la interfaz e introduzca la medida con precisión. Después de introducir la altura, verifique que los datos sean correctos para evitar posibles problemas durante el funcionamiento. Esta atención al detalle ayuda a mantener la integridad del proceso de plegado y mejora la productividad general.

l Introducir el ángulo de la ranura
El ángulo de la ranura del punzón es un factor crítico en el proceso de plegado, ya que influye directamente en la calidad y la precisión de los pliegues obtenidos. Para este paso en particular, el ángulo de la ranura se establece en 85 grados. Introducir este valor con exactitud en el sistema DELEM DA53T es esencial para garantizar que la máquina funcione dentro de los parámetros especificados. Para ello, vaya al campo designado para el ángulo de la ranura del punzón e introduzca el valor de 85 grados. Revise dos veces la entrada para confirmar que sea correcta, ya que incluso pequeños errores pueden provocar desalineaciones y afectar el resultado general de la operación de plegado.

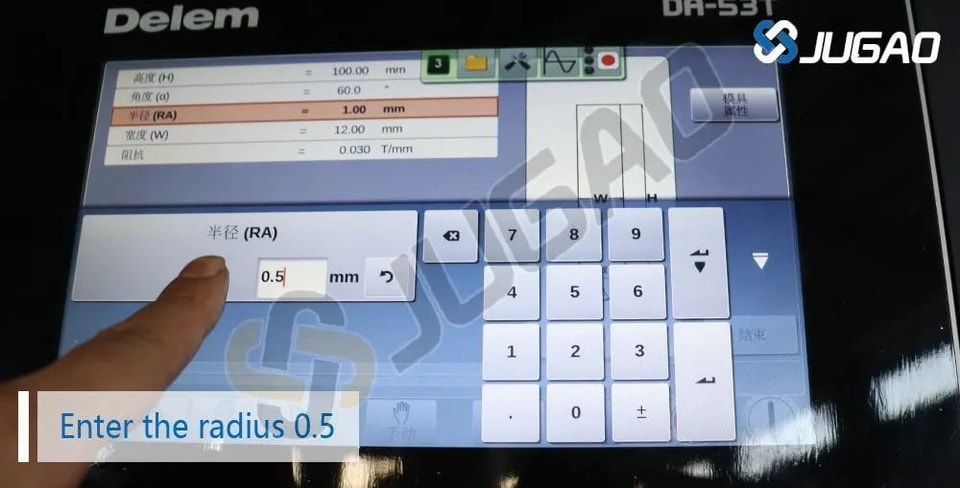
l Introducir el valor del radio
Los punzones suelen contar con un radio, que es esencial para definir el perfil de plegado y garantizar la curvatura deseada en el material. Este radio desempeña un papel importante en la determinación de la forma final del pliegue, afectando tanto a la estética como a la funcionalidad. En este punzón concreto, el radio medido es de 0,5 mm. Este radio relativamente pequeño permite un plegado preciso y minimiza el riesgo de deformación del material. Es importante registrar este radio con exactitud en el sistema, ya que garantiza que la máquina pueda ejecutar correctamente el proceso de plegado y producir resultados de alta calidad que cumplan con los requisitos de diseño especificados.
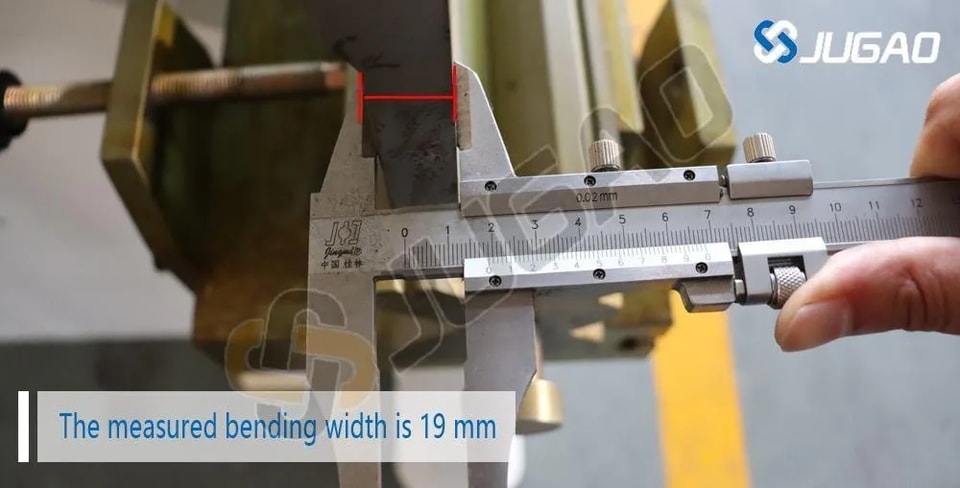
l Medir el ancho del punzón
A continuación, proceda a medir el ancho del punzón, ya que esta dimensión es crucial para su compatibilidad con la prensa plegadora y con la aplicación de plegado específica. En este ejemplo, el ancho del punzón se registra en 26,07 mm. Esta medida es importante porque afecta directamente a la capacidad de plegado del material y al rendimiento general del punzón durante las operaciones. Al medir, asegúrese de que el ancho se tome con precisión y de forma consistente, utilizando las herramientas adecuadas para evitar cualquier discrepancia. Una vez confirmado el ancho, es fundamental introducir este valor en el sistema, ya que ayudará a mantener un control preciso del proceso de plegado y garantizará resultados óptimos.
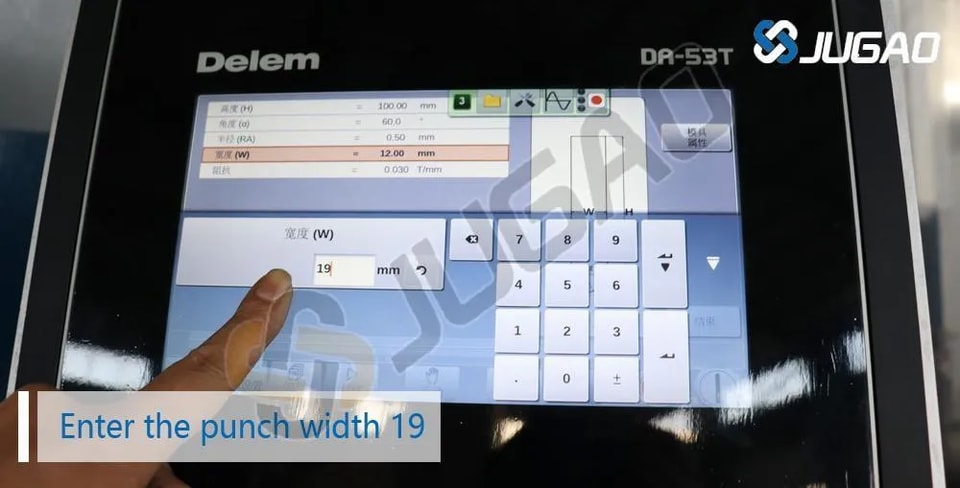
l Introducir el ancho del punzón
Introduzca en el controlador DELEM DA53T el ancho del punzón, que es de 26,07 mm, para asegurarse de que la máquina reconozca esta dimensión crítica. Este paso es esencial para mantener la precisión y la eficiencia del proceso de plegado. Comience accediendo a la sección adecuada de la interfaz del controlador destinada a las especificaciones del punzón. Introduzca cuidadosamente la medida del ancho, asegurándose de hacerlo correctamente para evitar errores operativos. Después de introducir el valor, compruébelo nuevamente para confirmar su exactitud, ya que incluso pequeños errores pueden provocar problemas importantes durante las operaciones de plegado. Registrar correctamente el ancho del punzón ayudará a mejorar el rendimiento general y la fiabilidad de su máquina.
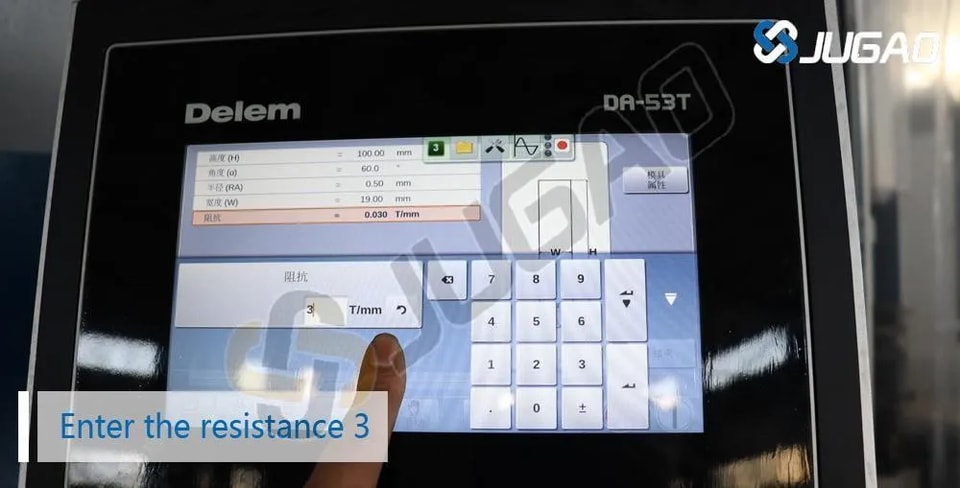
l Introducir el valor de resistencia
Introduzca en el sistema el valor de resistencia del punzón, ya que este parámetro es fundamental para garantizar un rendimiento óptimo durante el proceso de plegado. En este caso, la resistencia está configurada en un valor de 3. Este ajuste influye en cómo interactúa el punzón con el material, afectando tanto la calidad del pliegue como la eficiencia general de la operación. Para introducir este valor, vaya a la sección designada dentro del controlador DELEM DA53T que gestiona los parámetros del punzón. Introduzca cuidadosamente el valor de resistencia 3, asegurándose de que sea correcto para evitar posibles problemas durante la producción. Revise de nuevo la entrada para confirmar su exactitud, ya que esta atención al detalle ayudará a mantener la integridad y la fiabilidad del proceso de plegado.
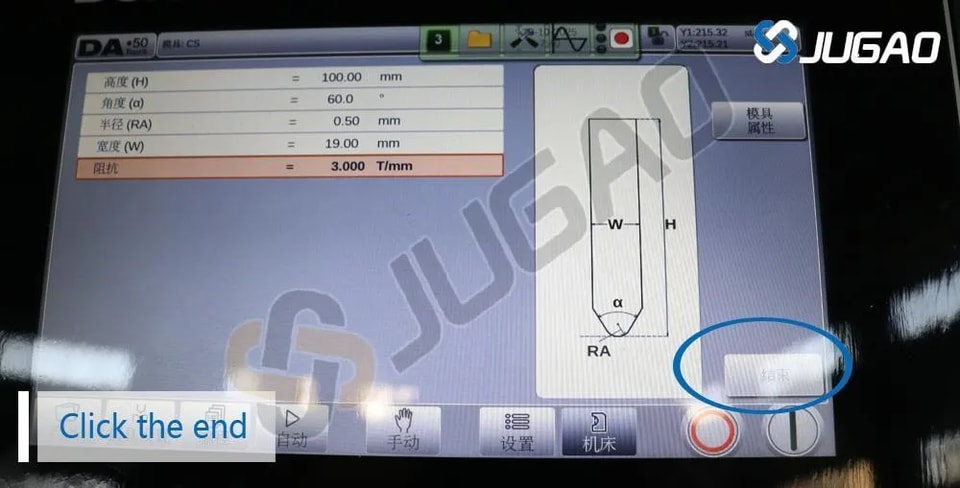
l Guardar y finalizar
Una vez que todos los parámetros del punzón se hayan introducido correctamente en el controlador DELEM DA53T, es fundamental finalizar la configuración haciendo clic en el botón “End”. Esta acción guardará todas las configuraciones introducidas, garantizando que la máquina conserve los ajustes especificados para futuras operaciones. Antes de hacer clic en “End”, tómese un momento para revisar una última vez todos los parámetros, confirmando que cada valor sea correcto y esté completo. Este paso es crucial, ya que cualquier descuido podría provocar ineficiencias operativas o errores durante el proceso de plegado. Al guardar la configuración del punzón, facilita un flujo de trabajo más fluido y mejora la eficacia general de sus operaciones de producción.
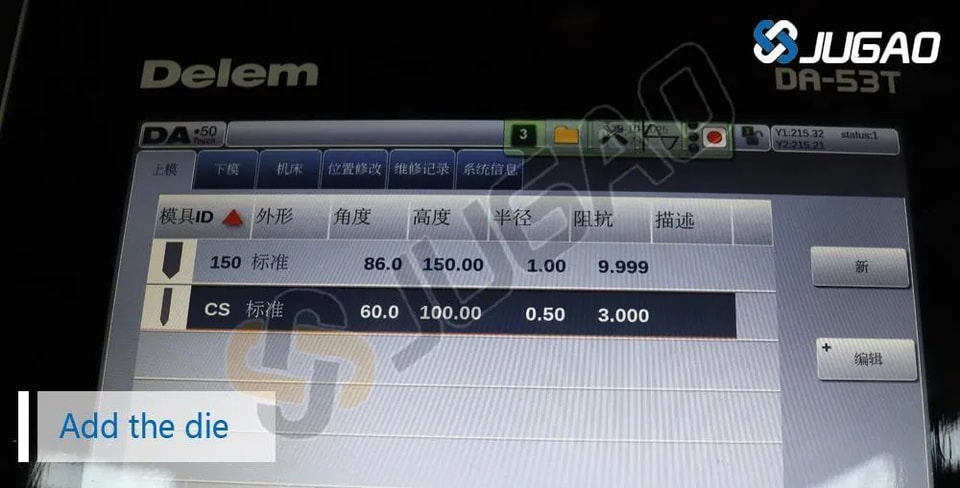
Parte 2: Añadir nuevas matrices (moldes inferiores)
Después de configurar con éxito los punzones, el siguiente paso es añadir las matrices, también conocidas como moldes inferiores, para completar la preparación de las herramientas. Esta etapa es fundamental para garantizar que el proceso de plegado funcione de manera fluida y eficiente. Comience seleccionando las matrices adecuadas que coincidan con las especificaciones de los punzones que acaba de configurar. Coloque con cuidado las matrices en el área designada de la máquina, asegurando una alineación correcta para un rendimiento óptimo. Preste mucha atención a las dimensiones de la matriz y a su compatibilidad, ya que estos factores influirán directamente en la calidad de los pliegues obtenidos. Siga estos pasos diligentemente para garantizar una integración perfecta de las matrices en la configuración general de herramientas, allanando el camino para operaciones de plegado precisas y eficaces.
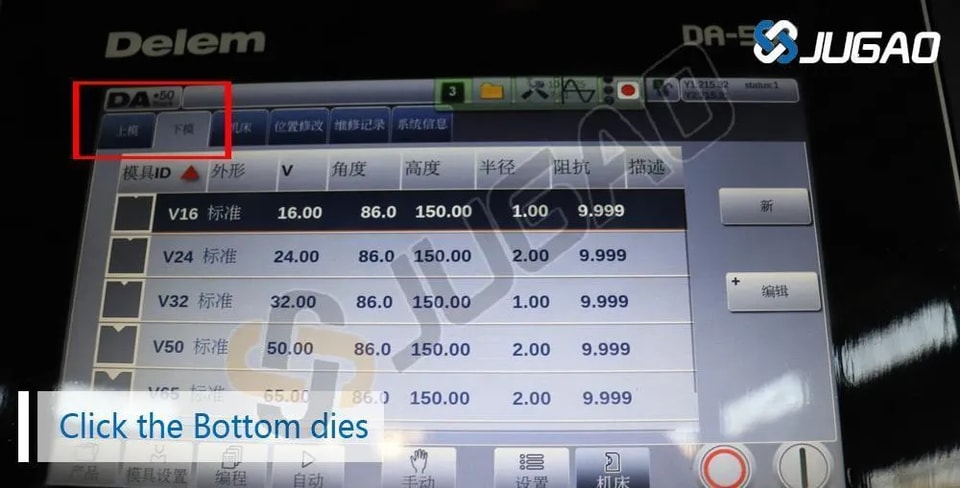
l Haga clic en la sección de matrices inferiores
Vaya a la sección “Matrices inferiores” de la interfaz DELEM DA53T para iniciar el proceso de añadir la nueva matriz. Esta sección está designada específicamente para configurar los moldes inferiores, que desempeñan un papel vital en el proceso de plegado. Una vez dentro de esta área, encontrará varias opciones y ajustes relacionados con las matrices. Comience seleccionando la opción para añadir una nueva matriz, lo que le pedirá que introduzca detalles esenciales como las dimensiones, el tipo de material y cualquier característica específica relevante para la matriz. Asegúrese de introducir esta información con precisión para mantener la compatibilidad con los punzones configurados. Seguir estos pasos con cuidado ayudará a agilizar la preparación de herramientas y mejorará la eficiencia general de sus operaciones de plegado.
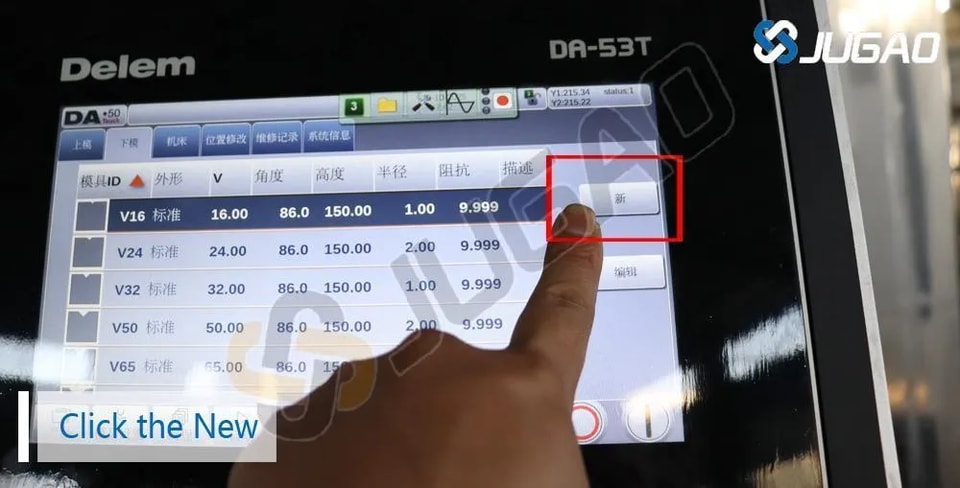
l Haga clic en Nuevo
Al igual que con los punzones, haga clic en el botón “Nuevo” para crear un nuevo registro de matriz dentro de la interfaz DELEM DA53T. Esta acción le permitirá introducir todas las especificaciones necesarias para la nueva matriz, asegurando que se adapte perfectamente a la configuración de herramientas existente. Una vez que haga clic en “Nuevo”, aparecerá un formulario que le pedirá introducir detalles esenciales como las dimensiones de la matriz, las propiedades del material y cualquier característica única relacionada con su función. Es importante ser minucioso y preciso durante este proceso para garantizar que la matriz funcione de manera óptima durante las operaciones. Al crear cuidadosamente un nuevo registro de matriz, prepara el terreno para lograr pliegues de alta calidad y mantener la eficiencia general de su flujo de trabajo de producción.
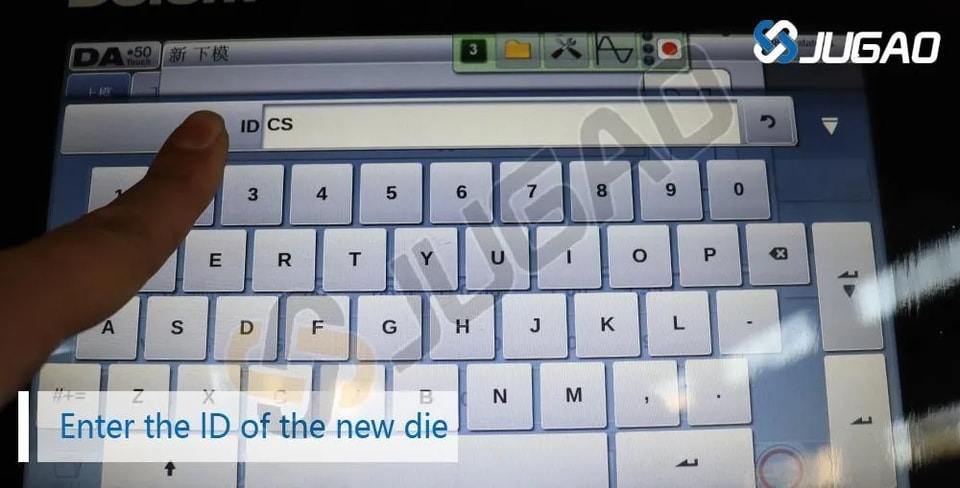
l Introduzca el ID de la nueva matriz
Introduzca el ID o nombre único de la nueva matriz, asegurándose de que corresponda con exactitud al molde de matriz físico que está utilizando. Esta identificación es crucial para mantener el orden y garantizar que los operarios puedan reconocer y seleccionar fácilmente la matriz correcta durante la producción. Un ID o nombre bien elegido debe reflejar las especificaciones de la matriz o el uso previsto, facilitando futuras consultas. Dedique tiempo a comprobar de nuevo la información introducida para asegurarse de su exactitud, ya que cualquier discrepancia podría dar lugar a confusión y a posibles errores en el proceso de plegado. Al garantizar una coincidencia precisa entre el registro digital y el molde físico, contribuye a la eficiencia y fiabilidad generales de sus operaciones.
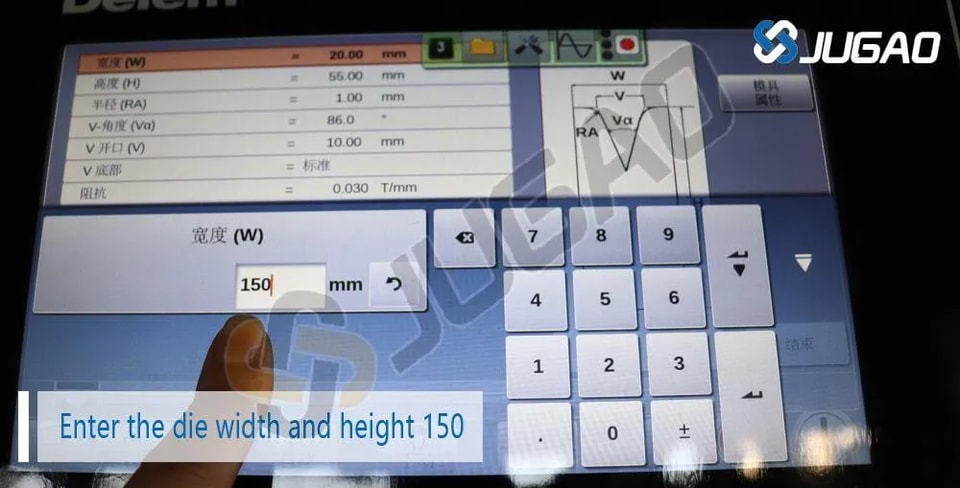
l Medir las dimensiones de la matriz
Mida con precisión el ancho y la altura de la nueva matriz, ya que estas dimensiones son fundamentales para garantizar una correcta alineación y funcionalidad durante el proceso de plegado. En este ejemplo, tanto el ancho como la altura se registran como 150 mm. Utilice un calibre o una herramienta de medición similar para tomar estas medidas con cuidado y garantizar su exactitud. Es importante tener en cuenta cualquier pequeña variación, ya que incluso pequeñas discrepancias pueden afectar al rendimiento de la matriz y a la calidad de los pliegues obtenidos. Una vez que haya confirmado que ambas dimensiones son realmente 150 mm, introduzca esta información en la interfaz DELEM DA53T, asegurándose de que coincida con las especificaciones del punzón correspondiente para obtener resultados óptimos.

l Introducir las dimensiones de la matriz
Introduzca en el sistema el ancho y la altura de la matriz, especificando ambas medidas como 150 mm. Este paso es esencial para la configuración precisa de la matriz dentro de la interfaz DELEM DA53T. Al introducir estas dimensiones, asegúrese de revisar posibles errores tipográficos para mantener la precisión. La introducción exacta del ancho y la altura es vital, ya que afecta directamente a cómo interactúa la matriz con los punzones durante el proceso de plegado. Una vez introducidos los valores, revise sus datos para confirmar que son correctos. Esta diligencia ayudará a garantizar operaciones sin interrupciones y contribuirá a la eficacia general de su flujo de trabajo de producción.
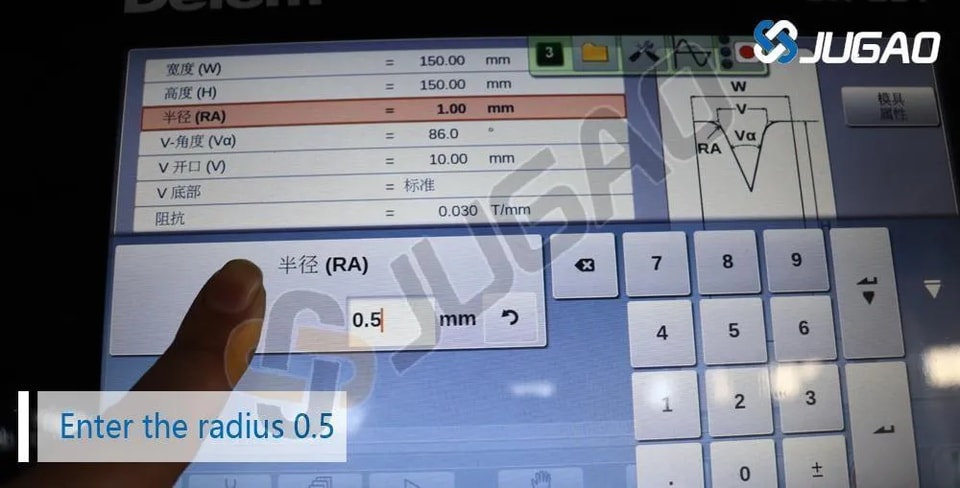
l Introducir el valor del radio
Al igual que con los punzones, el radio de la matriz también debe introducirse en el sistema para garantizar un funcionamiento preciso durante el proceso de plegado. Para esta matriz en particular, el radio medido es de 0,5 mm. Registrar esta medida con exactitud es crucial, ya que el radio afecta a la curvatura de los pliegues obtenidos y puede influir en la calidad general del producto final. Al introducir el radio en la interfaz DELEM DA53T, tómese un momento para verificar que el valor sea correcto y corresponda a la matriz física que está utilizando. Esta atención al detalle ayudará a evitar discrepancias que puedan afectar la eficiencia de la producción y garantizará que la matriz funcione como se espera durante las operaciones.
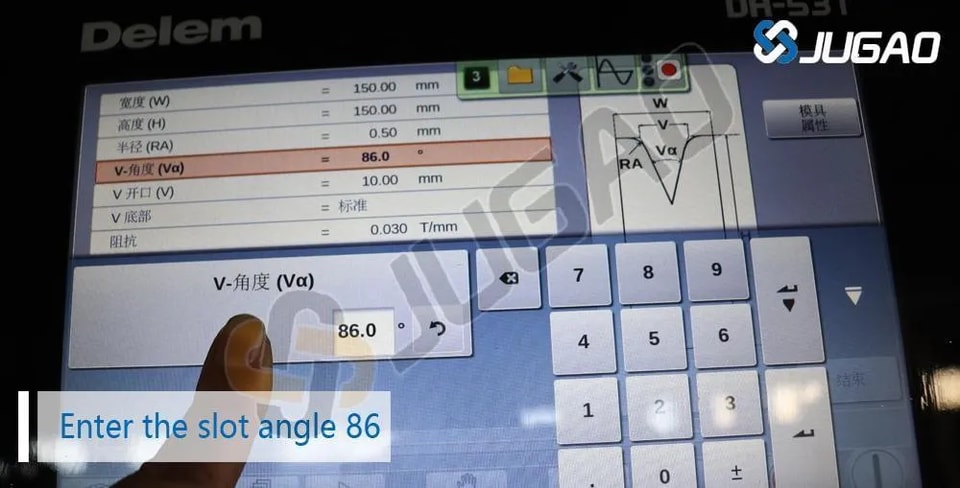
l Introducir el ángulo de la ranura
El ángulo de la ranura de la matriz es otro parámetro crucial que debe registrarse con precisión en el sistema. Este ángulo desempeña un papel importante en la forma en que la matriz interactúa con el material durante el proceso de plegado. Para esta matriz específica, debe introducir el ángulo de la ranura como 86 grados. Al introducir esta información en la interfaz DELEM DA53T, es esencial asegurarse de que el ángulo sea exacto, ya que incluso pequeñas desviaciones pueden provocar pliegues incorrectos y afectar a la calidad general del producto terminado. Después de introducir el ángulo de la ranura de 86 grados, tómese un momento para revisar su entrada y confirmar su exactitud, ayudando así a mantener un rendimiento y una eficiencia constantes en sus operaciones de fabricación.
l Medir el ancho de la ranura
Mida con cuidado el ancho de la ranura de la matriz, ya que esta dimensión es vital para lograr los resultados de plegado deseados. En este ejemplo, el ancho de la ranura se registra como 9mm. Utilizando un calibrador o una herramienta de medición similar, asegúrese de tomar una medida precisa para evitar posibles discrepancias que puedan afectar la producción. El ancho de la ranura influye directamente en cómo encajan los materiales en el troquel y puede afectar la calidad y la precisión de los pliegues. Una vez que haya confirmado que el ancho de la ranura es efectivamente9mm, asegúrese de introducir esta medida en la interfaz DELEM DA53T, verificando que se alinee correctamente con los demás parámetros para lograr un rendimiento óptimo durante las operaciones.
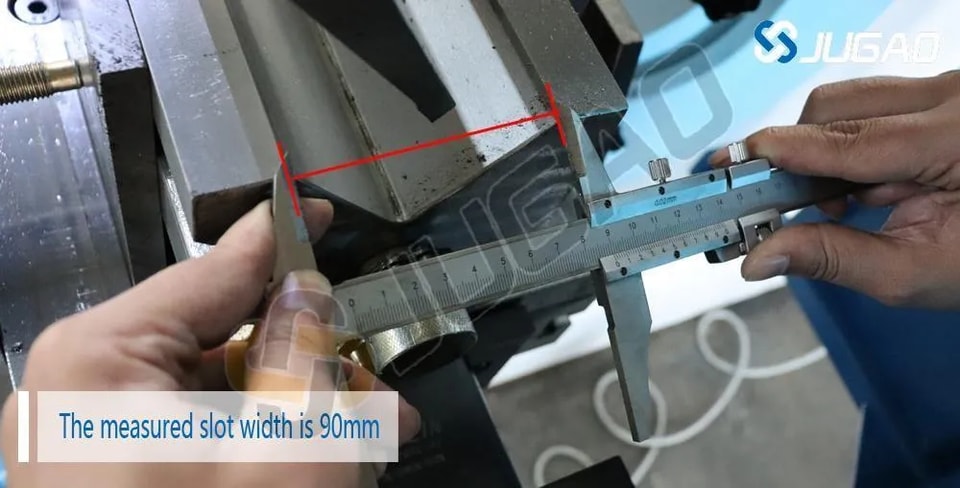
l Introducir el ancho de la ranura
Introduzca el ancho de la ranura en el sistema DELEM DA53T, ajustándolo con precisión a9 0mm. Esta medida es fundamental para garantizar la interacción correcta entre el troquel y el material que se va a doblar. Al introducir este valor, tenga especial cuidado y vuelva a comprobar si hay errores, ya que incluso pequeñas imprecisiones pueden provocar problemas importantes en el proceso de plegado. Una vez que haya confirmado que el ancho de la ranura se ha introducido correctamente como90mm, revise los demás parámetros para asegurarse de que sean coherentes con esta medida. Esta atención minuciosa al detalle es esencial para mantener la eficiencia de la producción y lograr resultados de alta calidad en sus operaciones.

l Elegir el fondo en V como estándar
Seleccione la opción de fondo en V para el troquel, ya que esta configuración se considera el estándar para la mayoría de las plegadoras. El diseño de fondo en V se prefiere por su versatilidad y eficacia para producir pliegues precisos en una gran variedad de materiales. Este tipo de troquel facilita una distribución uniforme de la fuerza, garantizando que el material se forme de manera correcta y constante. Al elegir esta opción en la interfaz DELEM DA53T, tenga en cuenta su compatibilidad con sus requisitos de plegado específicos. Al optar por la configuración de fondo en V, mejora la fiabilidad de sus operaciones de plegado, lo que contribuye a una mayor eficiencia y a resultados de mayor calidad en sus procesos de producción.

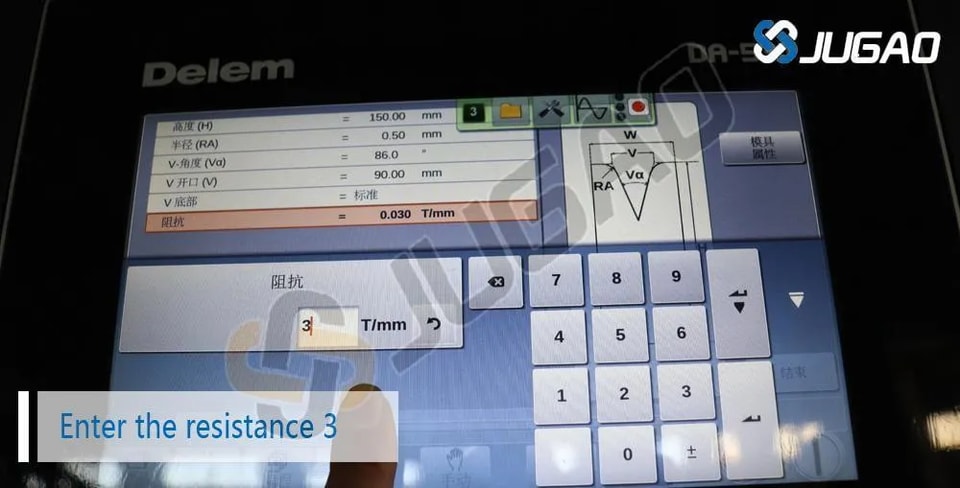
l Introducir el valor de resistencia
Introduzca el valor de resistencia del troquel, asegurándose de que esté configurado en 3. Este parámetro es esencial para determinar cómo se comportará el troquel bajo presión durante el proceso de plegado. El valor de resistencia del troquel influye directamente en la respuesta del material a la fuerza aplicada, afectando la precisión y la calidad de los pliegues obtenidos. Al introducir este valor en el sistema DELEM DA53T, vuelva a comprobar su exactitud para evitar posibles errores que puedan comprometer la operación de plegado. Configurar la resistencia del troquel en 3 garantiza una interacción óptima entre el troquel y el material, favoreciendo un plegado eficaz y contribuyendo al éxito general de su flujo de trabajo de fabricación. Su atención a este detalle ayudará a mantener altos niveles de eficiencia productiva y calidad del producto.
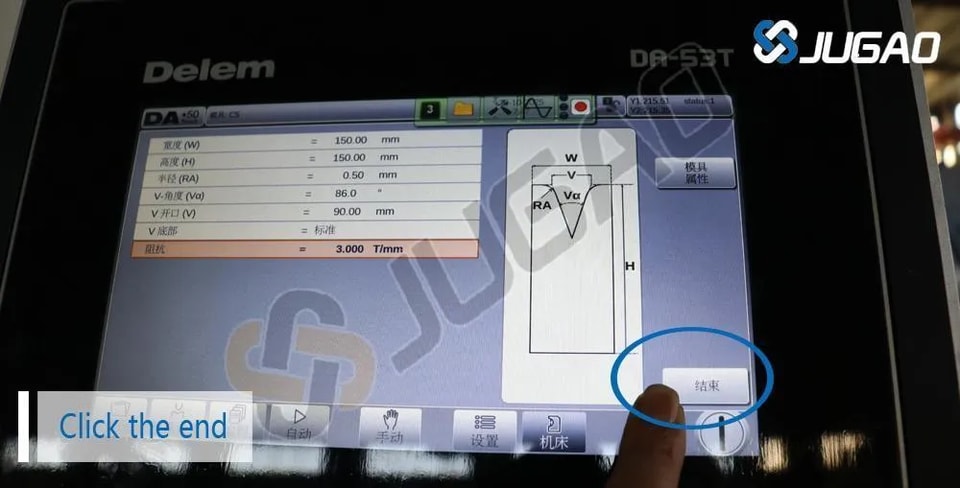
l Guardar y finalizar
Una vez introducidos meticulosamente todos los parámetros del troquel, es momento de finalizar la configuración haciendo clic en “End” para guardar la configuración del troquel. Este paso es crucial, ya que garantiza que todos los ajustes específicos —como el ancho de la ranura, el ángulo de la ranura y la resistencia del troquel— se almacenen de forma segura en el sistema DELEM DA53T. Al guardar la configuración del troquel, crea una referencia fiable para operaciones futuras, minimizando el riesgo de errores en los plegados posteriores. Antes de hacer clic en “End”, tómese un momento para revisar una vez más cada parámetro y confirmar su exactitud. Completar este proceso no solo agiliza su flujo de trabajo, sino que también mejora la eficiencia general y la calidad de sus tareas de producción.
Finalización de la configuración de sus herramientas
Ahora que tanto los punzones como los troqueles han sido configurados en el controlador DELEM DA53T, la configuración de sus herramientas está completa. Es fundamental volver a comprobar todos los valores introducidos para evitar errores durante el proceso de plegado. Una configuración precisa de las herramientas desempeña un papel vital para lograr pliegues de alta calidad en su plegadora.
Una vez finalizada la configuración, puede realizar un plegado de prueba para verificar que los moldes recién añadidos funcionen según lo previsto y asegurarse de que todo opere correctamente.
Conclusión
Agregar nuevos moldes al controlador DELEM DA53T es un proceso sencillo que requiere prestar mucha atención a los detalles. Siguiendo esta guía paso a paso, podrá configurar con eficiencia y precisión nuevos punzones y troqueles, lo que permitirá una configuración fluida de las herramientas para su plegadora. Ya sea que esté preparando las herramientas para un nuevo proyecto o adaptando la máquina a una tarea específica, saber cómo configurar los moldes de forma eficaz es clave para optimizar el rendimiento de la máquina y garantizar pliegues de calidad.
Integrar una configuración adecuada de herramientas en su flujo de trabajo mejora la eficiencia de las operaciones de plegado y ayuda a su equipo a producir de forma constante piezas de alta precisión. Utilice esta guía siempre que necesite agregar nuevos moldes, y estará en camino de dominar la configuración de herramientas de plegado con el controlador DELEM DA53T.
Contáctenos
