- tel:+86-13222111178
- email:info@ntjugao.com






Cálculo de la Secuencia de Plegado ESA S530: Guía de Principios, Operación y Aplicación
Cálculo de la Secuencia de Plegado ESA S530: Guía de Principios, Operación y Aplicación

Tabla de contenido
• Introducción
• Cálculo automático de la secuencia de plegado (función opcional)
◦ Interfaz de cálculo
◦ Resultados de la optimización
◦ Función de simulación
◦ Configuración de soportes
• Cálculo manual de la secuencia de plegado (función opcional)
◦ Resultados del proceso de optimización
◦ Operación de simulación
◦ Configuración de soportes
◦ Modificación de la secuencia de plegado
• Pasos para la operación de plegado de cajas
• Preguntas frecuentes (FAQ)
◦ ¿Cómo mejora el ESA S530 el proceso de plegado?
◦ ¿Puedo modificar manualmente la secuencia de plegado en el ESA S530?
◦ ¿Qué debo hacer si ocurre un error durante el cálculo de la secuencia de plegado del ESA S530?
• Conclusión
Introducción
En el campo de la fabricación metálica, el plegado preciso es un eslabón esencial para garantizar la calidad de la pieza, y la función de cálculo de la secuencia de plegado del ESA S530 es precisamente la tecnología clave para lograr este objetivo. Como función central del sistema ESA S530, optimiza de forma inteligente el orden de plegado de las chapas metálicas, reduciendo errores operativos y desperdicio de material, al tiempo que garantiza que las piezas cumplan plenamente con las especificaciones de diseño. Tanto para mejorar la eficiencia de producción como para mantener una calidad de procesamiento estable, esta función desempeña un papel insustituible. Este artículo analizará en profundidad la lógica de funcionamiento, las ventajas principales y los métodos de operación práctica del cálculo de la secuencia de plegado del ESA S530, ofreciendo una guía práctica para que los principiantes comiencen y para que los operarios con experiencia optimicen los procesos, ayudando a elevar el nivel general de las operaciones de trabajo del metal.
Cálculo automático de la secuencia de plegado (función opcional)
La ruta de activación del cálculo automático de la secuencia de plegado es sencilla: inicie el proceso desde la interfaz de dibujo de la pieza y pulse la tecla [Calcular] para entrar en la interfaz de operación. Este modo realiza la optimización independiente de la secuencia de plegado mediante tecnología de control numérico, al tiempo que conserva el espacio de coordinación con el modo manual para adaptarse a las necesidades de distintos escenarios de producción.
Interfaz de cálculo
La interfaz de cálculo es el «centro de planificación» antes del plegado. No solo muestra en tiempo real el estado de simulación previa al plegado de la pieza, sino que también presenta con claridad la relación posicional de los componentes principales de la plegadora —punzón, matriz y tope—, ayudando a los operarios a comprender de antemano la posición relativa entre el equipo y la pieza. En el lado derecho de la interfaz hay tres subventanas que muestran dinámicamente el ángulo de rotación y el número de volteos de la pieza, respectivamente. Al mismo tiempo, incorpora una función de «búsqueda de solución completa», que puede recorrer todas las trayectorias potenciales de plegado y proporcionar un soporte de datos completo para la optimización posterior.
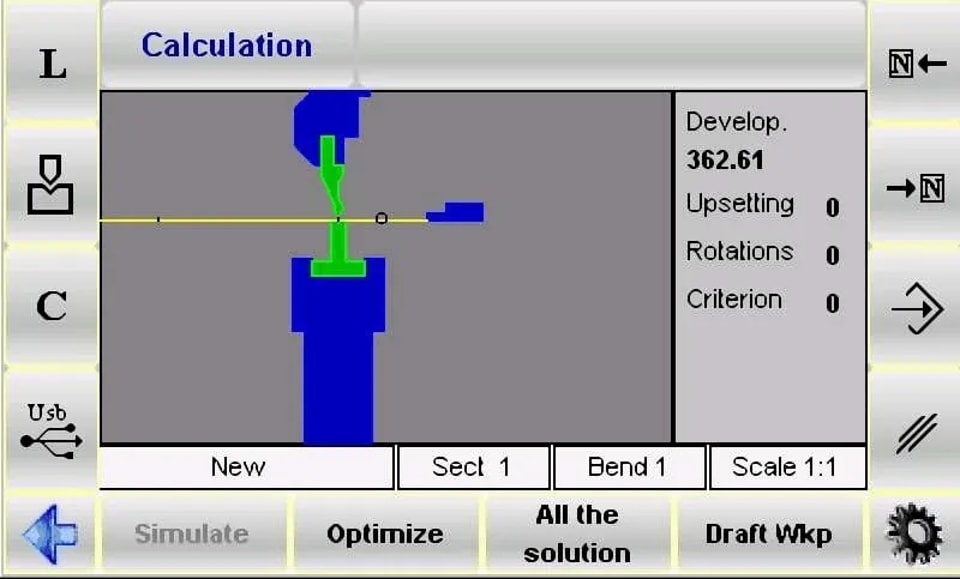
Además, el sistema garantiza la seguridad y la eficiencia del proceso mediante lógica de control numérico: siempre mantiene la mayor área de la chapa metálica dentro del rango controlable del operario para reducir los riesgos de operación. Los operarios también pueden ajustar los criterios de cálculo según las necesidades de producción y cambiar con flexibilidad entre los modos automático y manual para mejorar aún más la adaptabilidad del proceso.
Lógica de coordinación entre los modos automático y manual
El cálculo de la secuencia de plegado del ESA S530 no funciona en un solo modo, sino que logra un procesamiento flexible mediante la coordinación de los dos modos, «automático + manual»:
• Modo automático: Basándose en algoritmos de control numérico, el sistema completa de forma autónoma el cálculo de la secuencia óptima de plegado sin intervención manual. Tras pulsar la tecla [Optimizar], el sistema filtrará automáticamente el esquema con mayor eficiencia y menor error en función de los parámetros de la pieza (como material, espesor y ángulo de plegado).
• Modo manual: Los operarios pueden definir de forma independiente una parte o la totalidad de los pasos de plegado y realizar ajustes finos mediante teclas de función exclusivas: la tecla [Doblar] se utiliza para bloquear la acción de plegado seleccionada, y la tecla [Girar] puede controlar el ángulo de rotación de la pieza; tras completar la configuración personalizada, pulse la tecla [Optimizar] y el sistema integrará los parámetros especificados manualmente en el cálculo automático para generar un esquema que tenga en cuenta tanto la «intención operativa» como la «optimización del proceso».
Resultados de la optimización
La lógica de retroalimentación de los resultados de la optimización es clara, lo que facilita a los operarios tomar decisiones y juicios rápidos:
• Cuando el esquema no es viable: El sistema muestra un aviso «NO SOLUTION», recordando al operario que compruebe si hay problemas (como ángulos de plegado en conflicto, interferencias entre componentes, etc.) o que intente ajustar el orden de plegado. Si existe riesgo de colisión para la pieza, se marcará de forma intuitiva en el área de colisión mediante cambios de color (como resaltado en rojo).
• Permitir operaciones especiales: Si la colisión es solo una «interferencia no destructiva» (como un contacto temporal que no afecta a la pieza ni al equipo), el operario puede optar por ignorar el aviso y continuar ejecutando el proceso de plegado.
• Cuando el esquema es viable: El sistema muestra «Solution FOUND» y ofrece cuatro opciones operativas principales:
a. [Stop]: detiene el proceso de optimización para facilitar el ajuste fino de parámetros del esquema actual (como ajustar el ángulo de plegado o modificar la posición del soporte).
b. [Continue]: recupera continuamente otros posibles esquemas hasta que no queden más rutas viables. Si se han comprobado todas las posibilidades y no hay un esquema adecuado, al final se mostrará «NO SOLUTION».
c. [Simular]: Inicie la simulación de la secuencia de plegado. Los operarios pueden avanzar el proceso con la tecla [Continuar] o interrumpir la simulación con la tecla [Detener] para observar el proceso de plegado en tiempo real.
d. [Aceptar]: Guarde en el programa los parámetros de plegado calculados actualmente (como ángulo, velocidad y posición del tope) para su uso directo en el procesamiento real.
Función de simulación
La función de simulación es un «enlace de vista previa» para garantizar la precisión del plegado, y los pasos de operación son intuitivos y controlables:
1. Pulse la tecla [Simular], y la interfaz mostrará el estado de la pieza plana que se va a plegar, aclarando la posición inicial del primer plegado.
2. Seleccione la estructura de soporte adecuada mediante la tecla [Rodamiento/Soporte]. Es necesario asegurarse de que no exista riesgo de colisión en la posición de soporte y de que se ajuste a los límites del rango de movimiento de los ejes del equipo (como las carreras de los ejes X y R).
3. Pulse la tecla [Continuar], el sistema ejecuta la primera acción de plegado y muestra la forma de la pieza después del plegado; los plegados posteriores requieren repetir este paso para avanzar gradualmente en el proceso.
4. Si necesita pausar para observar los detalles, puede pulsar la tecla [Detener]; si necesita retroceder y ajustar (por ejemplo, corregir la posición de soporte del paso anterior), puede volver al paso anterior mediante la tecla [Anterior].
5. Pulse repetidamente la tecla [Continuar] hasta completar la simulación de todos los pasos de plegado. En ese momento, se volverá a mostrar la tecla [Simular], lo que indica el final del proceso de simulación.
Configuración de soportes
La configuración de rodamiento/soporte es la clave para evitar la deformación de la pieza y garantizar la estabilidad del plegado. La operación debe seguir el siguiente proceso:
1. Pulse la tecla [Simular], y la interfaz mostrará la pieza plana que se va a plegar por primera vez, aclarando el estado inicial de procesamiento.
2. Pulse la tecla [Rodamiento/Soporte] para cambiar el tipo de soporte; puede seleccionar "Primer soporte", "Segundo soporte" o "Soporte de pieza". El sistema juzgará automáticamente la viabilidad del movimiento del localizador: el localizador solo se moverá a la posición de soporte objetivo cuando no haya riesgo de colisión y se cumplan las condiciones límite del equipo.
3. Pulse la tecla [Continuar] para ver el estado de la pieza después del primer plegado y confirmar si el efecto del soporte cumple las expectativas.
4. Siga pulsando la tecla [Continuar] para entrar en la configuración del segundo plegado y seleccione el tipo de soporte según sea necesario (el movimiento del localizador debe seguir cumpliendo las dos condiciones de "sin colisión + cumplimiento de límites").
5. Durante el proceso, puede pulsar la tecla [Detener] para detener la simulación en cualquier momento, o pulsar la tecla [Anterior] para volver al paso previo y ajustar los parámetros de soporte.
6. Continúe la simulación hasta que vuelva a mostrarse la tecla [Simular], lo que significa que se ha completado la verificación integral de la configuración de soporte.
Cabe señalar que esta función se encuentra en la esquina superior derecha del programa de control numérico, junto al icono del tipo de plegado. El sistema corregirá automáticamente la desviación de posición de los ejes X y R; si el programa actual es de tipo "gráfico", la tecla [Rodamiento/Soporte] no puede utilizarse en el modo de control numérico, y el ajuste del soporte debe realizarse cambiando a la interfaz de simulación.
Cálculo manual de la secuencia de plegado (función opcional)
El cálculo manual de la secuencia de plegado es adecuado para escenarios que requieren ajustes personalizados. La ruta de inicio es la misma que en el modo automático: pulse la tecla [Calcular] desde la interfaz del dibujo de la pieza para entrar. La interfaz simulará en detalle todo el proceso de plegado, incluida la presentación visual del cuerpo superior e inferior de la plegadora, el punzón, la matriz, el localizador y la pieza antes del plegado; los tres paneles de la derecha mostrarán dinámicamente el número de rotaciones y los ángulos de giro de la pieza durante el proceso de cálculo (para los diagramas específicos, consulte la descripción de la interfaz en el capítulo "Cálculo automático de la secuencia de plegado").
Búsqueda manual de secuencia de plegado
El núcleo del modo de búsqueda manual es "guiar manualmente la ruta de plegado", y los pasos de operación son los siguientes:
1. Utilice las teclas de flecha
 para recorrer todos los pasos de plegado y localizar el nivel objetivo que necesita ajuste.
para recorrer todos los pasos de plegado y localizar el nivel objetivo que necesita ajuste.
2. Pulse la tecla [Plegar] en el nivel de plegado objetivo para bloquear forzadamente la acción de plegado; si necesita cancelarla, pulse de nuevo la tecla [Plegar].
3. Pulse la tecla [Girar] para ajustar el ángulo de rotación de la pieza y garantizar que el plegado posterior coincida con la posición del paso actual.
4. Una vez completada la configuración forzada de todos los plegados necesarios, pulse la tecla [Optimizar]. El sistema calculará el esquema final en función de la secuencia especificada manualmente y combinado con las restricciones del proceso (como ausencia de colisión y límite de carrera de los ejes).
Resultados del proceso de optimización
La retroalimentación de los resultados de optimización en modo manual es consistente con la del modo automático, pero se centra más en la "adaptabilidad del ajuste manual":
• Si la configuración de la pieza (como la secuencia de plegado especificada manualmente) no puede procesarse, el sistema mostrará una ventana emergente con la indicación "Solución forzada". El operario debe reposicionar los pasos problemáticos (como ángulos de plegado conflictivos o posiciones de soporte inadecuadas) mediante la función de búsqueda manual.
• Los posibles riesgos de colisión de los componentes de la máquina se marcarán con cambios de color (como advertencia en naranja) para ayudar a los operarios a ajustar la secuencia o modificar el soporte.
• Si la colisión no presenta riesgo de daño (como el contacto temporal entre el borde de la pieza y la matriz), el plegado puede forzarse; si se detecta un esquema viable, el sistema mostrará "Solución encontrada", y el operario podrá elegir [Detener] para pausar la optimización y realizar ajustes, o [Aceptar] para integrar los valores calculados en el programa.
Operación de simulación
El proceso de simulación del modo manual es coherente con el del modo automático. La diferencia principal es que "la simulación se basa en la secuencia especificada manualmente":
1. Pulse la tecla [Simular] para ver el estado de la pieza plana que se va a plegar (el estado inicial coincide con el primer plegado configurado manualmente).
2. Pulse la tecla [Rodamiento/Soporte] para seleccionar el tipo de soporte, asegurando la ausencia de colisión y el cumplimiento del límite de movimiento de los ejes.
3. Pulse la tecla [Continuar] para ejecutar el primer plegado, y repita este paso para los plegados posteriores; puede pulsar [Detener] para pausar o [Anterior] para retroceder y verificar la racionalidad de la secuencia especificada manualmente.
4. Continúe la simulación hasta que vuelva a mostrarse la tecla [Simular]. Tras confirmar que no hay problemas en todo el proceso de plegado, puede utilizarse para el procesamiento real.
Configuración de soportes
La configuración de rodamiento/soporte en modo manual tiene los mismos pasos de operación que en modo automático, pero debe tenerse en cuenta que "el soporte debe adaptarse a la secuencia de plegado especificada manualmente":
• El movimiento del localizador debe cumplir las dos condiciones de "posición de plegado configurada manualmente" y "sin colisión" para evitar fallos del soporte causados por el ajuste de la secuencia.
• Si es necesario modificar el tipo de soporte, debe hacerse en la interfaz de simulación (la función [Rodamiento/Soporte] no es compatible con programas gráficos en el modo de control numérico) para garantizar la correspondencia entre el soporte y los pasos de plegado.
Modificación de la secuencia de plegado
Incluso después de optimizar la secuencia de plegado, el ESA S530 sigue admitiendo ajustes flexibles para satisfacer las necesidades de cambios temporales de proceso:
1. Utilice las teclas de flecha para recorrer todos los pasos de plegado y localizar el pliegue objetivo que necesita modificación.
2. Pulse la tecla [Plegar] para cancelar la acción de plegado y vuelva a seleccionar la nueva secuencia de plegado (o ajuste el ángulo de rotación).
3. Después de completar la modificación, la simulación puede iniciarse de nuevo para verificar la viabilidad de la nueva secuencia, garantizando que el proceso ajustado sea preciso y eficiente.
Pasos para la operación de plegado de cajas
El plegado de cajas es un escenario típico en el procesamiento de metales. El cálculo de la secuencia de plegado del ESA S530 en este proceso debe seguir la lógica de “ejecución separada por programas”: dado que el proceso de control numérico no puede desplegar directamente la caja plegada hasta convertirla en una placa plana, el operario debe crear dos programas de plegado independientes:
• Programa 1: Se utiliza para el plegado horizontal, definiendo el ángulo de plegado lateral y la posición del lateral de la caja.
• Programa 2: Se utiliza para el plegado vertical, definiendo los parámetros de plegado longitudinal de la parte superior/inferior de la caja.
Al ejecutar estos dos programas en secuencia, se puede lograr el conformado preciso de la caja. Además, durante la ejecución de programas de varias secciones, el ESA S530 dará automáticamente prioridad al procesamiento de la sección con menor ancho de chapa, reduciendo el riesgo de deformación de la lámina y mejorando la eficiencia del plegado.
Añadir una sección
Para añadir una nueva sección de procesamiento para el plegado de cajas, siga estos pasos:
1. Pulse la tecla de función designada (consulte el accesorio del panel de operación del equipo para ver el icono) para abrir el menú de gestión de secciones.
2. Seleccione la opción "Cambiar sección" en el menú. El sistema creará automáticamente una nueva sección y el operario podrá establecer los parámetros de plegado de esta sección (como el ángulo y la posición del apoyo).
Cancelar una sección
Para eliminar una sección innecesaria, el proceso de operación es el siguiente:
1. Utilice las teclas de flecha para navegar hasta la sección objetivo y confirme el número de sección y sus parámetros.
2. Abra el menú de gestión de secciones y seleccione la opción "Cancelar sección".
3. El sistema eliminará la sección y el programa retrocederá automáticamente al paso "Plegado 1 de la sección 1" para garantizar la continuidad del proceso posterior.
Preguntas frecuentes (FAQ)
¿Cómo mejora el ESA S530 el proceso de plegado?
El ESA S530 reconstruye el proceso de plegado mediante el "cálculo automático de la secuencia de plegado": elimina la necesidad de repetir manualmente pruebas y ajustes (como modificar varias veces la secuencia de plegado en los procesos tradicionales), reduciendo considerablemente el tiempo de puesta a punto del equipo; al mismo tiempo, el sistema optimiza la trayectoria mediante algoritmos de control numérico, reduce los errores operativos, mejora la eficiencia global y la precisión de las operaciones de conformado de metales, y disminuye la tasa de desperdicio de material.
¿Puedo modificar manualmente la secuencia de plegado en el ESA S530?
Sí. El ESA S530 admite el ajuste manual de la secuencia de plegado. Según las necesidades específicas de producción (como las limitaciones de forma de piezas especiales o restricciones temporales del proceso del equipo), los operarios pueden personalizar parte o la totalidad de los pasos de plegado mediante las teclas [Bend] y [Turn], equilibrando así la "flexibilidad del proceso" y la "precisión de mecanizado".
¿Qué debo hacer si ocurre un error durante el cálculo de la secuencia de plegado del ESA S530?
Si se produce un error de cálculo, se recomienda solucionar el problema siguiendo estos pasos:
1. Primero, compruebe los parámetros de entrada: confirme si ajustes básicos como el tipo de material, el espesor de la chapa y el ángulo de plegado son correctos (los errores de parámetros son causas frecuentes de fallos).
2. Si los parámetros son correctos, consulte el manual oficial de operación del ESA S530 y busque la solución para el código de error correspondiente en el capítulo de "Solución de problemas".
3. Si el problema sigue sin resolverse, póngase en contacto directamente con el equipo de soporte técnico, facilite la captura de pantalla del aviso de error y los parámetros de la pieza, y obtenga asistencia específica.
Conclusión
Dominar los principios y el funcionamiento del cálculo de la secuencia de plegado del ESA S530 es el requisito previo fundamental para lograr alta precisión y alta eficiencia en las operaciones de plegado de metales. La lógica central de este proceso consiste en: garantizar la calidad de conformado de piezas complejas como cajas mediante la estrategia de "procesar el plegado horizontal/vertical en programas separados" y "ejecutar primero la sección con menor ancho de chapa"; al mismo tiempo, la coordinación de los modos duales automático y manual permite que el sistema se adapte tanto a la producción estandarizada en serie como a las necesidades de procesamiento personalizadas.
Para aprovechar al máximo el rendimiento de la plegadora y garantizar el buen desarrollo del proceso de producción, se recomienda a los operarios seguir estrictamente las especificaciones de operación anteriores y ajustar los parámetros de forma flexible según las características de la pieza en las aplicaciones prácticas. Si necesita más ayuda (como obtener más documentos técnicos o resolver preguntas concretas sobre el proceso), puede ponerse en contacto con nuestro equipo en cualquier momento o visitar el sitio web oficial para consultar los materiales de soporte completos relacionados con las operaciones de plegado, lo que ayudará a optimizar continuamente el proceso de mecanizado de metales.
Contáctenos
