- tel:+86-13222111178
- email:info@ntjugao.com






Guía esencial para principiantes sobre la programación del ESTUN E300
Guía esencial para principiantes sobre la programación del ESTUN E300

Si es nuevo en la programación del ESTUN E300, esta guía está hecha especialmente para usted. Innumerables usuarios nuevos desean aprovechar al máximo este sistema de control altamente adaptable, y este artículo le mostrará los consejos básicos para principiantes que impulsarán su aprendizaje de programación. Reconocido por su eficiencia y flexibilidad, el sistema de control ESTUN E300 puede dominarse con una base sólida de conocimientos; esta guía le proporcionará exactamente eso, tanto si busca mejorar la precisión de programación como si simplemente desea comprender las operaciones fundamentales.
Tabla de contenido
1. Estructura de la interfaz
2. Programación de un solo paso
3. Programación de múltiples pasos
4. Movimiento manual de ejes
5. Configuración de parámetros de la matriz
6. Métodos de corrección de plegado
7. Preguntas frecuentes (FAQ)
○ Solución de errores comunes de programación
○ Mejora de la precisión de salida de la programación
8. Conclusión
Estructura de la interfaz
Comprender la estructura de la interfaz de programación del ESTUN E300 es clave para una navegación y un manejo fluidos. Tras encender el equipo y esperar a que el sistema cargue, la pantalla mostrará automáticamente la página predeterminada de Paso único. Toda la interfaz se divide en cinco secciones principales, cada una con una función específica, y familiarizarse con cada parte es esencial para el manejo básico.
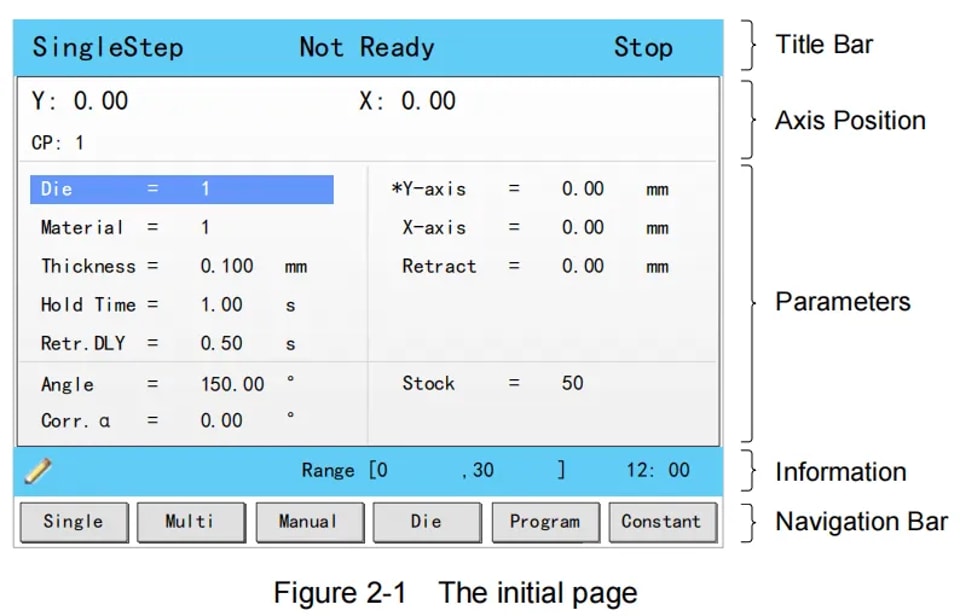
Barra de título
Esta sección aparece en todas las páginas de la interfaz, y su contenido se muestra de izquierda a derecha de forma fija: nombre de la página, estado del sistema y modo de operación.
• Nombre de la página: Muestra el nombre de la página de trabajo actual, como SingleStep, Multi o Program.
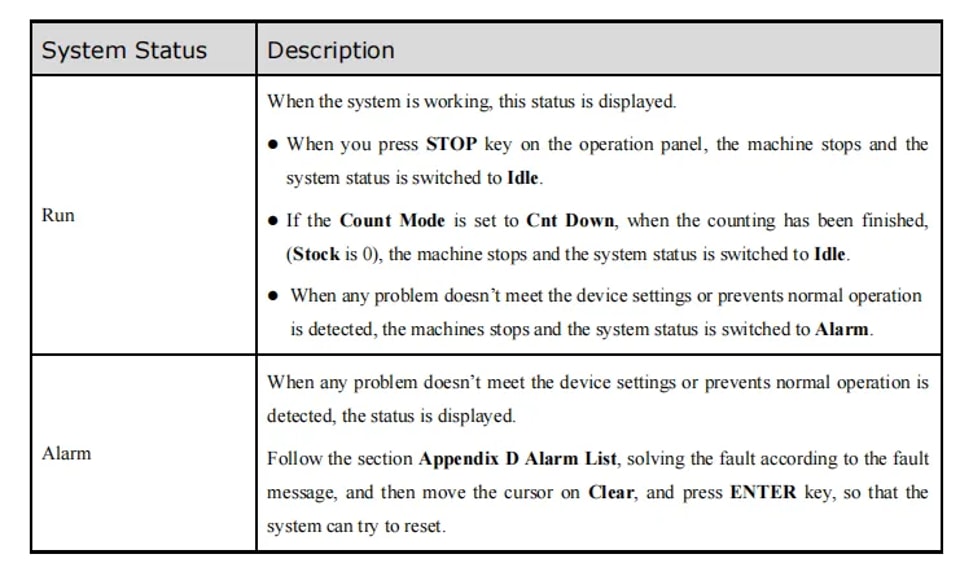
• Estado del sistema: Muestra el estado de trabajo en tiempo real del sistema, con un total de seis opciones de estado diferentes para el ESTUN E300.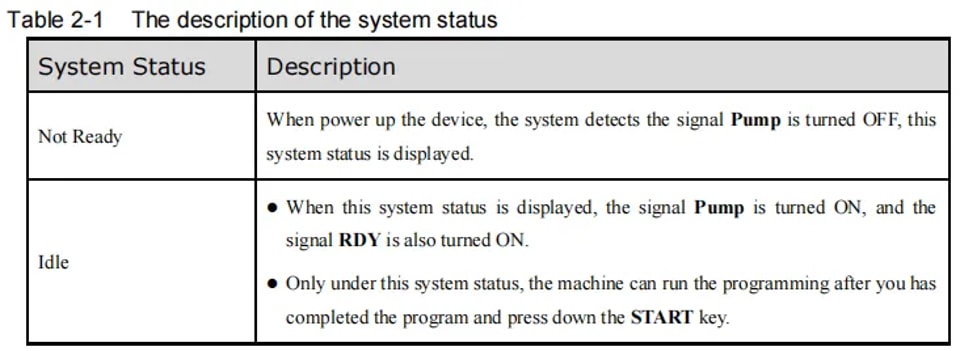
• Modo de operación: Indica el modo de funcionamiento actual del equipo, con tres modos distintos disponibles para su selección.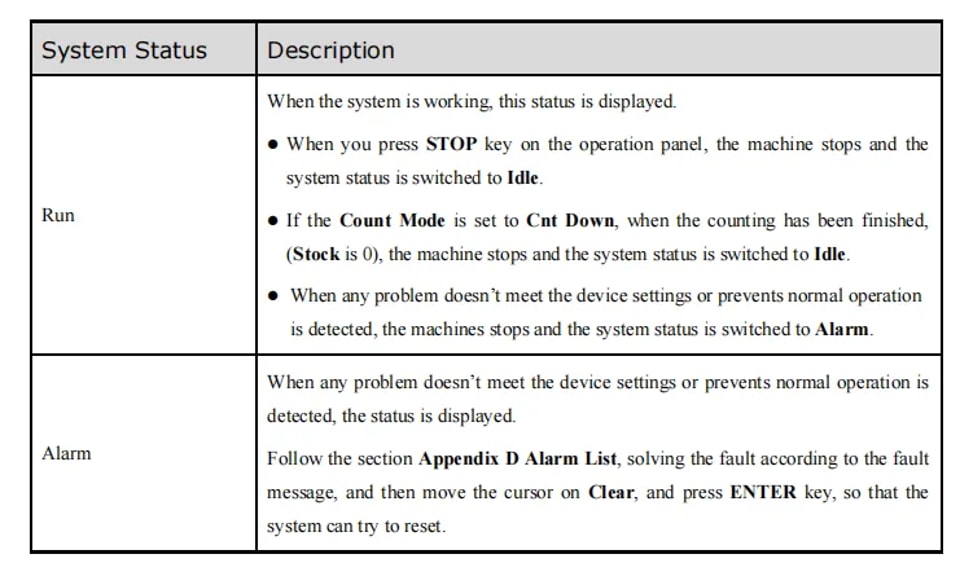
Visualización de la posición de los ejes
Esta área muestra los valores de posición en tiempo real de los ejes de la máquina, un componente fundamental para lograr un control de plegado preciso. El equipo ESTUN E300 estándar incorpora de serie funciones de control de los ejes X e Y; para acceder a funciones más avanzadas de control de ejes, se recomienda ponerse en contacto con el equipo oficial de soporte técnico de ESTUN.
Área de parámetros
Esta sección muestra la información de parámetros correspondiente a la página de trabajo actual; cada página funcional cuenta con su propio conjunto único de parámetros ajustables, todos claramente presentados aquí para una consulta y edición rápidas.
Sección de información
En la interfaz del ESTUN E300, esta parte detalla todos los parámetros configurables, incluidos los rangos de valores editables y los valores actualmente establecidos. La hora del sistema también se muestra en el lado derecho de esta sección para facilitar su consulta durante la programación y el funcionamiento.
Barra de navegación
La barra de navegación corresponde a las teclas de función F1 a F6 del panel de operación, lo que permite cambiar con un solo clic entre las principales páginas funcionales del sistema. Para conocer la función específica de cada tecla y la descripción de la página correspondiente, consulte la Tabla 2-3 del manual de usuario oficial de ESTUN E300. Dominar la barra de navegación es una habilidad básica que agiliza todas las operaciones de programación posteriores.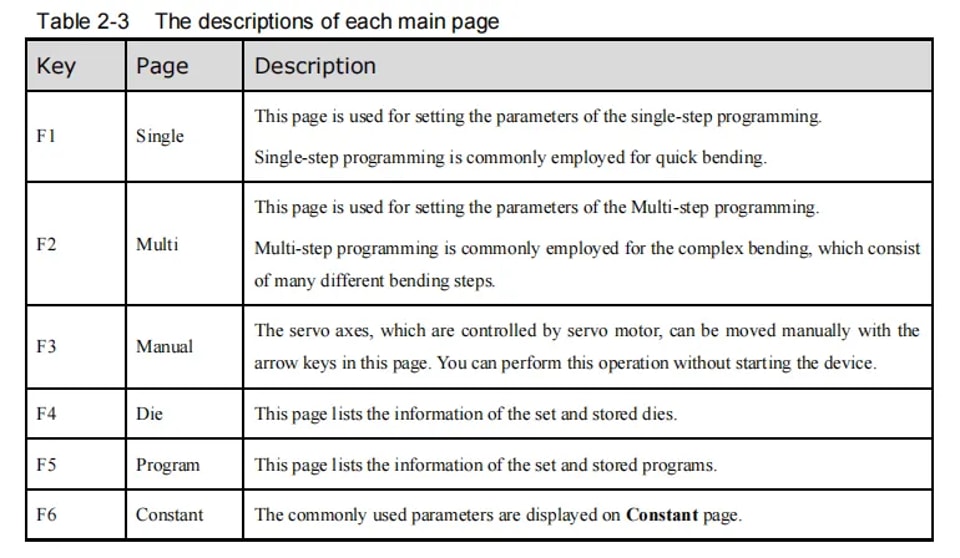
Familiarizarse con la estructura de página anterior le permitirá navegar con soltura por las distintas funciones y configuraciones del ESTUN E300, sentando una base sólida para una experiencia de programación fluida.
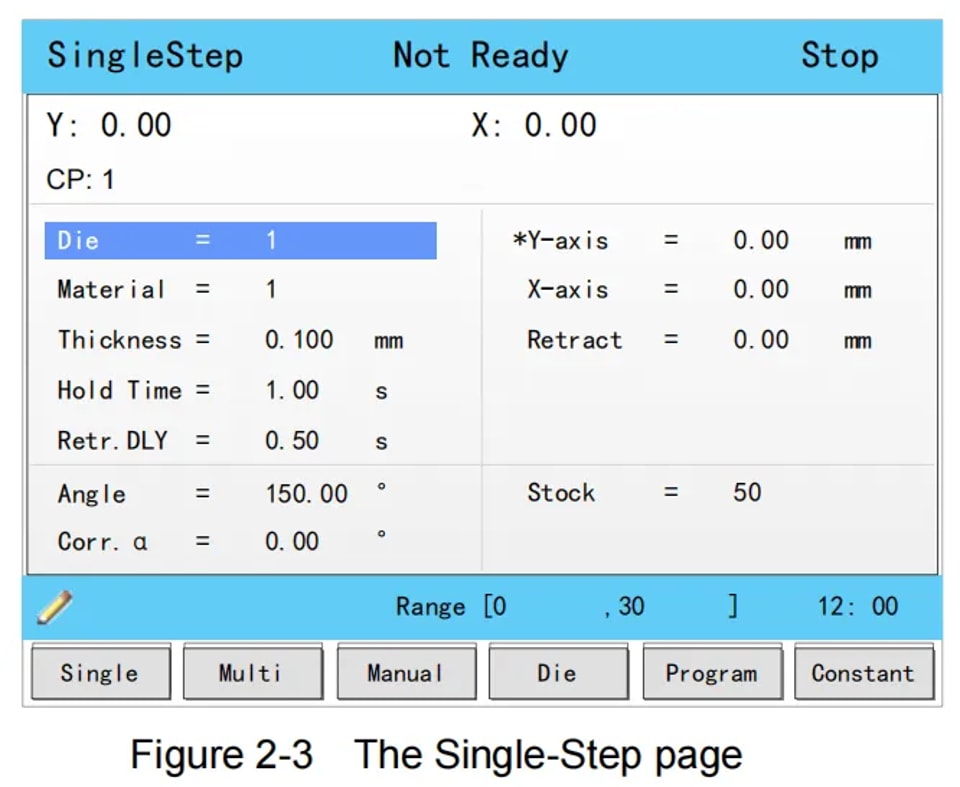
Programación de un solo paso
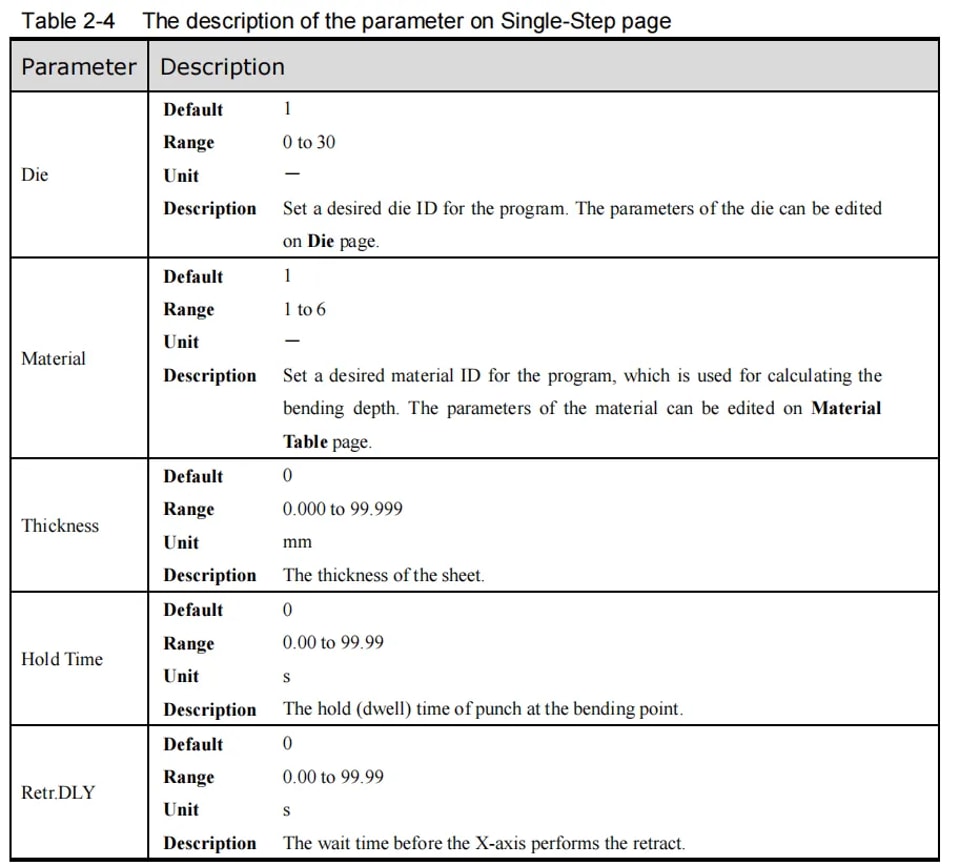
La programación de paso único es la página de función predeterminada del ESTUN E300 (que se muestra inmediatamente después del encendido) y está especialmente diseñada para operaciones de plegado rápido que requieren solo un conjunto de parámetros de plegado. También puede acceder manualmente a esta página pulsando la tecla de función F1 del panel de operación. La Tabla 2-4 del manual de usuario ofrece una explicación detallada de todos los parámetros ajustables de esta página, lo que resulta una referencia útil para la edición de parámetros.
Ejemplo práctico de programación
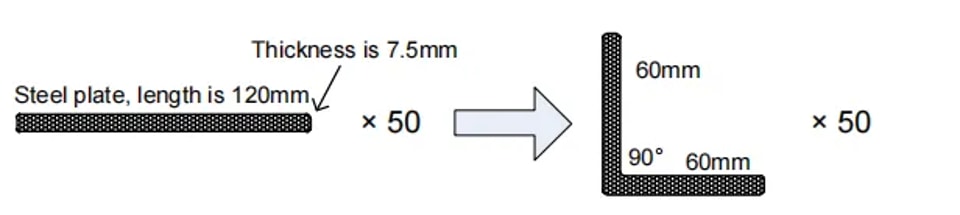
Tomemos como ejemplo concreto el plegado de una chapa de acero de 120 mm para detallar el proceso de programación de paso único.
 Los requisitos principales de plegado son: posición del eje X ajustada a 60 mm, ángulo de plegado de 90°, espesor de la chapa de acero de 7,5 mm y valor de stock de 50. Utilizamos programación basada en ángulo, con el ID del punzón/матриz establecido en 1. Según la experiencia de operación práctica, también configuramos parámetros auxiliares del proceso: tiempo de mantenimiento de 3 segundos, retraso de retroceso de 2 segundos y distancia de retroceso de 5 mm.
Los requisitos principales de plegado son: posición del eje X ajustada a 60 mm, ángulo de plegado de 90°, espesor de la chapa de acero de 7,5 mm y valor de stock de 50. Utilizamos programación basada en ángulo, con el ID del punzón/матриz establecido en 1. Según la experiencia de operación práctica, también configuramos parámetros auxiliares del proceso: tiempo de mantenimiento de 3 segundos, retraso de retroceso de 2 segundos y distancia de retroceso de 5 mm.
Los pasos específicos de programación son los siguientes:
1. Vaya al parámetro Die e introduzca el valor 1;
2. Seleccione el parámetro Material e introduzca el valor 1;
3. Busque el parámetro Thickness e introduzca 7,5;
4. Establezca el parámetro Hold Time en 3;
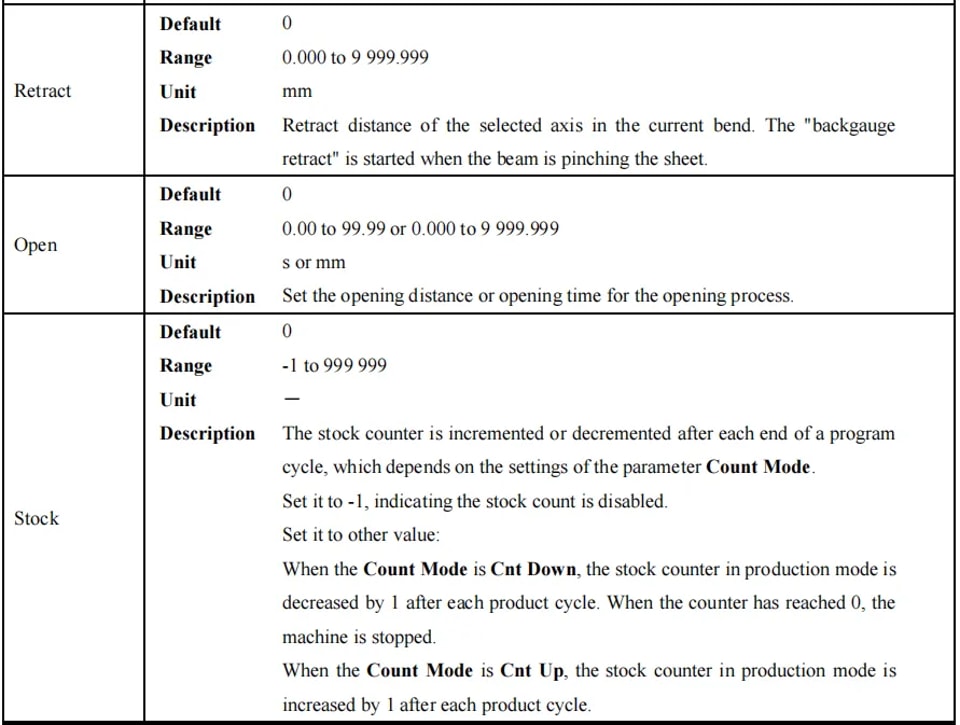
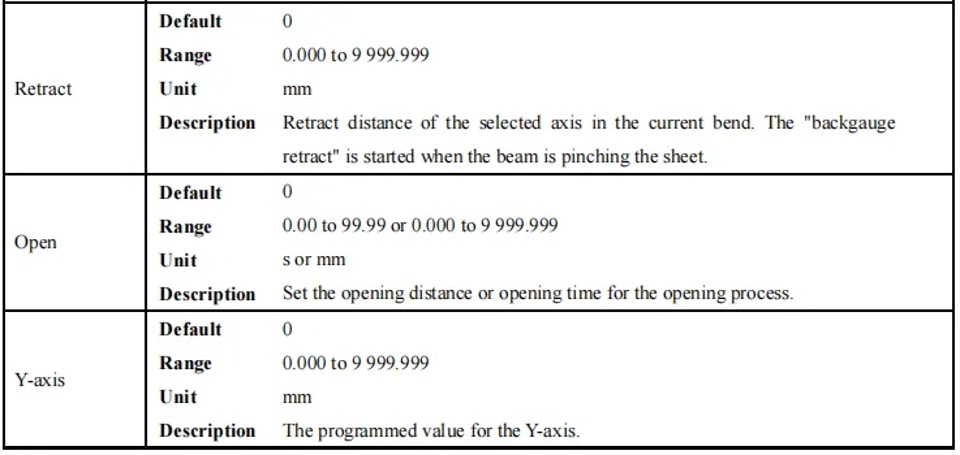
5. Introduzca 2 para el parámetro Retr. DLY (retardo de retracción);
6. Establezca el parámetro de posición del eje X en 60;
7. Introduzca 5 para el parámetro de distancia de retracción;
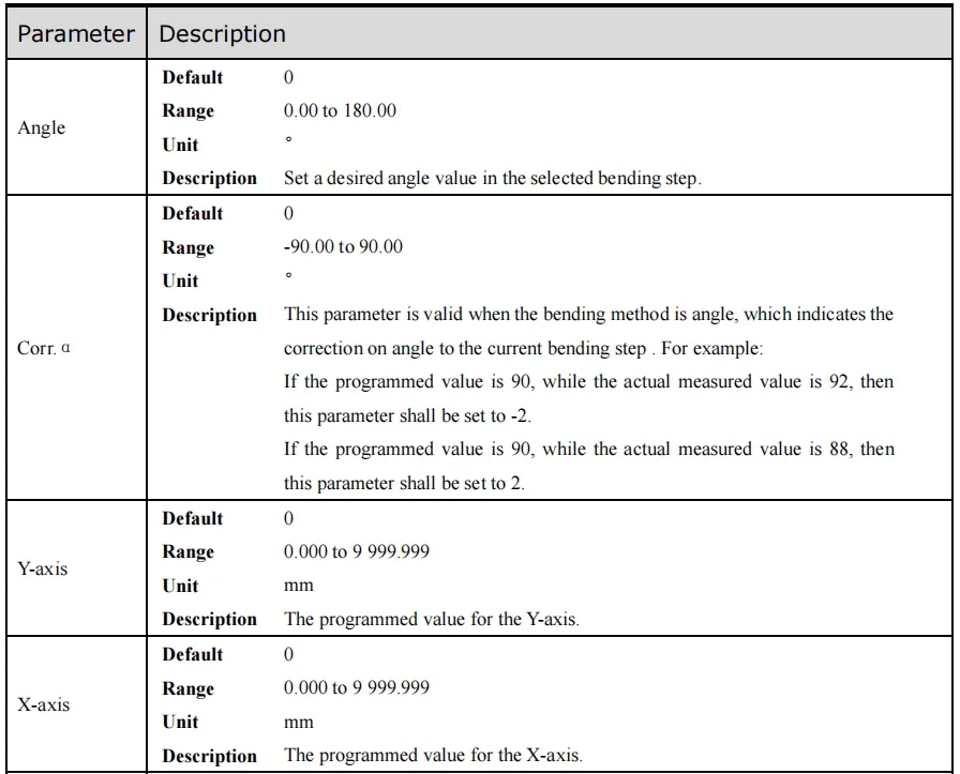
8. Seleccione el parámetro Angle e introduzca 90;
9. Establezca el parámetro Stock en 50.
Antes de iniciar la operación, asegúrese de que el Modo de conteo en la página Constant esté configurado en Cnt Down. Por último, pulse la tecla START en el panel de operación: el eje servo completará automáticamente la calibración de posición y la máquina quedará lista para la producción formal una vez finalice la calibración.
Programación de múltiples pasos
La programación de varios pasos se utiliza para procesos de plegado complejos que requieren varios conjuntos de diferentes parámetros y pasos de plegado, y puede acceder a esta página funcional pulsando la tecla de función F2.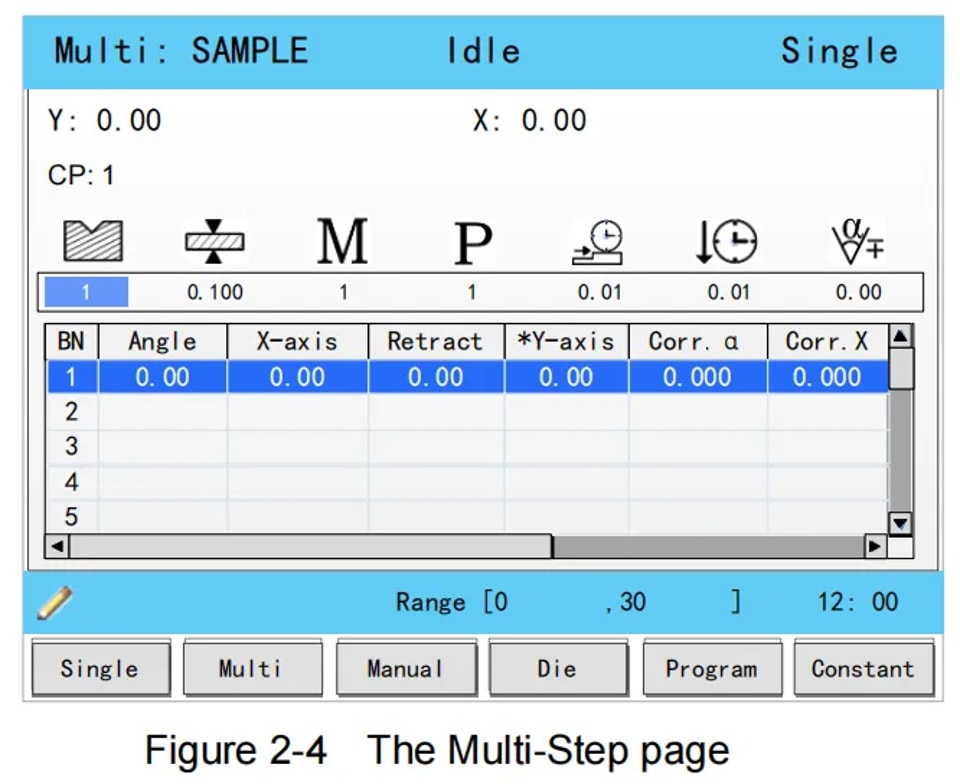
Todos los parámetros de esta página se detallan en la Tabla 2-5 del manual de usuario oficial, que puede consultarse durante la configuración y edición de parámetros.

Ejemplo práctico de programación
Usamos el plegado de una chapa de acero de 180 mm para demostrar el proceso de programación de varios pasos. Esta tarea de plegado requiere dos pasos independientes: ángulos de plegado de 90° tanto para los tramos de 120 mm como de 30 mm de la chapa de acero, con un espesor de chapa de 7,5 mm y un valor de stock de 50 mm. Adoptamos programación basada en ángulo, establecemos el ID del punzón/матриц en 1 y configuramos los mismos parámetros auxiliares del proceso que en el ejemplo de paso único: tiempo de mantenimiento de 3 s, retraso de retracción de 2 s y distancia de retracción de 5 mm (tipo de material: acero, valor 1).
Los pasos específicos de programación son los siguientes:
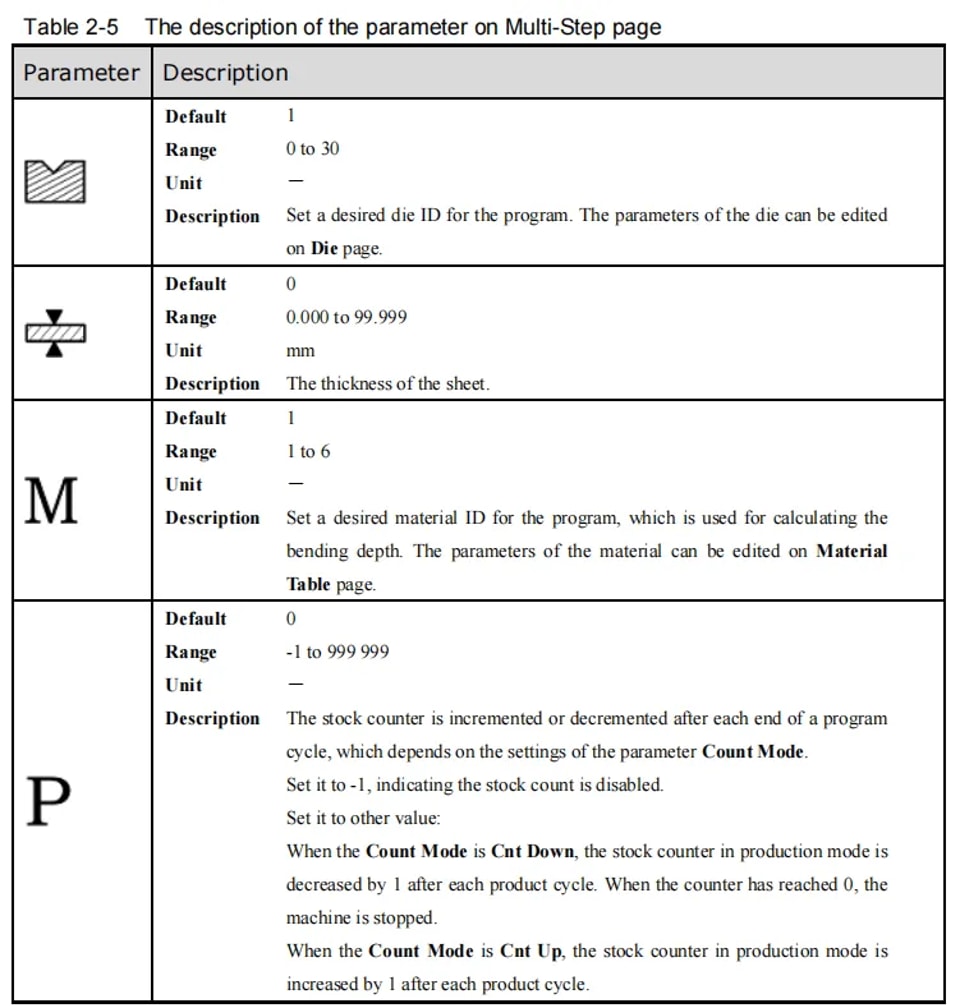
1. Mueva el cursor hasta el parámetro Die e introduzca 1;
2. Establezca el parámetro Thickness en 7,5;
3. Seleccione el parámetro Material e introduzca 1;
4. Introduzca 50 para el parámetro Stock;
5. Establezca el parámetro Retr. DLY en 2;
6. Introduzca 3 para el parámetro Hold Time;
7. Para el primer paso de doblado (BN 1), establezca el parámetro Angle en 90;
8. Para BN 1, establezca el parámetro de posición del eje X en 30;
9. Para BN 1, introduzca 5 para el parámetro de distancia de retracción;
10. Confirme todos los parámetros del primer paso pulsando la tecla ENTER;
11. Un cuadro de diálogo emergente le pedirá crear un nuevo paso de doblado; haga clic en OK para confirmar;
12. Para el segundo paso de doblado (BN 2), establezca el parámetro de posición del eje X en 120;
13. Para BN 2, establezca el parámetro de distancia de retracción en 5;
14. Pulse la tecla START en el panel de operación para iniciar el proceso de doblado en varios pasos.
Tras los ajustes anteriores, el eje servo del ESTUN E300 completará automáticamente la calibración de posición de cada paso de doblado, y la producción formal podrá comenzar una vez que la máquina esté lista.
Movimiento manual de ejes
Dominar el movimiento manual de los ejes es una habilidad fundamental para operar el ESTUN E300, ya que resulta esencial para la depuración del equipo y los ajustes finos de posición de los ejes servo. Los ejes servo son accionados por servomotores, y su movimiento manual puede controlarse mediante las teclas de flecha en la página Manual; esta operación no requiere iniciar el proceso formal de producción, por lo que es ideal para la puesta en marcha previa del equipo.
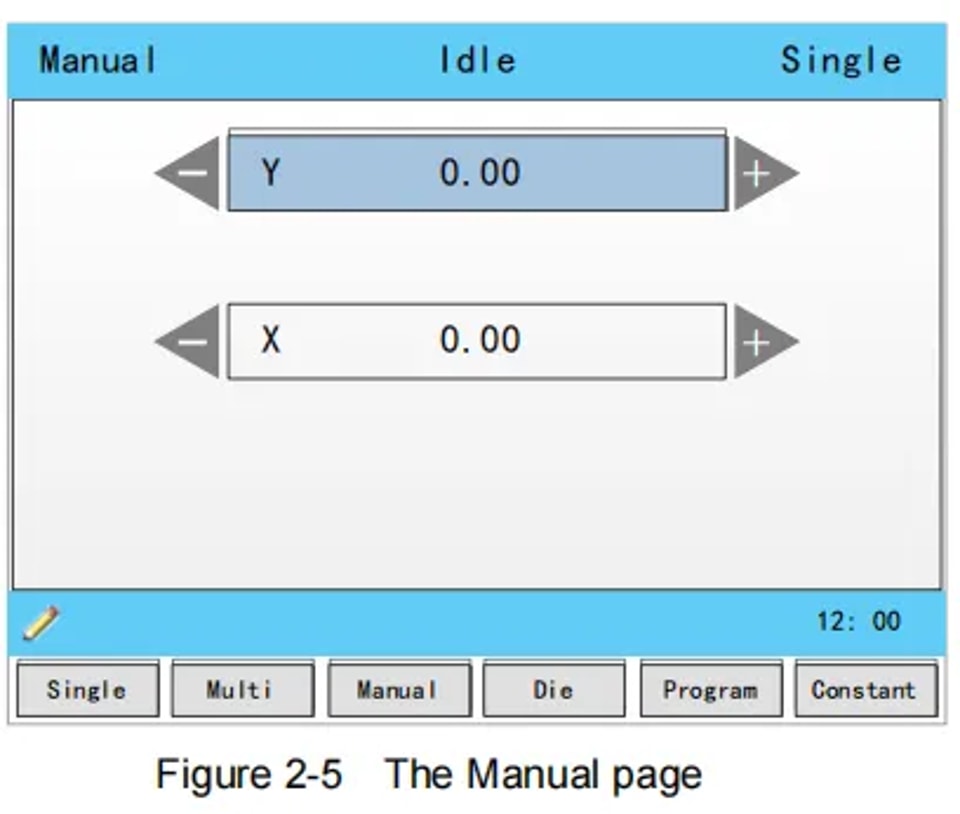
Puede acceder a la página Manual pulsando la tecla de función F3 después de encender el dispositivo (el sistema muestra la página predeterminada). El método de operación del movimiento manual es sencillo:
• Pulse las teclas de flecha ARRIBA y ABAJO para seleccionar el eje servo que necesita ajustar;
• Pulse las teclas de flecha IZQUIERDA y DERECHA para establecer la dirección de movimiento del eje seleccionado.
La destreza en esta operación básica garantiza un preajuste preciso de la máquina, sentando las bases para resultados de doblado exactos.
Configuración de parámetros de la matriz
Al utilizar programación basada en ángulos para procesos de doblado, la correcta configuración de los parámetros de la matriz es un requisito previo para un doblado preciso. Puede acceder a la página de configuración de parámetros de la matriz pulsando la tecla de función F4 en el panel de operación, y el método de ajuste de parámetros es el siguiente:
1. Pulse las teclas de flecha ARRIBA y ABAJO para seleccionar el ID de matriz que necesita configurar;
2. Pulse las teclas de flecha IZQUIERDA y DERECHA para cambiar entre los distintos parámetros ajustables de la matriz seleccionada;
3. Introduzca los valores de parámetro necesarios usando las teclas numéricas del panel de operación.
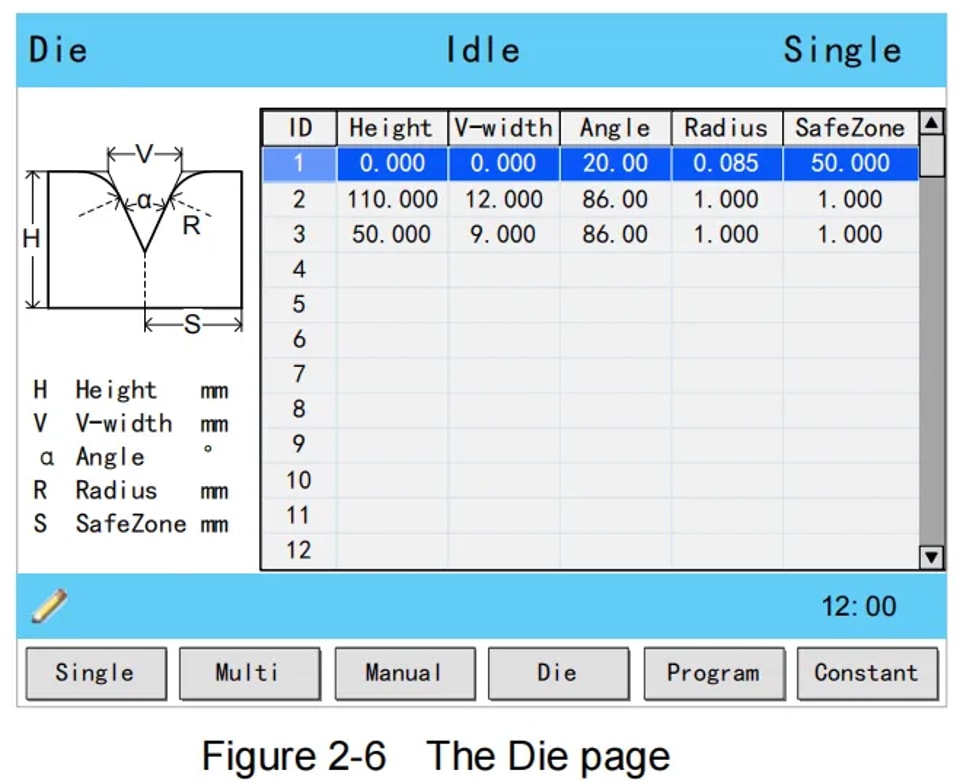
Los parámetros técnicos de la matriz se muestran en la Figura 2-7 del manual del usuario, y los parámetros principales se definen de la siguiente manera: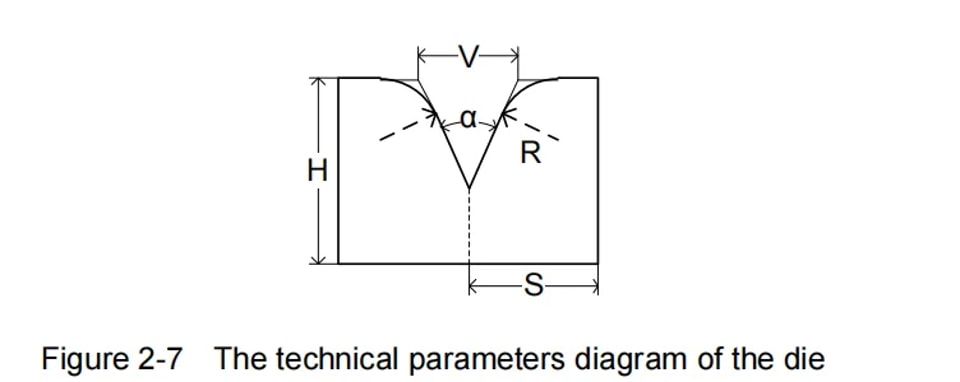
• H (Altura de la matriz): Se utiliza para calcular la profundidad de doblado de la máquina;
• V (Longitud de la abertura en V): La distancia entre las líneas tangentes de intersección de la abertura en V de la matriz;
• α (Ángulo de la matriz): El ángulo fijo de la abertura en V de la matriz;
• R (Radio del borde de la abertura en V): El radio de filete de los bordes de la abertura en V de la matriz;
• S (Distancia de seguridad): Un parámetro crítico para máquinas equipadas con eje R, diseñado para evitar colisiones entre la manija de operación y la matriz. La distancia mínima de seguridad se calcula automáticamente por el sistema en función de las dimensiones de la matriz mediante la fórmula: S = FS + V/2 (FS = la sección plana en la parte posterior de la ranura en V; V = el valor de abertura de la matriz).
Métodos de corrección de plegado
Para lograr resultados de doblado precisos con el ESTUN E300 es necesario dominar las técnicas de corrección de doblado. Antes del procesamiento de producción formal, es esencial completar la puesta a punto de la máquina: programe un proceso de doblado simple en la página Single-Step y ejecute un ciclo completo de doblado; luego mida el ángulo real de doblado, la profundidad de doblado y la distancia del tope trasero de la pieza. Compare estos valores reales con los valores programados para determinar si se necesitan ajustes de corrección. El ESTUN E300 admite tres tipos principales de corrección: corrección de ángulo, corrección del eje Y y corrección del eje X, cada una con un rango de ajuste y un método de operación claramente definidos.
Corrección del ángulo
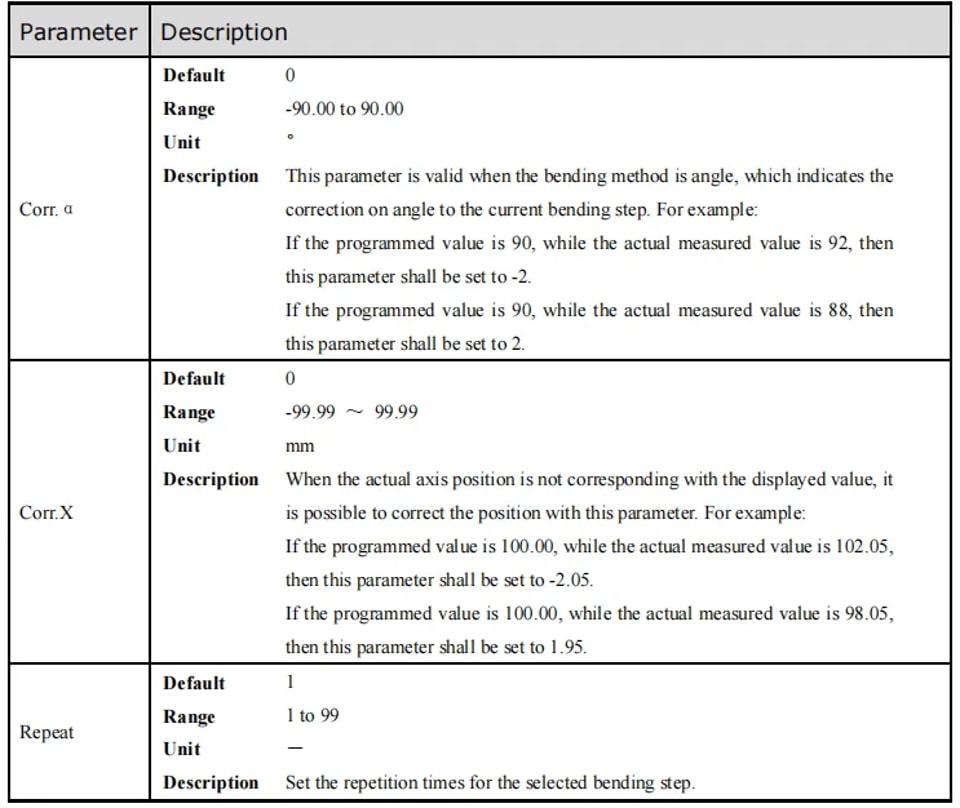
El rango ajustable del parámetro de corrección de ángulo (Corr. α) es de -90 a 90. Si el ángulo real de doblado de la pieza no coincide con el valor mostrado programado, realice la corrección según el valor de desviación: por ejemplo, si el ángulo programado es 90° pero el ángulo real medido es 92°, establezca Corr. α en -2; si el ángulo real medido es 88°, establezca Corr. α en 2 para compensar la desviación.
Corrección del eje Y
El parámetro de corrección del eje Y (Corr. Y) tiene un rango ajustable de -99.999 a 99.999 y se utiliza para el ajuste fino de la profundidad de plegado. Para la programación basada en profundidad, puede optimizar el efecto de corrección configurando repetidamente Corr. Y, acumulando experiencia práctica de operación y midiendo el cambio de profundidad de plegado por grado de ajuste del ángulo. Este proceso de ajuste iterativo garantiza que la profundidad real de plegado coincida con los requisitos del diseño.
Corrección del eje X
La corrección del eje X (Corr. X) sigue la misma lógica básica que la corrección de ángulo, con un rango de parámetro ajustable de -99.999 a 99.999 para un ajuste preciso de la posición del tope trasero. Por ejemplo, si la posición programada del eje X es 100.00 mm pero la posición real medida es 102.05 mm, establezca Corr. X en -2.05; si la posición real medida es 98.05 mm, establezca Corr. X en 1.95.
Nota: El modo de Programación de un solo paso permite detener la máquina en cualquier momento durante el proceso de plegado, y el valor programado del eje X puede modificarse directamente, por lo que, por lo general, no se requiere Corr. X en las operaciones de un solo paso. Sin embargo, la Programación de varios pasos implica múltiples pasos de plegado consecutivos, y Corr. X puede asignarse de forma independiente a cada paso para una corrección de posición específica.
Preguntas frecuentes (FAQ)
¿Cómo solucionar los errores comunes en la programación de ESTUN E300?
Cuando se encuentren errores de programación o de operación en el ESTUN E300, el primer paso es comprobar el código de error que aparece en la pantalla y consultar la sección de descripción y solución del código de error en el manual oficial de usuario. Al mismo tiempo, verifique que todas las conexiones de hardware del equipo estén firmes y que todos los parámetros del proceso estén configurados de acuerdo con los requisitos de plegado. La sección específica de solución de problemas del manual de usuario también ofrece soluciones detalladas para los errores más frecuentes, lo que constituye una referencia clave para resolver problemas.
¿Cómo mejorar la precisión de los resultados de programación del ESTUN E300?
Para mejorar la precisión de los resultados de plegado de la programación ESTUN E300, la calibración periódica del equipo es la medida principal: una calibración oportuna garantiza que los ejes y sensores de la máquina mantengan un rendimiento preciso de medición y movimiento. Además, asegúrese de que todos los parámetros del proceso y del molde se establezcan con precisión según los requisitos específicos de plegado de la pieza, y ajuste los parámetros de corrección (Corr. α, Corr. Y, Corr. X) en función de los resultados reales de medición. El mantenimiento diario constante del equipo (por ejemplo, lubricar las piezas móviles y limpiar los sensores) y la actualización oportuna del software operativo del sistema también desempeñan un papel vital para mantener a largo plazo la precisión de la programación y del plegado.
Conclusión
Dominar las operaciones básicas y las habilidades de programación del ESTUN E300 es clave para mejorar su eficiencia de trabajo y la precisión de plegado con este sistema de control. Esta guía ha cubierto todos los conocimientos esenciales para principiantes, incluida la comprensión de la estructura de las páginas de la interfaz, el dominio de la programación de un solo paso y de varios pasos, la operación del movimiento manual de ejes, la configuración de parámetros del molde, el uso de técnicas de corrección de plegado y la solución de errores comunes. Al consolidar estas habilidades fundamentales, construirá una base sólida para aprender en el futuro técnicas más avanzadas de programación y operación del ESTUN E300.
Si desea ampliar aún más sus conocimientos sobre el ESTUN E300 o resolver desafíos específicos de programación y plegado complejos, se recomienda consultar los completos recursos técnicos oficiales o ponerse en contacto con el equipo técnico profesional de expertos de ESTUN. Para obtener una guía operativa más detallada o asistencia técnica personalizada, también puede acceder a la documentación y los materiales adicionales oficiales para seguir aprendiendo y mejorando sus habilidades.
Contáctenos
