- tel:+86-13222111178
- email:info@ntjugao.com






Ajuste isométrico libre del molde de la prensa plegadora
Ajuste isométrico libre del molde de la prensa plegadora


Ajuste libre de altura igual (preajuste de altura del molde)
Objetivo: garantizar que los moldes superior e inferior tengan la misma altura en estado libre, para evitar errores de plegado o daños en el molde causados por una fuerza desigual.
1. Preparación
- Desconecte la alimentación del equipo, instale los moldes superior e inferior y fíjelos preliminarmente.

- Limpie el aceite o la suciedad de la superficie del molde y asegúrese de que la superficie de contacto esté plana.
2. Ajuste manual de altura
- Retire los moldes superiores de los lados izquierdo y derecho.

- Utilice un micrómetro o un detector láser para medir la altura de los puntos clave de los moldes superior e inferior (generalmente las cuatro esquinas y el centro).

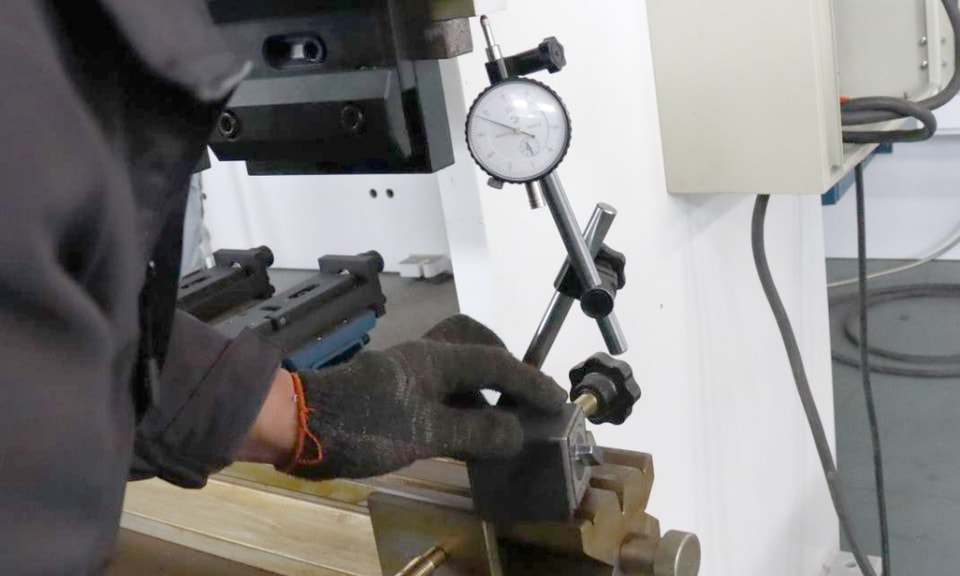
- Ajustando manualmente los pernos de igual altura (o calzas) en la base del molde, el error de altura de cada punto de medición de los moldes superior e inferior es ≤0,02 mm.

- Después de apretar el perno de ajuste, vuelva a medir para evitar desviaciones causadas por el aflojamiento.
3. Verificar la libertad y la altura
- Gire manualmente la máquina para observar si los moldes superior e inferior tienen un contacto uniforme al cerrarse.
- Utilice un calibrador de espesores para comprobar la holgura del molde después del cierre y asegurarse de que no haya sobreapriete local ni huecos.
<imgstyle="width:80%;padding:10px" src="https://cdn.singoo.website/websites/78f95a8f-15c5-4684-9279-12d3f5336a5e/1187/general/P68WNmsNB2MyThJ6/图片7.png" />
Precauciones
1. Operación segura: asegúrese de apagar la alimentación antes del ajuste y use guantes y gafas de protección.
2. Selección de herramientas: se recomiendan herramientas de medición de alta precisión (como micrómetros y detectores láser).
3. Verificación paso a paso: cada paso del ajuste debe verificarse mediante plegado de prueba para evitar errores acumulativos.
4. Diferencias entre equipos: distintos modelos de plegadoras pueden utilizar métodos de compensación mecánica o hidráulica, por lo que es necesario consultar el manual del equipo para el ajuste.
Mediante el ajuste del sistema según los pasos anteriores, se puede mejorar significativamente la precisión de plegado (error de ángulo ≤ 0,5°) y la vida útil del molde, y reducir el desperdicio de material y el desgaste del equipo. En la operación real, es necesario responder con flexibilidad según la experiencia; por ejemplo, para placas gruesas o materiales de alta resistencia, la cantidad de compensación de presión debe aumentarse adecuadamente.
Contáctenos
