- tel:+86-13222111178
- email:info@ntjugao.com






¿Cómo cambiar correctamente el molde en una dobladora de tubos?
¿Cómo cambiar correctamente el molde en una dobladora de tubos?

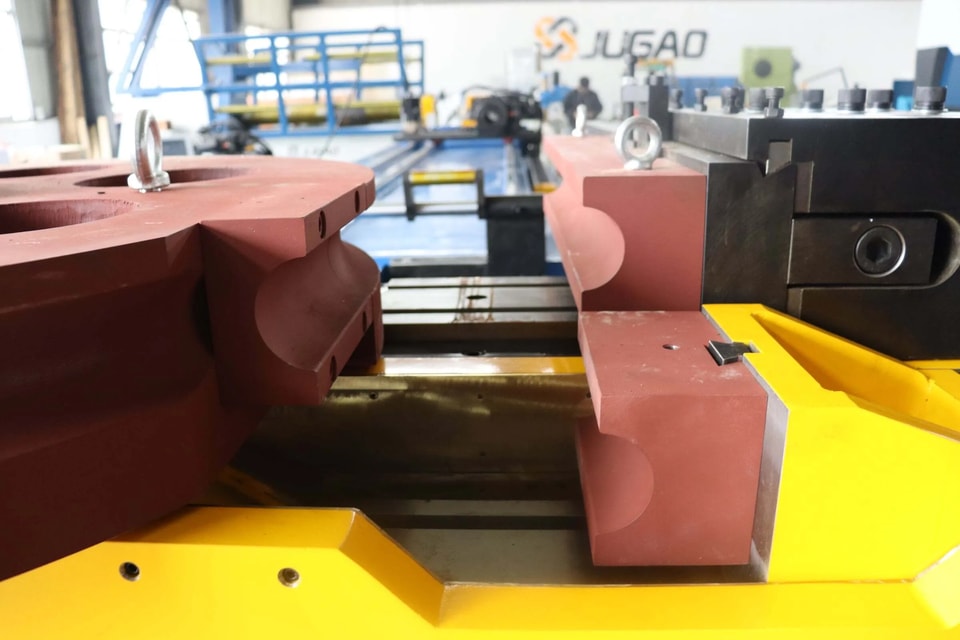
Cambiar los moldes en una dobladora de tubos es una operación habitual en la producción diaria. Sin embargo, unos métodos inadecuados pueden afectar la precisión del doblado, dañar los moldes o incluso provocar accidentes de seguridad. Un proceso de cambio de molde estandarizado y ordenado es la base para garantizar la estabilidad del equipo y la calidad del producto.

Preparación antes del cambio de molde:
Confirmar especificaciones: compruebe si el diámetro del tubo y el radio de curvatura del nuevo molde coinciden con el tubo que se va a procesar.
Limpieza y mantenimiento: limpie las manchas de aceite y las virutas metálicas del molde antiguo y del área de instalación. Compruebe si la superficie de trabajo del nuevo molde presenta rebabas u óxido.
Preparación de herramientas: llave Allen, llave de vaso, llave dinamométrica, barra de cobre, aceite especial para doblado de tubos, etc.
Operación segura: apague la alimentación del equipo y libere la presión del sistema hidráulico (realice la acción de retorno al origen o de descompresión).
Retirada del molde antiguo:
Molde de doblado: retire los pernos de fijación del molde de doblado y golpéelo suavemente con una barra de cobre para desacoplarlo del eje. Guarde los pernos y las arandelas en un lugar seguro.
Molde de sujeción: afloje los pernos de la base del molde de sujeción y retire el molde. Si la fuerza de sujeción ha provocado adherencia por uso prolongado, utilice una palanca para hacer palanca de forma uniforme.
Molde antiarrugas: afloje los tornillos de fijación de la base del molde antiarrugas y extraiga el molde antiarrugas siguiendo la dirección del carril guía.
Mandril: devuelva el mandril a la posición inicial, retire el pasador de unión o la tuerca de bloqueo del extremo de la varilla del mandril y extraiga el mandril por el extremo delantero o trasero (según el modelo de la máquina).
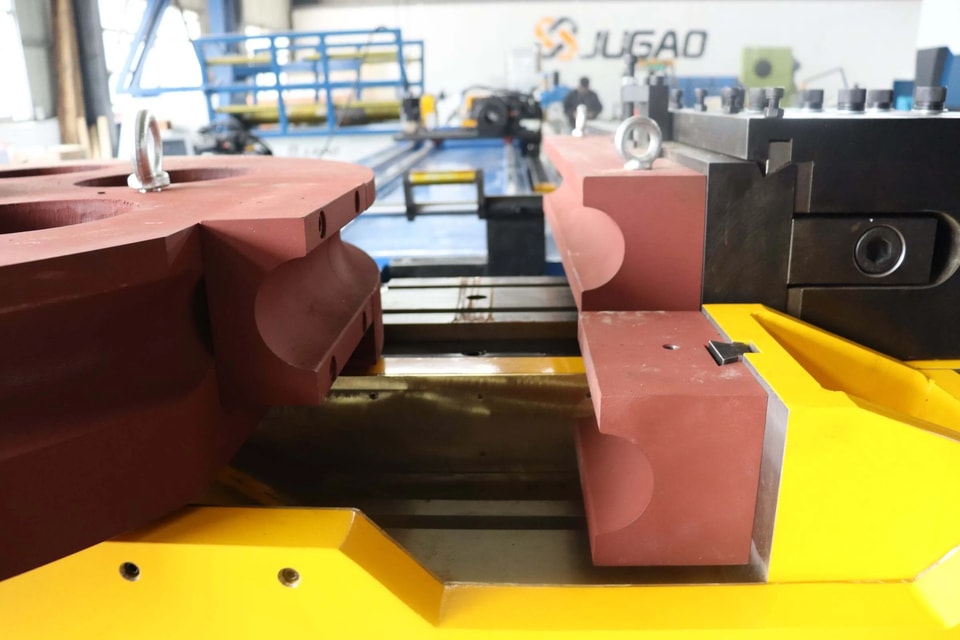
Instalación del nuevo molde de doblado:
Inserte el molde de doblado en el eje giratorio, asegurándose de que la chaveta de posicionamiento o el escalón de posicionamiento queden alineados. Aplique una pequeña cantidad de aceite antioxidante en la superficie de contacto. Apriete previamente los pernos en diagonal y luego apriételos al par especificado con una llave dinamométrica.
Molde de sujeción: instale el molde de sujeción, asegurándose de que la dirección de apertura del molde esté alineada con la ranura del molde de doblado. Después de una sujeción ligera, utilice un reloj comparador para comprobar la paralelidad y la coaxialidad del molde de sujeción y del molde de doblado, ajustando con calzas si es necesario.
Molde antiarrugas: inserte el molde antiarrugas en el carril guía y ajuste la posición de su borde delantero para que quede alineado con precisión con el punto tangente del molde de doblado. Ajuste la holgura para que encaje firmemente con el diámetro exterior del tubo sin atascarse (aproximadamente 0,1-0,2 mm).
Mandril: inserte el mandril en la posición guía del tubo y conecte la varilla del mandril. Ajuste la extensión del mandril: por lo general, el centro del primer casquillo esférico del mandril de cabeza esférica debe quedar entre 0,5 y 1,5 mm antes de la línea de corte del molde de doblado (según el espesor de pared del tubo).
Inspección y prueba de funcionamiento tras el cambio de molde:
Prueba sin carga: haga funcionar manualmente o a baja velocidad el brazo de doblado sin carga para confirmar que no haya interferencias ni ruidos anómalos.
Prueba de doblado de la primera pieza: Tome un tramo de tubo con las mismas especificaciones que el producto final, aplique aceite de doblado y realice una prueba de doblado.
Inspección de calidad: Verifique el ángulo, la ovalidad de la sección transversal y la presencia de arrugas o rayaduras en la pieza doblada de prueba. Si no cumple los requisitos, ajuste finamente la holgura de la matriz antipliegues o la posición del mandril.
Registro de parámetros: Anote en la tarjeta de proceso las especificaciones de la matriz, la posición del mandril y la posición de la matriz antipliegues para facilitar el cambio rápido de matriz la próxima vez.
Precauciones clave
Apriete los pernos en forma diagonal para evitar que una presión desigual deforme el molde.
Una extensión excesiva del mandril rayará la pared interna del tubo; una extensión insuficiente no evitará eficazmente la formación de arrugas.
Una holgura demasiado grande entre el molde antipliegues y el molde de doblado provocará arrugas; una holgura demasiado pequeña provocará rayaduras. Se requiere un ajuste fino cuidadoso.
Después de cambiar los moldes, limpie siempre la superficie del molde y aplique una cantidad adecuada de lubricante de doblado para evitar la fricción en seco.
Compruebe regularmente el desgaste del molde; si el desgaste supera la tolerancia, repárelo o sustitúyalo de inmediato.

Un procedimiento correcto de cambio de molde no solo garantiza la precisión del doblado de tubos, sino que también prolonga significativamente la vida útil de los moldes y del equipo.

Contáctenos
