- tel:+86-13222111178
- email:info@ntjugao.com






Cómo minimizar el retorno elástico en la plegadora
Cómo minimizar el retorno elástico en la plegadora

Tabla de contenido
• ¿Qué provoca un fuerte retorno elástico en la prensa plegadora?
• Ajuste del ángulo de sobreflexión en prensas plegadoras CNC
○ Paso 1: Determine el valor previsto del retorno elástico
○ Paso 2: Añada la compensación de ángulo en el sistema de control
• Ajuste de las herramientas para reducir el retorno elástico
○ Elegir la abertura correcta de la matriz en V
○ Optar por un radio de punzón más pequeño
• Aumentar la fuerza de plegado y dominar los métodos de plegado en fondo
○ Plegado al aire frente a plegado en fondo
• Consejos relacionados con el material para reducir el retorno elástico en el plegado de chapa
○ Consideraciones sobre acero de alta resistencia y acero inoxidable
○ El impacto de la dirección de la fibra y del laminado
• Calibración de la máquina y precisión del tope trasero
○ Verificación de la paralelidad del ariete
○ Calibración del sistema de tope trasero
• Preguntas frecuentes
○ ¿Por qué el retorno elástico en la prensa plegadora es más notable en el acero inoxidable?
○ ¿Cuál es la forma más eficaz de reducir el retorno elástico en la prensa plegadora sin sustituir las herramientas?
○ ¿Aumentar la tonelada siempre reduce el retorno elástico?
○ ¿Cómo calcular el retorno elástico con alta precisión?
• Conclusión
Lidiar con ángulos de plegado inconsistentes en los trabajos de chapa implica enfrentarse al molesto problema del retorno elástico de la prensa plegadora, un inconveniente que afecta a muchos operarios y los lleva a ajustar los ángulos una y otra vez sin comprender del todo por qué el metal vuelve a su forma original después de ser plegado. El retorno elástico es una característica física inherente del metal al doblarse, pero un retorno elástico excesivo está lejos de ser un problema irresoluble. Esta guía le mostrará estrategias prácticas, probadas en taller, para minimizar el retorno elástico en la prensa plegadora JUGAO, mejorar la precisión del plegado y obtener resultados consistentes y fiables en la producción diaria.
¿Qué provoca un fuerte retorno elástico en la prensa plegadora?
Antes de abordar el retorno elástico en la prensa plegadora, es fundamental llegar a la raíz de por qué se vuelve excesivo en las operaciones de plegado de chapa.
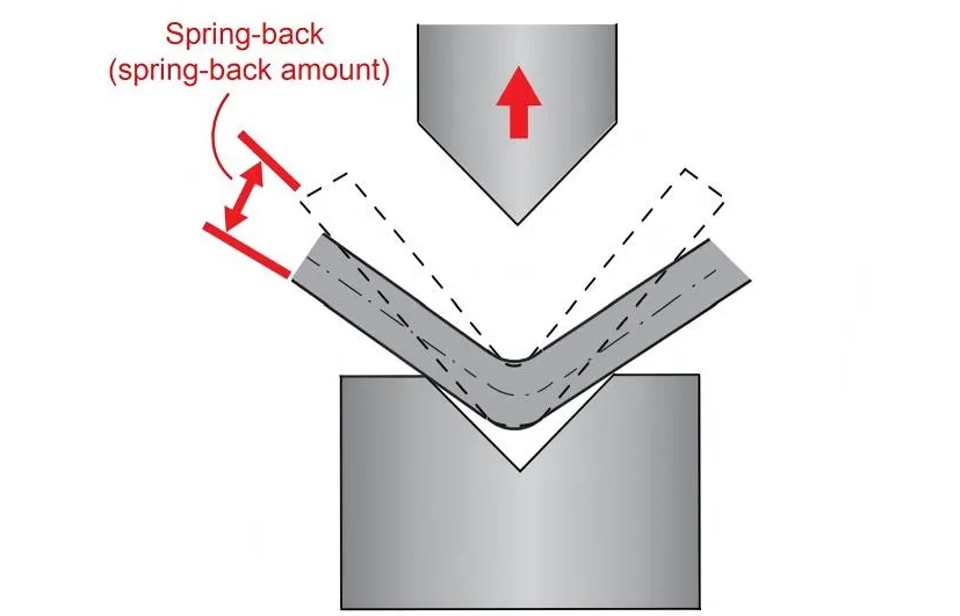
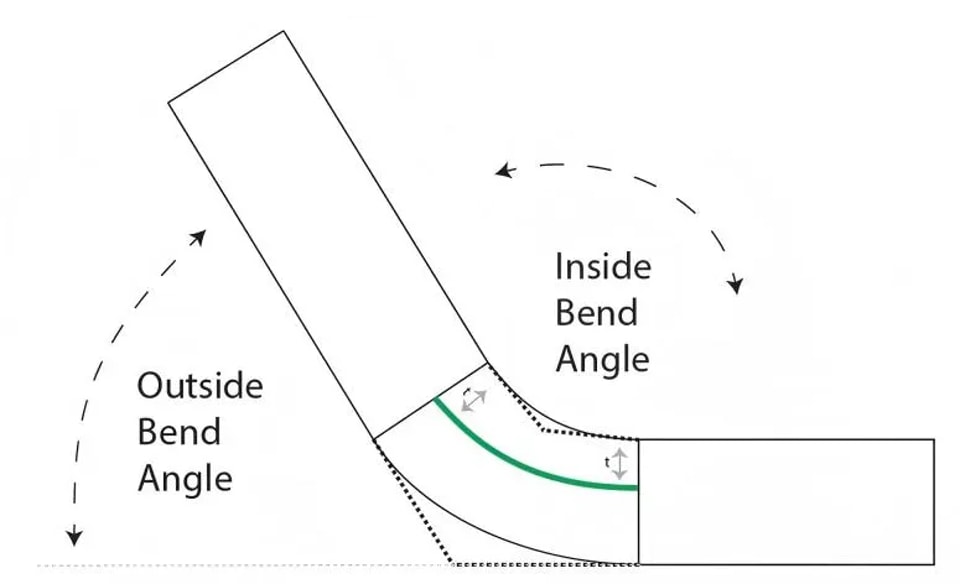
El retorno elástico ocurre porque el metal experimenta una recuperación elástica una vez que se retira la fuerza de plegado. Cuanto mayor sea la resistencia del material y mayor sea el radio de doblado, más acusado será el efecto del retorno elástico.
Los principales factores que contribuyen son:
• Materiales con alta resistencia a la tracción (por ejemplo, acero inoxidable y acero de alta resistencia)
• Aberturas de matriz en V excesivamente anchas
• Fuerza de doblado aplicada insuficiente
• Selección incorrecta del radio del punzón
• Programación de ángulos defectuosa en sistemas de plegadora CNC
Al identificar el factor principal detrás del retorno elástico en una tarea de mecanizado específica, puede aplicar soluciones específicas en lugar de hacer ajustes aleatorios de ángulo que ofrecen pocos resultados.
Ajuste del ángulo de sobreflexión en prensas plegadoras CNC
El sobrecurvado controlado es una de las formas más sencillas y eficaces de minimizar el retorno elástico en la plegadora.
Paso 1: Determine el valor previsto del retorno elástico
La fórmula para calcular el valor del retorno elástico es: Δθ=θi(【E−kσyE)Ri+KntRi+Knt−1】
Empiece realizando una prueba de doblado con el material exacto y el espesor requerido para el trabajo. Después de medir el ángulo real de doblado con un calibre digital de ángulos, compárelo con el ángulo preprogramado: la diferencia entre ambos es el valor de retorno elástico que debe compensar.
Por ejemplo, si programa un doblado de 90° pero el ángulo real medido es de 92°, deberá aplicar una compensación por sobrecurvado de aproximadamente 2°.
Paso 2: Añada la compensación de ángulo en el sistema de control
Los sistemas de control CNC modernos, como Delem, le permiten ajustar los ángulos de doblado directamente desde la interfaz de control. En lugar de hacer ajustes manuales cada vez que ejecuta un trabajo, introduzca el valor de compensación calculado en el programa; esto garantiza resultados consistentes, especialmente en series de producción donde la repetibilidad es clave.
Este método destaca en escenarios de producción en masa, donde mantener ángulos de doblado uniformes no es negociable.
Ajuste de las herramientas para reducir el retorno elástico
La selección correcta de las herramientas es un factor decisivo para minimizar el retorno elástico en la plegadora, y una mala elección de herramientas es una causa común del retorno elástico excesivo.
Elegir la abertura correcta de la matriz en V
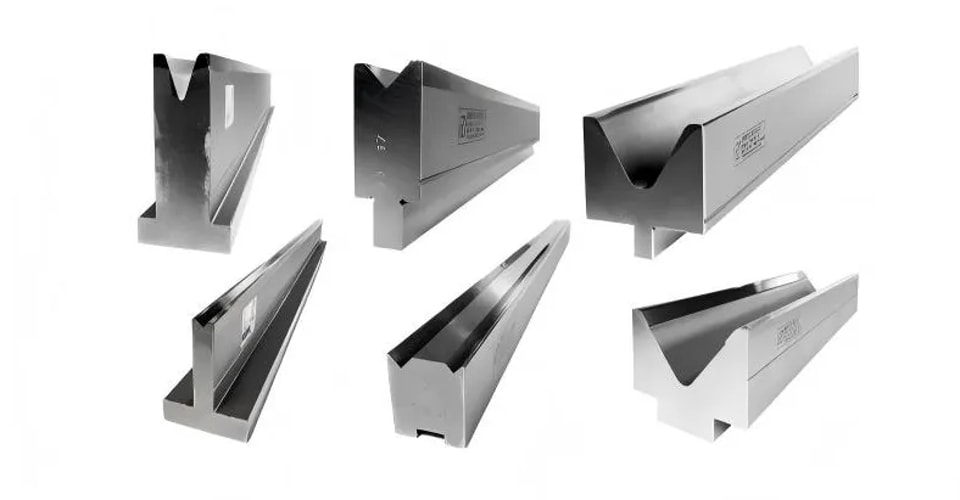
Un error frecuente en el doblado de chapa es utilizar una abertura de matriz en V demasiado ancha. Una abertura en V mayor genera un radio de doblado más grande, lo que a su vez amplifica el retorno elástico.
Aquí tiene una regla probada para seleccionar aberturas de matriz en V:
• Para el acero dulce, una abertura en V de 6 a 8 veces el espesor del material es ideal.
• Para el acero inoxidable, reduzca ligeramente la abertura en V para controlar mejor la recuperación elástica del material y disminuir el retorno elástico.
Optar por un radio de punzón más pequeño
Un radio de punta del punzón más pequeño aumenta la deformación plástica del metal durante el doblado, lo que reduce la parte de recuperación elástica que provoca el retorno elástico. Dicho esto, es importante encontrar un equilibrio: un radio de punzón demasiado pequeño aumenta el riesgo de agrietamiento del material, especialmente cuando se trabaja con aceros de alta resistencia.
Aumentar la fuerza de plegado y dominar los métodos de plegado en fondo
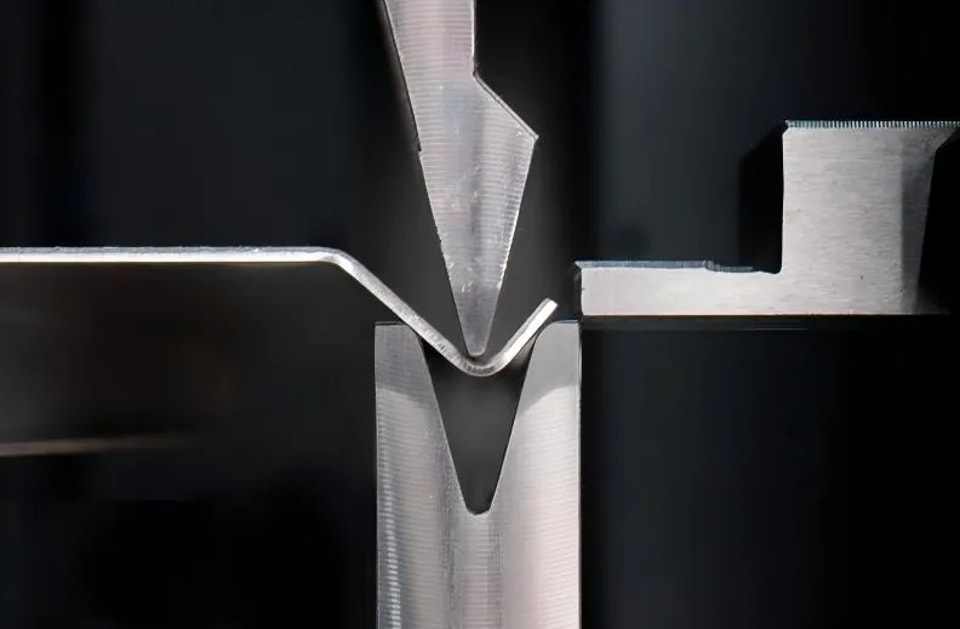
Aumentar la profundidad de penetración del punzón en la matriz es otra estrategia muy eficaz para frenar el exceso de retorno elástico en la plegadora.
Plegado al aire frente a plegado en fondo
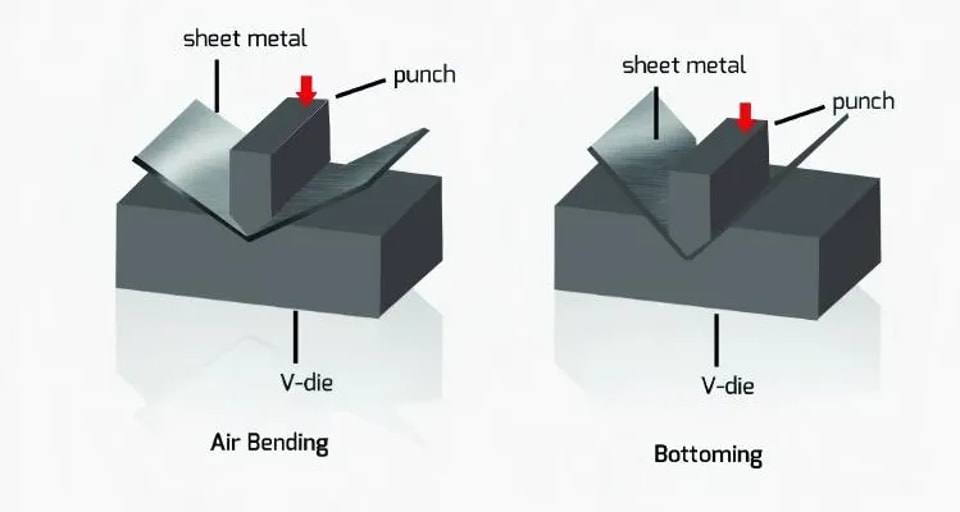
El doblado al aire tiende a producir más retorno elástico porque el material no se fuerza por completo dentro de la cavidad de la matriz durante el proceso de doblado.
Cuando las especificaciones del proyecto lo permitan, cambiar a cualquiera de estos métodos puede reducir drásticamente el retorno elástico:
• Fondo
• Coinado
El coinado es especialmente eficaz para minimizar el retorno elástico porque obliga al material a sufrir una deformación plástica más allá de su límite elástico. Sin embargo, este método requiere un tonelaje mayor y que la plegadora tenga suficiente capacidad de carga.
Antes de usar el fondo o el coinado, calcule siempre el tonelaje requerido con una tabla de fuerza de doblado para evitar sobrecargar la máquina y provocar daños.
Consejos relacionados con el material para reducir el retorno elástico en el plegado de chapa
Los distintos materiales de chapa presentan comportamientos diferentes durante el proceso de doblado, y cada uno tiene un rango típico de retorno elástico que conviene tener en cuenta:
• Acero inoxidable 304: de 2 a 3 grados
• Aluminio blando: de 1,5 a 2 grados
• Acero laminado en frío: de 0,75 a 1,0 grado
• Acero laminado en caliente: de 0,5 a 1,0 grado
• Cobre y latón: de 0,00 a 0,5 grado
Consideraciones sobre acero de alta resistencia y acero inoxidable
Estos materiales tienen un límite elástico más alto que el acero dulce, lo que se traduce directamente en un mayor retorno elástico en la plegadora.
Al doblar acero de alta resistencia o acero inoxidable, siga estos pasos para minimizar el retorno elástico:
• Reduzca la abertura de la matriz en V
• Aumente el valor de compensación por sobrecurvado
• Asegúrese de que el tope trasero esté posicionado con absoluta precisión
• Realice varias pruebas de doblado antes de iniciar la producción en masa
El impacto de la dirección de la fibra y del laminado
También es esencial comprobar la dirección de la fibra del material al planificar un doblado. Doblar el material perpendicular a su dirección de laminado no solo reduce el riesgo de agrietamiento, sino que también mejora la uniformidad del ángulo de doblado, minimizando aún más la variación del retorno elástico.
El control del material suele pasarse por alto en el doblado de chapa, pero influye de forma significativa en la precisión final del doblado y en el grado de recuperación elástica.
Calibración de la máquina y precisión del tope trasero

Incluso la utillaje más óptima y una compensación de ángulo perfectamente calculada no reducirán la recuperación elástica si la prensa plegadora no está correctamente calibrada y mantenida.
Verificación de la paralelidad del ariete
Si el carro de la prensa plegadora no está paralelo a la mesa de trabajo, un lado de la pieza doblada presentará más recuperación elástica que el otro, lo que provocará ángulos inconsistentes. Compruebe regularmente la paralelidad del carro con un calibre de precisión para detectar y corregir este problema a tiempo.
Calibración del sistema de tope trasero
Un posicionamiento incorrecto del tope trasero modifica la longitud de la pestaña que se está doblando, lo que interrumpe indirectamente la uniformidad del ángulo de doblado y agrava los problemas de recuperación elástica. Dominar la calibración del sistema de tope trasero de una prensa plegadora es, por tanto, esencial para reducir las variaciones de doblado y la recuperación elástica.
Un mantenimiento constante de la máquina y una calibración regular son clave para minimizar los errores acumulativos de doblado que contribuyen a una recuperación elástica excesiva.
Preguntas frecuentes
¿Por qué el retorno elástico en la prensa plegadora es más notable en el acero inoxidable?
El acero inoxidable tiene una mayor resistencia a la tracción y una elasticidad superior a la del acero dulce, lo que significa que experimenta una recuperación elástica más pronunciada después de retirar la fuerza de doblado, dando lugar a una recuperación elástica más severa.
¿Cuál es la forma más eficaz de reducir el retorno elástico en la prensa plegadora sin sustituir las herramientas?
La solución más práctica es aplicar una compensación controlada por sobre-doblado en el controlador CNC: para ello, primero se realizan pruebas de doblado, se mide la recuperación elástica real y, a continuación, se introduce el valor de compensación correspondiente en el programa.
¿Aumentar la tonelada siempre reduce el retorno elástico?
No necesariamente. Aumentar la tonelaje para incrementar la profundidad de penetración puede ayudar a reducir la recuperación elástica, pero un tonelaje excesivo puede dañar el utillaje de la prensa plegadora e incluso la propia máquina. El uso de técnicas controladas de aplastado en fondo o acuñado es un enfoque más eficaz y seguro para minimizar la recuperación elástica.
¿Cómo calcular el retorno elástico con alta precisión?
El método más fiable consiste en realizar una prueba de doblado con el material y el espesor reales de producción, medir el ángulo final doblado con un medidor digital de ángulos y comparar esta medición con el ángulo preprogramado. La diferencia numérica entre ambos es el valor exacto de compensación que debe utilizar.
Conclusión
La recuperación elástica en la prensa plegadora es un fenómeno físico inevitable en el doblado de chapa, pero una recuperación elástica excesiva es totalmente controlable. Al comprender las propiedades únicas de los materiales con los que trabaja, seleccionar el utillaje adecuado, aplicar una compensación precisa por sobre-doblado y garantizar que la prensa plegadora esté correctamente calibrada y mantenida, puede mejorar drásticamente la precisión del doblado y lograr resultados de producción uniformes.
Si tiene dificultades con ángulos de doblado inestables o recibe reclamaciones de calidad relacionadas con la recuperación elástica, empiece por analizar los factores raíz que provocan esa recuperación elástica excesiva en lugar de hacer ajustes ciegos y repetidos en sus programas CNC. Si necesita asesoramiento profesional sobre selección de utillaje, cálculo de tonelaje o ajustes de compensación CNC, no dude en ponerse en contacto con nuestro equipo técnico. Siempre estamos a su disposición para ayudarle a lograr resultados de doblado estables y de alta precisión en todos sus proyectos de chapa.
Contáctenos
