- tel:+86-13222111178
- email:info@ntjugao.com






¿El radio de curvado de su dobladora de tubos es incorrecto? No ajuste solo el programa; primero compruebe estas áreas.
¿El radio de curvado de su dobladora de tubos es incorrecto? No ajuste solo el programa; primero compruebe estas áreas.

Cuando el radio de los tubos doblados fluctúa o no coincide con los planos, la primera reacción de muchas personas es modificar el programa. Sin embargo, a menudo el problema no está en el programa, sino en las siguientes áreas.

1. Selección incorrecta del radio de la matriz de doblado– La trampa más básica
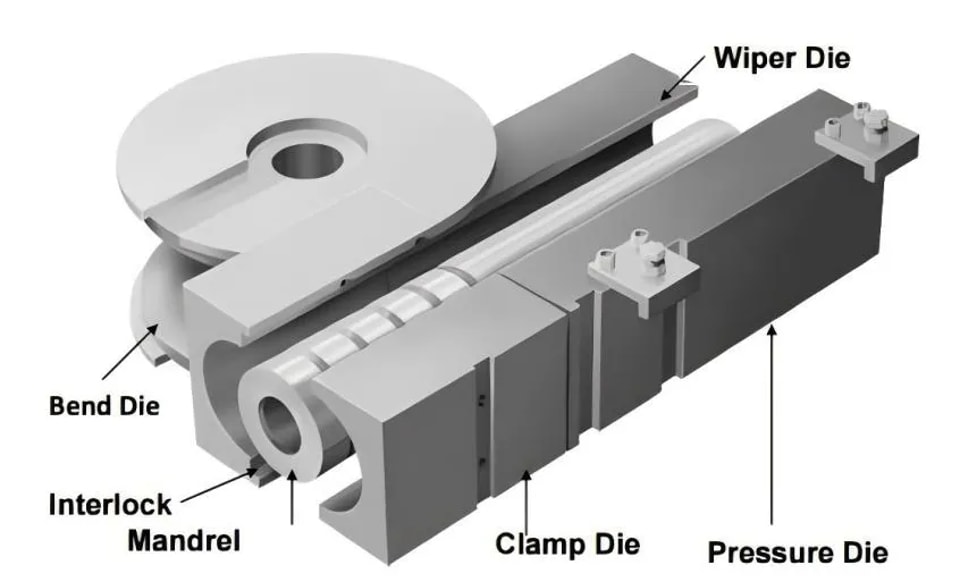
El radio de la garganta de la matriz de doblado determina el radio de curvatura del tubo. Utilizar la matriz incorrecta hará inútiles todos los ajustes.
Solución: Asegúrese de que el valor R de la matriz coincida con el plano. Si cambia el diámetro del tubo, también debe cambiar la matriz; no haga concesiones.
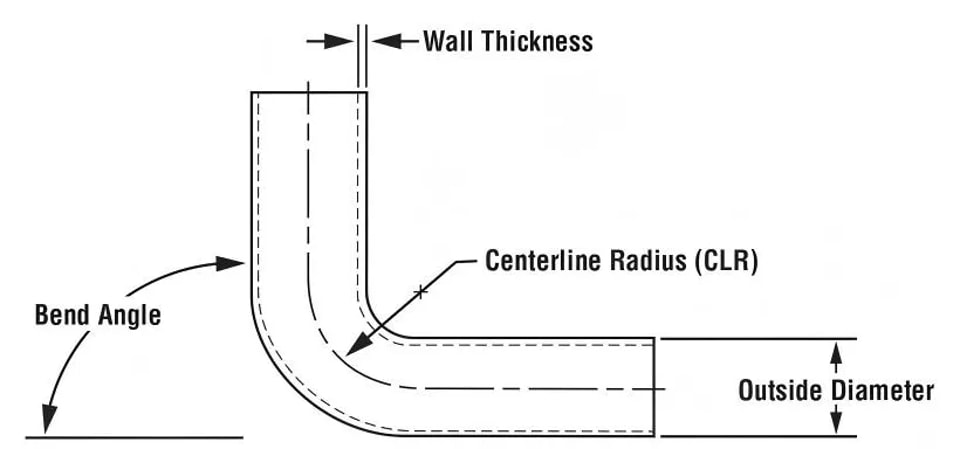
2. Compensación insuficiente del retorno elástico– Incompatibilidad del material
El tubo recuperará ligeramente su forma después del doblado, lo que da como resultado un radio real mayor que el de la matriz. El acero de alta resistencia y el acero inoxidable presentan un retorno elástico especialmente notable.
Solución: Mida el radio real después de una prueba de doblado y aumente el ángulo de doblado en el programa (por ejemplo, doblar de 90° a 92°). Registre los valores de compensación del retorno elásticopara distintos materiales para su uso futuro.
3. Posición incorrecta del mandril– Los radios pequeños inevitablemente se aplastarán
En tubos de pared delgada con una relación R/D inferior a 3, el lado interior se aplastará inevitablemente sin mandril o con una extensión insuficiente del mandril, lo que provocará un radio deformado.
Solución: Alinee el centro de la primera rótula del mandril de bola con el punto tangente de la matriz de doblado 0,5-1,5 mm antes de éste. Si se extiende demasiado, rayará la pared interior; si se extiende demasiado poco, no proporcionará soporte. 4. Exceso de separación entre la matriz antipliegues y la matriz de doblado– Desviación del radio tras el arrugado
El arrugado interior altera el flujo del material y provoca que el radio real de doblado se desvíe.
Solución: Ajuste la separación entre la matriz antipliegues y la matriz de doblado a 0,1-0,2 mm (el grosor de una hoja de papel A4), asegurando un ajuste ceñido sin atascos.
5. Fuerza de sujeción insuficiente– Deslizamiento del tubo
Si la fuerza de sujeción es insuficiente, el tubo se desliza dentro de la matriz de doblado, dando como resultado un radio de doblado mayor que el establecido.
Solución: Aumente gradualmente la presión de sujeción hasta que no queden marcas de deslizamiento en la superficie del tubo. Al mismo tiempo, limpie la superficie de trabajo de la matriz de sujeción.
6. Velocidad de dobladoDemasiado alta– Deformación insuficiente
Una velocidad excesiva impide un flujo uniforme del material, lo que provoca un radio inestable.
Solución: Reduzca la velocidad al 30%-50%, especialmente en los doblados de radio pequeño.
7. Desgaste de la matriz– Pérdida de precisión en matrices antiguas
El desgaste de la garganta de la matriz de doblado reduce el ajuste del tubo, lo que naturalmente da como resultado un radio inexacto.
Solución: Inspeccione regularmente las superficies de trabajo del molde; si el desgaste supera la tolerancia, repárelo o sustitúyalo.
Secuencia rápida de resolución de problemas
1. Verifique el valor R del molde→ 2. Mida el retorno elástico y corrija la sobrecurvatura→ 3. Ajuste la posición del mandril→ 4. Ajuste la holgura de la matriz antipliegues→ 5. Compruebe la fuerza de sujeción→ 6. Realice una prueba de doblado a baja velocidad→ 7. Sustituya el molde desgastado
Si el radio de doblado no es preciso, hay un 70% de probabilidad de que el problema esté en el molde y el mandril; no se limite a centrar la atención en ajustar el programa.
Contáctenos
