- tel:+86-13222111178
- email:info@ntjugao.com






Conceptos clave del plegado de chapa
Conceptos clave del plegado de chapa

En el plegado de chapa metálica, deben tenerse en cuenta varios conceptos de diseño en relación con las dimensiones finales de la pieza. Antes de explorar estas ideas clave, conviene comprender algunos términos fundamentales:
l Eje neutro:Una línea imaginaria dentro del metal que no se estira ni se comprime durante el plegado.
l Zona de tracción:La región en el exterior del pliegue donde el material se estira.
l Zona de compresión:La región en el interior del pliegue donde el material se comprime.
l Línea de plegado:La línea recta o curva a lo largo de la cual se realiza el plegado.
l Longitud de ala:La longitud de la sección plana que se extiende desde la línea de plegado.
A continuación se explican los principales conceptos de diseño y fabricación.
Radio de plegado
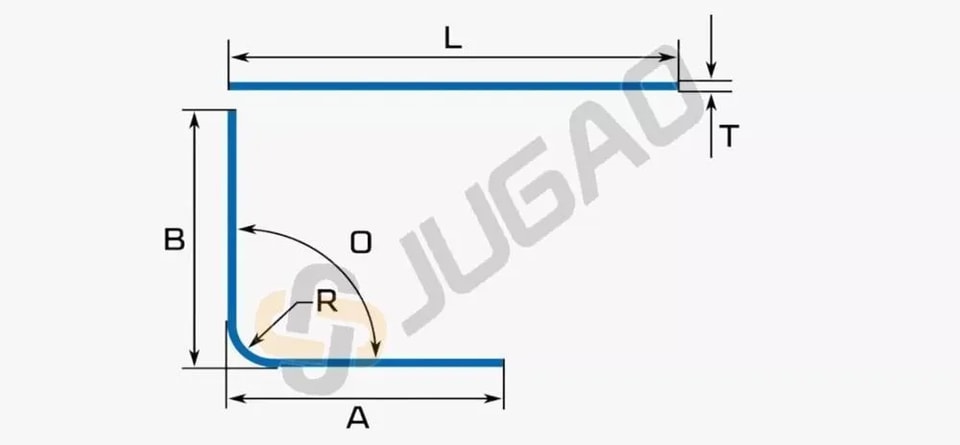
El radio de plegado es el radio interior de curvatura que se forma al doblar la chapa. Es una variable de diseño principal que afecta la precisión dimensional, la resistencia, la forma y la integridad estructural.
Cada material y espesor tiene unradio mínimo de plegado—un límite por debajo del cual el plegado resulta imposible sin causar daños. Como regla general, el radio mínimo de plegado debe ser al menos igual al espesor del material.
Radio mínimo de curvatura (R<sub>mín</sub>) = Espesor del material (t)
Descuento por doblado
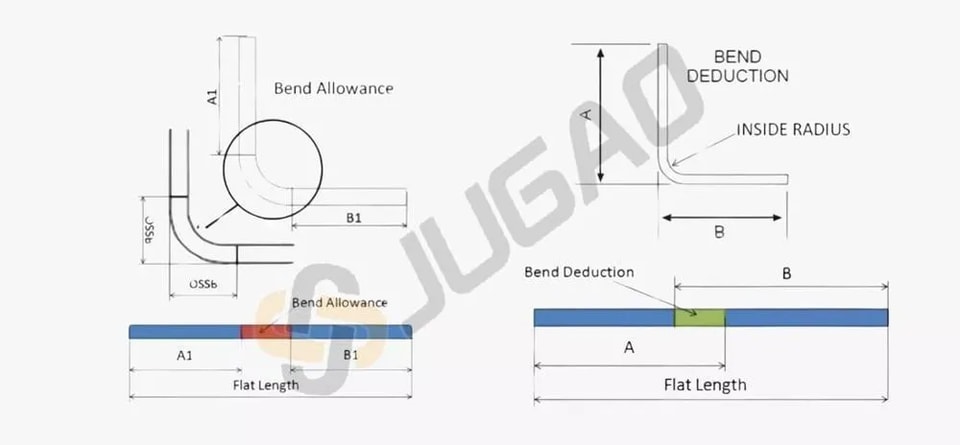
Durante el doblado, el material en la zona de curvatura se estira, lo que hace que la longitud total desplegada de la pieza sea ligeramente menor que la suma de sus alas.Descuento por dobladoes la cantidad que debe restarse de la longitud total desplegada para lograr las dimensiones finales deseadas después del doblado.
Descuento por doblado = 2 × (Retracción exterior – Margen de doblado)
Calcular con precisión el descuento por doblado es esencial para lograr la longitud correcta de la pieza y las especificaciones requeridas. El valor del descuento depende del tipo de material, el espesor y el radio de doblado.
Margen de doblado
El margen de doblado es la longitud de material necesaria para formar la parte curva del doblez a lo largo del eje neutro. Cuando se dobla una chapa, la cara interior se comprime y la exterior se estira, pero el eje neutro mantiene una longitud constante.
El margen de doblado tiene en cuenta el espesor del material, el ángulo de doblado, el método de doblado y elfactor K. Representa la longitud del arco del eje neutro entre las dos alas.
Factor K
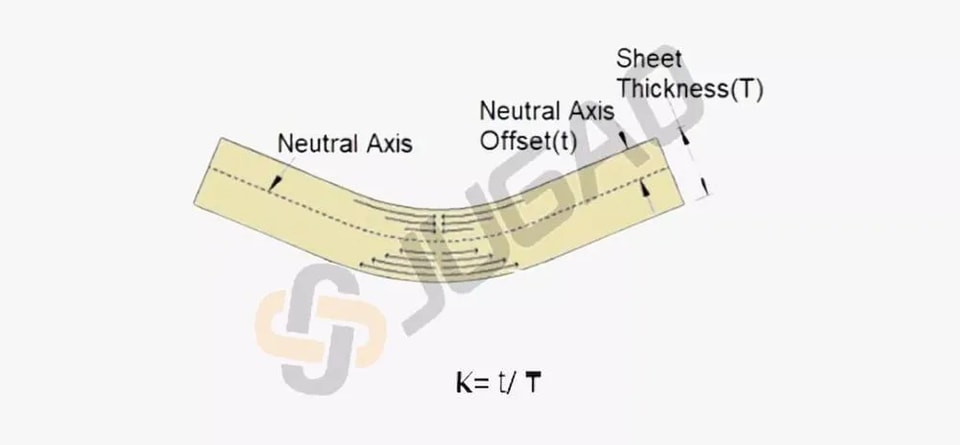
El factor K es un parámetro clave en el diseño de chapa metálica, definido como la relación entre el desplazamiento del eje neutro y el espesor del material. Por lo general, oscila entre 0 y 1 (comúnmente entre 0,25 y 0,5 en la práctica). Por ejemplo, un factor K de 0,3 significa que el eje neutro se sitúa al 30 % del espesor desde la superficie interior del doblez.
El factor K ayuda a estimar cuánto se estira o se comprime el material y se utiliza para calcular el margen de doblado. Los valores recomendados varían según el material y el radio de doblado.
Alivio de doblado
Un alivio de doblado es una pequeña muesca o corte realizado al final de una línea de doblado para evitar que el material se rasgue o se deforme. Es esencial para mantener la integridad estructural y la precisión dimensional, especialmente cuando un doblez no se extiende por toda la pieza.
Los alivios de doblado no son necesarios para dobleces que van completamente de un borde a otro. Se utilizan cuando el doblez se detiene dentro de la chapa, para evitar la concentración de tensiones.
Regla de diseño:
Ancho mínimo del alivio ≥ Espesor del material (t)
Profundidad mínima del alivio ≥ t + Radio de doblado (R) + 0,5 mm
Un concepto relacionado esalivio de esquina, que es un corte realizado en líneas de doblado que se intersectan para permitir esquinas limpias y evitar grietas.
Retorno elástico
Después de liberar la fuerza de doblado, el metal tiende a volver parcialmente a su forma original debido a la recuperación elástica; esto se conoce comoretorno elástico. Afecta al ángulo y al radio finales del doblado, por lo que los diseños deben compensarlo para lograr precisión.
El retorno elástico depende de las propiedades elásticas del material, el radio de doblado y el método de doblado. Los materiales con mayor límite elástico presentan un mayor retorno elástico.
Secuencia de plegado
La secuencia de doblado es el orden en que se forman múltiples dobleces en una sola chapa. Una secuencia bien planificada evita interferencias con las herramientas, deformaciones de la pieza y problemas de manipulación. Por lo general, los dobleces se realizan de fuera hacia dentro, y los más simples o grandes se forman antes que los más complejos. La secuencia también debe ajustarse a las herramientas disponibles y a las capacidades de la máquina.
Dirección de la fibra
Los metales tienen una estructura cristalina de grano como resultado de su proceso de fabricación (por ejemplo, el laminado). La orientación de estos granos afecta a la capacidad de doblado.
Para reducir el riesgo de grietas, especialmente con dobleces cerrados o ciertos materiales, la línea de doblado debe orientarseperpendiculara la dirección de la fibra. Doblar en paralelo a la fibra aumenta la probabilidad de fracturas.
Contáctenos
