- tel:+86-13222111178
- email:info@ntjugao.com






Proceso de soldadura láser - Parámetros
Proceso de soldadura láser - Parámetros

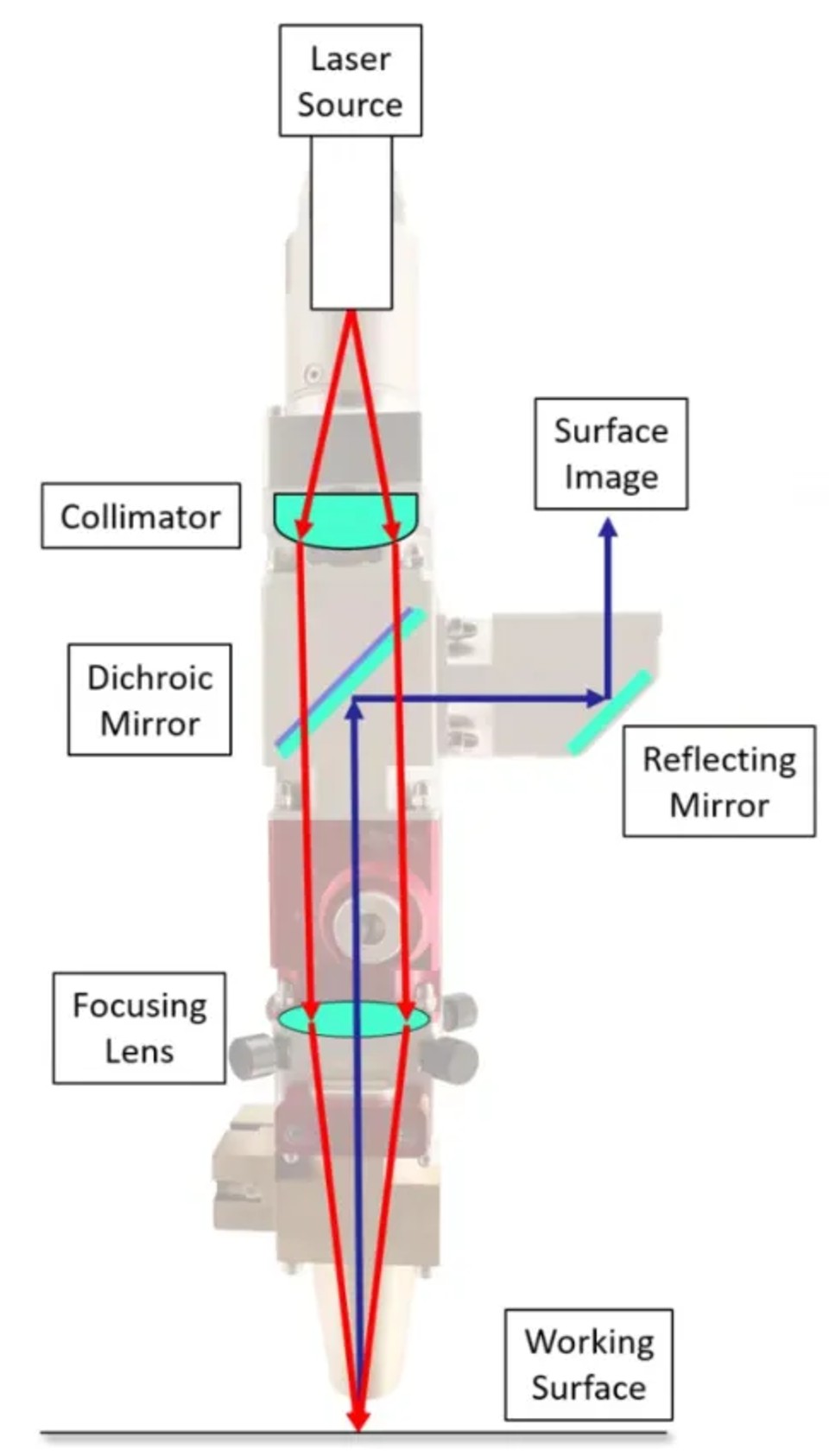
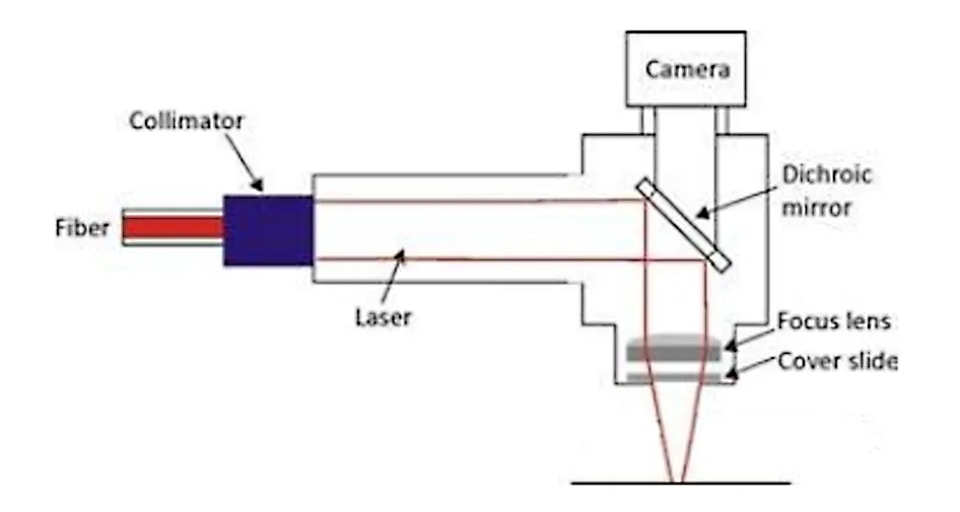
Un sistema de soldadura láser consta de un láser, una fibra óptica de transmisión, un cabezal de enfoque y colimación o un galvanómetro, etc. La luz que sale de la fibra óptica es divergente y debe colimarse en luz paralela mediante una lente colimadora y luego enfocarse con una lente de enfoque (efecto de lupa). Los parámetros clave durante la depuración del proceso láser incluyen: potencia, velocidad, cantidad de desenfoque y gas de protección.
En términos generales, antes de determinar los parámetros de una pieza, primero es necesario definir la velocidad de procesamiento. Esto requiere comunicarse con el cliente para determinar la velocidad según sus necesidades. Por ejemplo, si existen requisitos de tiempo de ciclo de producción y de rendimiento, la velocidad aproximada puede determinarse a la inversa. Después, se pueden hacer ajustes del proceso en función de ello.

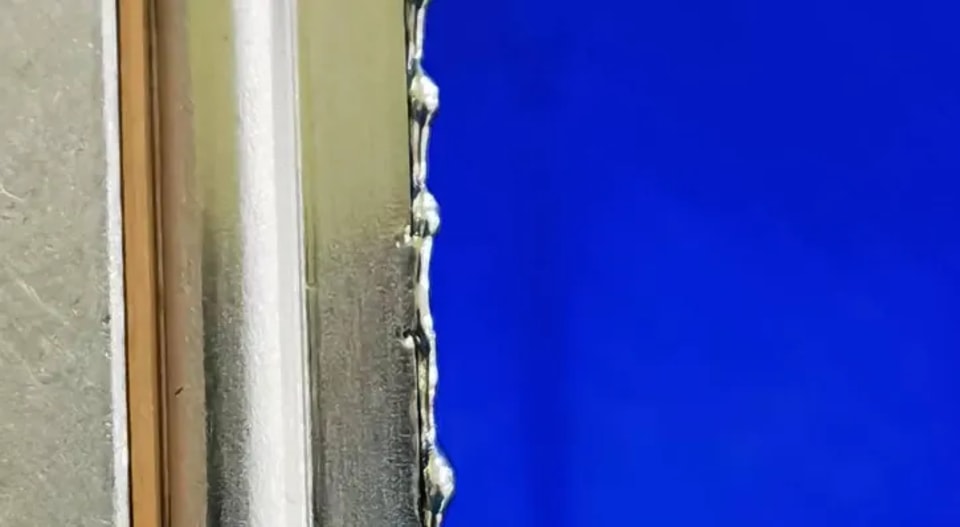
Por lo general, una velocidad excesiva dará como resultado una característica en forma de V, como se muestra en la imagen.
Potencia: se refiere a la potencia de soldadura láser, normalmente configurada mediante la forma de onda. La soldadura láser es un proceso de conversión de energía que implica aporte y absorción de calor. Por ello, controlar la forma de onda y la potencia requiere amplia experiencia. Los distintos materiales, espesores, tipos de soldadura y equipos presentarán variaciones. Para lograr un rendimiento óptimo, debe prestarse mucha atención a la energía; los cambios en la forma de onda afectan la variación de la energía unitaria. El software suele incluir este ajuste, que puede supervisarse para acumular conocimiento sobre cómo los distintos materiales afectan los cambios de energía. El control de grietas suele requerir más experiencia. Las características metalográficas correspondientes a la potencia en la soldadura de costura recta son la profundidad y el ancho de la soldadura. Si la profundidad y el ancho son demasiado pequeños, aumente la energía; si son demasiado grandes, redúzcala.
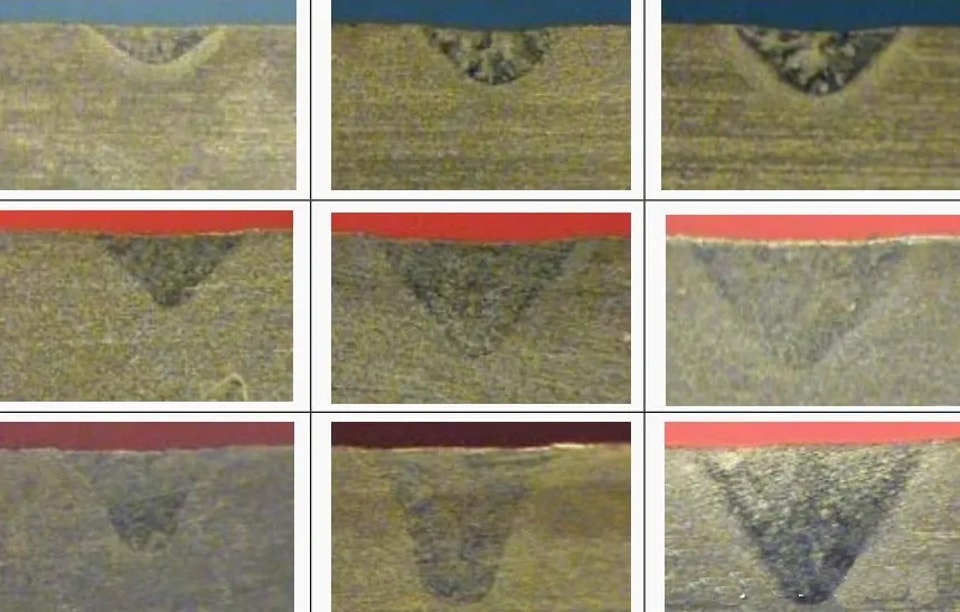
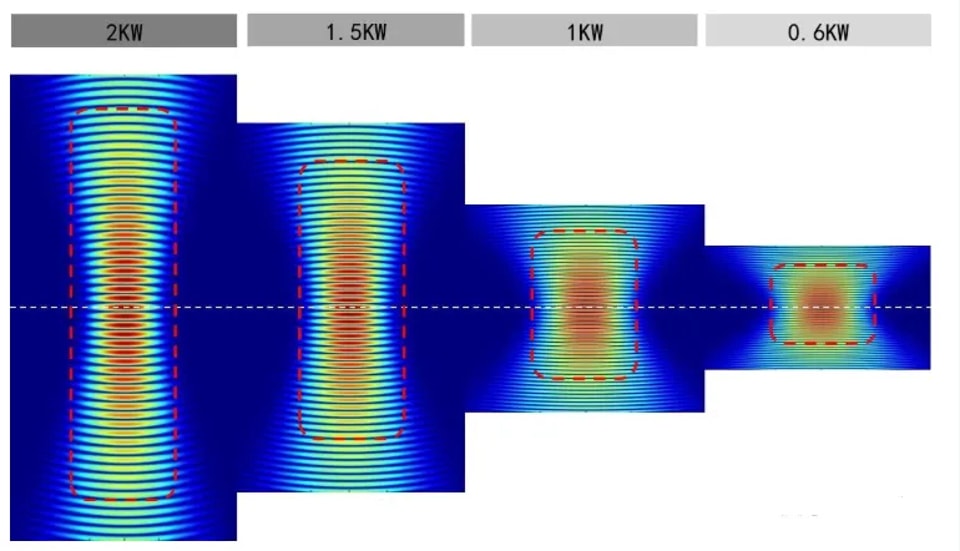
Los diferentes niveles de potencia afectan directamente la profundidad de fusión, como se muestra en la figura, que es un diagrama metalográfico de la profundidad de fusión a distintos niveles de energía.

Una energía insuficiente suele dar lugar a soldaduras parciales o incompletas, como se muestra en la imagen. Solo se funde una ligera capa superficial, con una penetración muy superficial, lo que dificulta cumplir los requisitos del proceso.
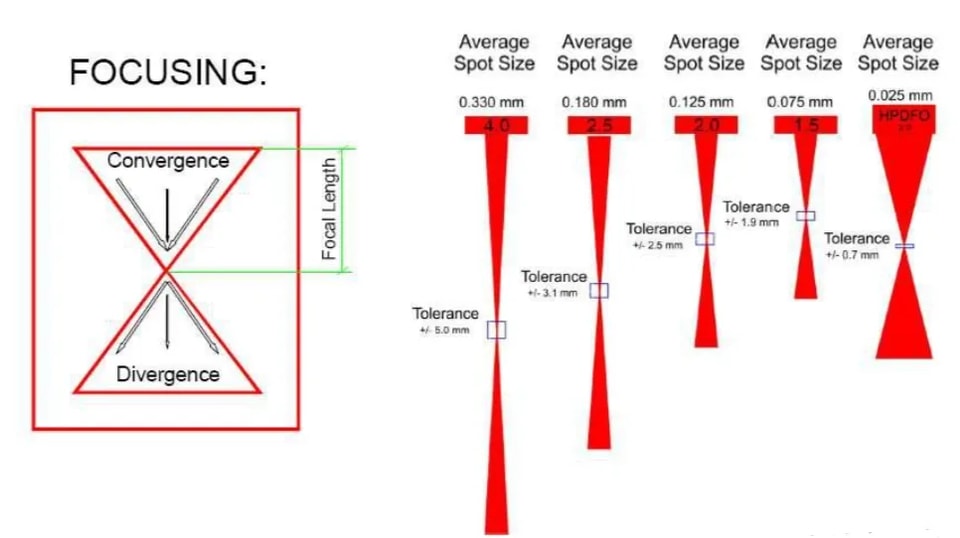
Desenfoque: en primer lugar, la energía unitaria del haz láser no es uniforme en cada posición. La energía se concentra al máximo en el punto focal, lo que da como resultado el tamaño de punto más pequeño (área de acción láser menor, energía más concentrada). Por lo tanto, todos los ajustes de parámetros solo tienen sentido después de determinar el punto focal. Encontrar el punto focal es, por tanto, crucial y una tarea técnicamente exigente.
Gas de protección: existen muchos tipos de gases de protección. En las líneas de producción industrial, normalmente se utiliza nitrógeno para controlar los costos, mientras que el argón es el gas principal empleado en los laboratorios. También se usan helio y otros gases inertes. Por lo general, estos dos se utilizan en situaciones especiales. Debido a que la soldadura láser es un proceso de reacción de alta temperatura y muy intenso, el metal se funde y se evapora. El metal es extremadamente activo a altas temperaturas y, en cuanto entra en contacto con el oxígeno, produce una reacción violenta, generando gran cantidad de salpicaduras y una superficie de soldadura áspera e irregular. Por ello, el gas de protección se utiliza para crear un entorno libre de oxígeno en una zona pequeña (cerca del baño de fusión) y evitar reacciones de oxidación violentas que provoquen soldaduras deficientes y una superficie exterior áspera.
Si el gas protector es excesivo, expulsará el baño de fusión; si es insuficiente, no podrá proteger eficazmente el baño de fusión del oxígeno. Debe ajustarse con flexibilidad según las condiciones de trabajo in situ.
Contáctenos
