- tel:+86-13222111178
- email:info@ntjugao.com






Velocidad de soldadura láser, potencia del láser y espesor del material
Velocidad de soldadura láser, potencia del láser y espesor del material

La relación entre la velocidad de soldadura láser, la potencia y el espesor del material es crucial para determinar la calidad y la eficiencia de los procesos de soldadura. Estos tres factores (velocidad de soldadura, potencia láser y espesor del material) son interdependientes y deben optimizarse para lograr soldaduras resistentes y sin defectos. Comprender cómo interactúan es vital para industrias como la automotriz, la aeroespacial y la manufacturera, donde la precisión y la integridad del material son fundamentales.
Introducción básica a la máquina de soldadura láser
La máquina de soldadura láser utiliza pulsos láser de alta energía para calentar localmente el material en un área pequeña; mediante la conducción del calor, funde el material y logra la soldadura. Su principio de funcionamiento incluye principalmente los siguientes aspectos:
l Enfoque óptico: la máquina de soldadura láser utiliza el haz láser generado por el láser y, a través de lentes, espejos y otros componentes ópticos, concentra la energía láser en el punto de soldadura.
l Conducción del calor: cuando el haz láser incide sobre la superficie de la pieza, la energía láser es absorbida y convertida en energía térmica. Esta energía térmica se transfiere gradualmente a lo largo de la parte conductora de metal de la unión soldada mediante conducción de calor, elevando su temperatura.
l Fusión y mezcla: cuando la superficie metálica alcanza una temperatura suficientemente alta, el metal comienza a fundirse y forma un baño de fusión. Bajo la acción del haz láser, el baño de fusión se expande y se mezcla rápidamente para lograr la unión del metal.
l Enfriamiento y solidificación: después de detener el haz láser, el baño de fusión se enfría gradualmente y forma una unión soldada durante el proceso de solidificación. Durante este proceso, las moléculas del metal se reorganizan y cristalizan para formar una unión soldada resistente.
Ventajas de la máquina de soldadura láser
l Alta precisión: puede alcanzar una precisión de soldadura a nivel micrométrico, especialmente adecuada para las necesidades de soldadura de estructuras miniatura y complejas.
l Alta velocidad: especialmente en el modo de soldadura por penetración profunda, debido a la concentración de la energía láser, el baño es pequeño y profundo, lo que se traduce en una alta velocidad de soldadura y una gran eficiencia de producción.
l Pequeña deformación: en comparación con los métodos de soldadura tradicionales, la soldadura láser tiene una menor entrada de calor y una influencia menor sobre el material circundante, lo que ayuda a reducir la deformación después de la soldadura.
l Pequeña zona afectada por el calor: puede reducir el daño térmico a los materiales circundantes y mejorar la calidad de las uniones soldadas.
Potencia, velocidad y espesor del material en la soldadura láser
1. Alimentación de potencia de soldadura láser
La potencia láser es el factor decisivo para determinar la profundidad de penetración de la soldadura y la entrada total de energía durante la soldadura. Determina el calor necesario para fundir los materiales base y formar el baño de soldadura. Para placas más gruesas, por lo general se necesita una mayor potencia láser para lograr una profundidad de penetración suficiente, mientras que los materiales más finos pueden protegerse de una fusión excesiva o de la perforación con ajustes de potencia más bajos.
l Mayor potencia: puede lograr una penetración más profunda, adecuada para soldar materiales más gruesos. Sin embargo, si la potencia sobre la placa delgada es demasiado alta, provocará inestabilidad del pequeño orificio, salpicaduras e incluso defectos de perforación.
l Menor consumo de potencia: más adecuada para placas delgadas, ya que ofrece un mejor control y evita el sobrecalentamiento que puede provocar deformación o fusión del material.
La potencia láser debe seleccionarse cuidadosamente según el espesor del material para garantizar una fusión adecuada y sin defectos.

2. Velocidad de soldadura
La velocidad de soldadura se refiere a la rapidez con la que un láser avanza a lo largo de una unión soldada. Afecta la entrada de calor por unidad de longitud y es un factor clave para determinar la calidad de la soldadura. Existe una relación directa entre la velocidad de soldadura y la potencia láser, ya que aumentar una de ellas normalmente requiere ajustar la otra para mantener el rendimiento de soldadura deseado.
l Mayor velocidad de soldadura: reduce la entrada de calor por unidad de longitud de soldadura, lo que resulta beneficioso para materiales delgados y evita el sobrecalentamiento y la deformación. Sin embargo, si la velocidad es demasiado alta para una determinada potencia, la soldadura puede carecer de penetración, lo que da lugar a uniones débiles o fusión incompleta.
l Reducir la velocidad de soldadura: aumenta la entrada de calor para fundir más y penetrar más profundamente en el sustrato. Esto es ventajoso para placas más gruesas, pero puede causar sobrecalentamiento de materiales delgados o un flujo excesivo del metal fundido.
Utilizar la mejor velocidad de soldadura es fundamental para equilibrar la entrada de calor y evitar defectos de soldadura comunes (como porosidad, grietas o deformación).
3. Espesor del material
El espesor de los materiales de soldadura desempeña un papel crucial a la hora de determinar la potencia requerida y las velocidades de soldadura permitidas. Las placas más gruesas requieren más calor para lograr una penetración completa, lo que significa que el láser debe operar a niveles de potencia más altos y puede necesitar reducir la velocidad de soldadura para permitir suficiente tiempo de absorción del calor. Por el contrario, las placas más delgadas exigen menos potencia y mayores velocidades para evitar una entrada de calor excesiva que podría provocar fusión o perforación.
l Placas más gruesas: se requiere más energía para lograr una penetración completa. El láser debe proporcionar mayor potencia y la velocidad de soldadura debe ser más lenta para transferir suficiente energía al material.
l Placas más delgadas: se requiere menos energía, por lo que la potencia láser puede reducirse y la velocidad de soldadura aumentarse. Los materiales delgados son más propensos a la deformación relacionada con el calor, por lo que el control preciso de estas variables es fundamental.
La interacción entre fuerza, velocidad y espesor
La relación entre la velocidad de soldadura láser, la potencia y el espesor de la chapa es un acto de equilibrio. Para cada espesor de material existe una combinación óptima de potencia láser y velocidad de soldadura para garantizar una alta calidad de soldadura, una profundidad de penetración correcta y defectos mínimos.
Por ejemplo, al soldar placas gruesas de acero, aumentar la potencia láser sin ajustar la velocidad de soldadura puede dar lugar a una entrada de calor excesiva, lo que provoca defectos como deformaciones o cordones de soldadura demasiado anchos. Por el contrario, reducir la velocidad de soldadura sin aumentar la potencia podría hacer que la soldadura sea demasiado profunda, con el riesgo de sobrecalentar el material. En materiales delgados, una potencia excesiva combinada con una velocidad de soldadura lenta podría provocar una fusión excesiva o la perforación del material.
Relación entre la velocidad de soldadura láser y el espesor de la placa
Las placas gruesas requieren una velocidad de soldadura más lenta
Al soldar placas más gruesas con láser, el material requiere más calor para lograr una penetración completa y garantizar una resistencia adecuada de la unión. Por lo tanto, es crucial reducir la velocidad de soldadura para permitir suficiente tiempo para que el haz láser transfiera calor a través de todo el espesor del material. Si la velocidad de soldadura es demasiado alta, la energía láser no penetrará por completo, lo que puede dar lugar a una profundidad de penetración insuficiente, soldaduras discontinuas o resistencia de unión inadecuada.
l Placa gruesa (>6 mm): la velocidad de soldadura debe ser lenta para garantizar que la energía láser pueda penetrar por completo todo el espesor de la placa y formar una soldadura estable y de alta resistencia.
Las placas delgadas pueden soldarse más rápido
En comparación con las placas gruesas, los materiales de chapa delgada (menos de 2 mm) requieren menos calor, lo que permite que los láseres penetren más fácilmente todo el espesor. Esto posibilita velocidades de soldadura más altas que evitan eficazmente el sobrecalentamiento o la fusión excesiva, evitando así la deformación por soldadura o la perforación. Además, las velocidades de soldadura más altas pueden mejorar significativamente la eficiencia general.
l Placa delgada (<2 mm): la velocidad de soldadura debe ser rápida para reducir la deformación, la perforación y otros defectos de soldadura causados por el sobrecalentamiento del material.
Efecto de la potencia láser sobre la velocidad de soldadura y el espesor de la placa
La potencia del láser determina el aporte de energía durante la soldadura. Los láseres de alta potencia proporcionan una mayor salida de calor, por lo que son ideales para soldar materiales más gruesos, mientras que los láseres de baja potencia son más adecuados para placas delgadas. Al seleccionar la velocidad de soldadura, es fundamental ajustar la potencia del láser al espesor de la placa para garantizar una penetración adecuada sin provocar sobrecalentamiento del material.
Soldadura láser de alta potencia para placas gruesas
Al soldar placas más gruesas, se requiere una mayor potencia láser para asegurar una transferencia de calor suficiente al material y formar un baño de fusión estable. Combinada con una menor velocidad de soldadura, la energía del láser puede calentar el material de forma uniforme durante un periodo de tiempo más prolongado para garantizar la profundidad de fusión.
l Soldadura de placa gruesa de 6 kW (10 mm): la velocidad de soldadura suele estar entre 0,5 y 1,2 m/min.
Soldadura láser de baja potencia para placas delgadas
En la soldadura de placas delgadas, una menor potencia y velocidades más altas ayudan a evitar el sobrecalentamiento y la deformación de la soldadura. Por lo general, cuando la potencia del láser está en el rango de 2 a 3 kW, se pueden procesar placas de menos de 2 mm de espesor.
l Soldadura de placa delgada de 2 kW (1 mm): la velocidad de soldadura suele estar entre 5 y 10 m/min.
Tabla comparativa de potencia y velocidad de la máquina de soldadura láser
A continuación, se presenta una comparación de la potencia de la máquina de soldadura láser y la velocidad de soldadura en distintas condiciones de espesor de placa:
Espesor del material (mm) | Potencia láser (kW) | Velocidad de soldadura (m/min) |
1.0 | 2.0 | 7.0 |
2.0 | 3.0 | 4.5 |
4.0 | 4.0 | 2.5 |
6.0 | 6.0 | 1.2 |
8.0 | 8.0 | 0.8 |
10.0 | 10.0 | 0.6 |
l Placa delgada (1-2 mm): la combinación de baja potencia (2-3 kW) y alta velocidad de soldadura (5-10 m/min) es adecuada para este tipo de soldadura, ya que garantiza una operación rápida sin generar calor excesivo.
l Placa media y gruesa (4-6 mm): una potencia media (4-6 kW) combinada con una velocidad de soldadura media (1-3 m/min) puede garantizar la profundidad de fusión y evitar una zona afectada por el calor excesiva.
l Placas gruesas (>6 mm): para placas gruesas, utilice alta potencia (8-10 kW) combinada con una soldadura lenta (0,5-1 m/min) para garantizar que el calor penetre suficientemente en el material y forme una unión de alta resistencia.
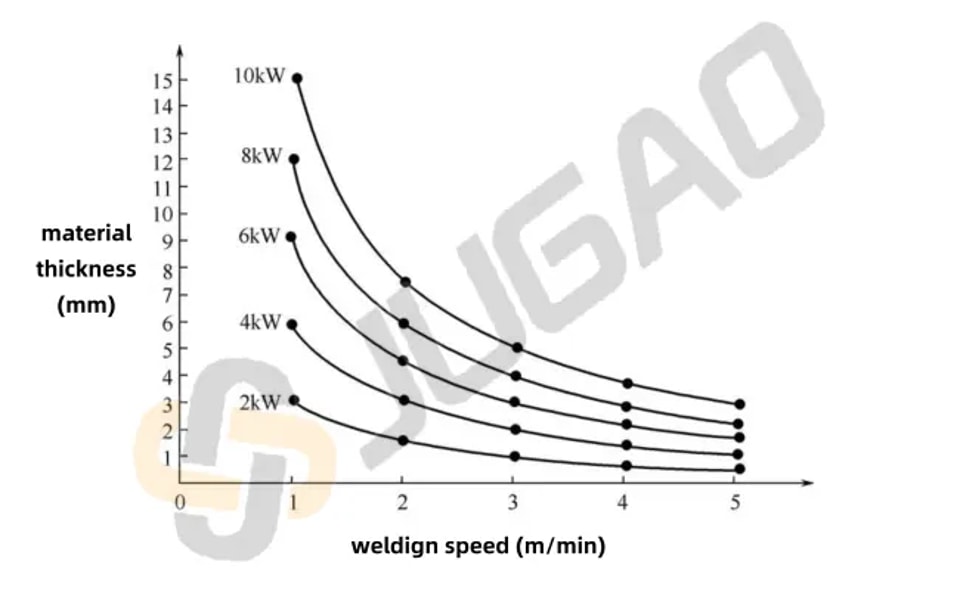
Gráfico de potencia, espesor y velocidad de soldadura láser
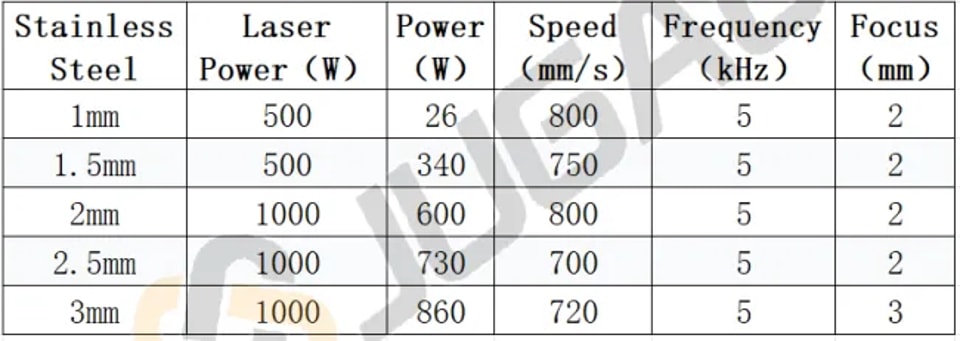
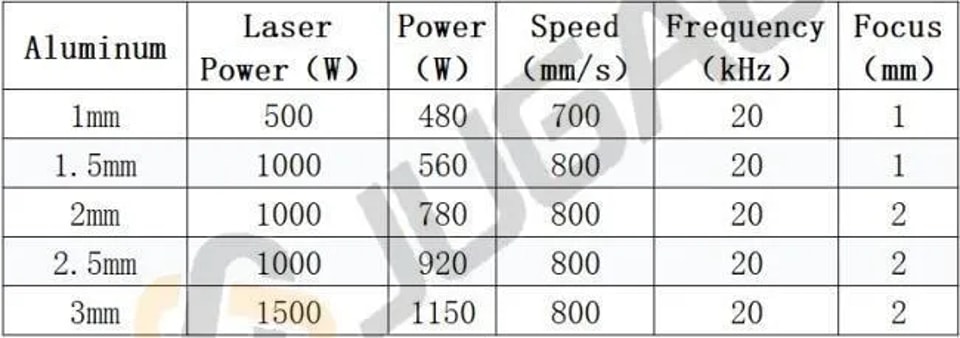
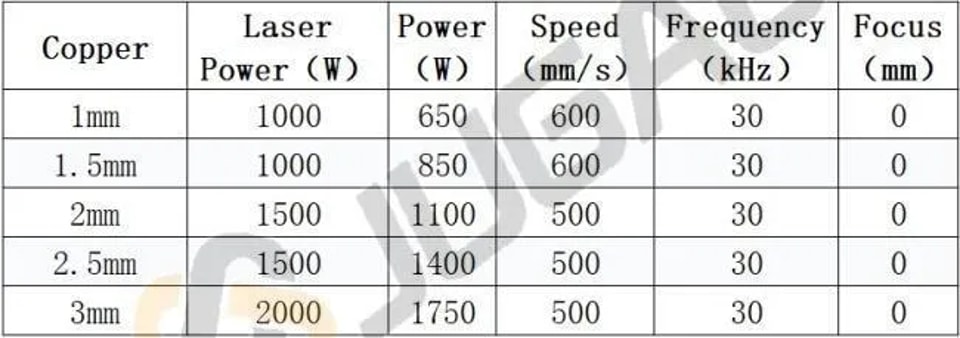
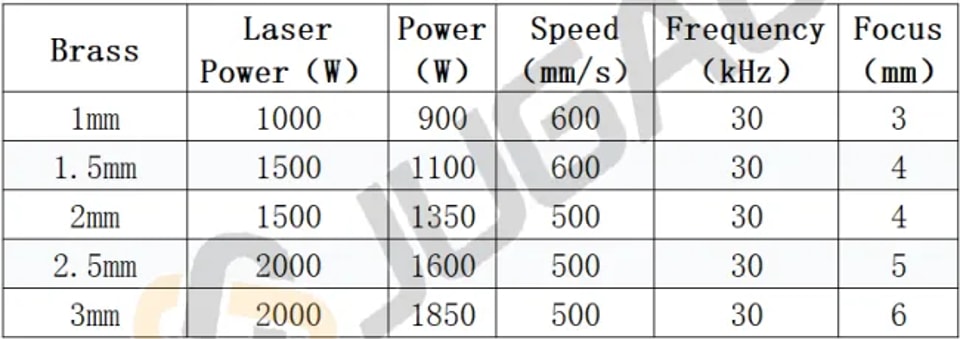
La soldadura láser es una tecnología de unión de precisión que ofrece soldaduras de alta velocidad y alta calidad para distintos espesores de metal. La relación entre la potencia del láser, el espesor del material y la velocidad de soldadura es fundamental para lograr resultados óptimos. Este es un gráfico completo que detalla estos parámetros para los materiales más comunes.
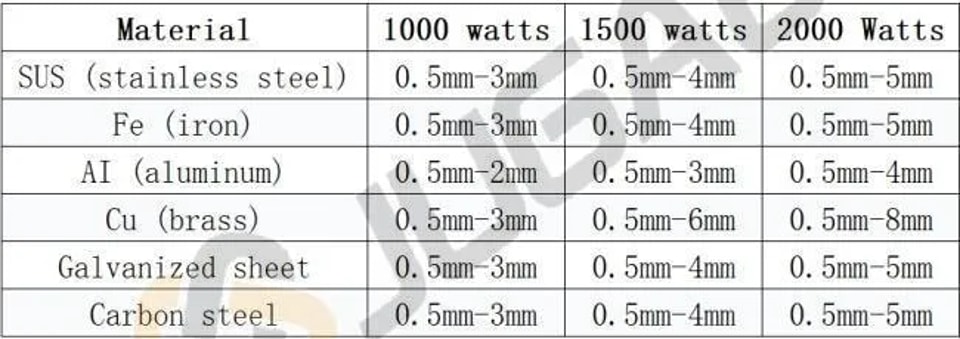
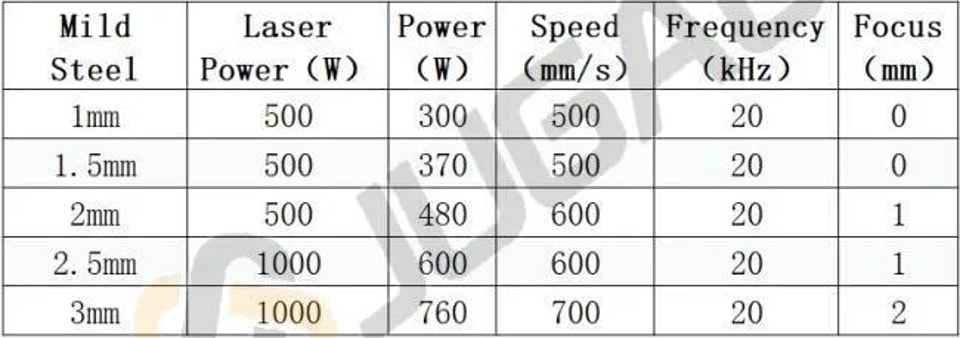
Acero dulce
Acero inoxidable
Aluminio
Cobre
Metal amarillo
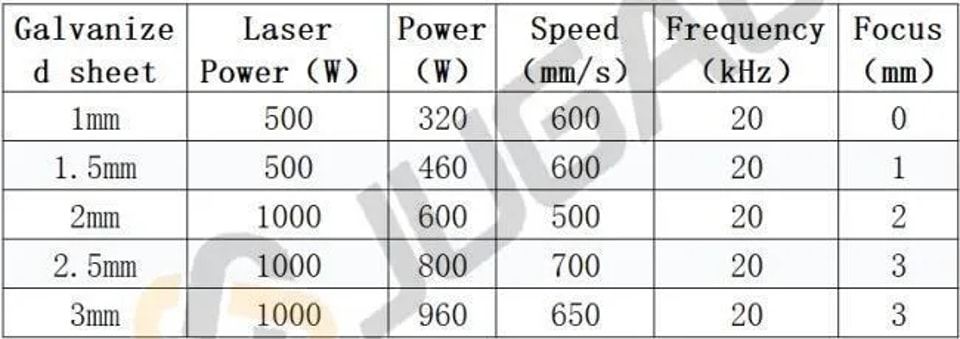
Achapado galvanizado
Conclusión
En resumen, las placas más gruesas suelen requerir mayor potencia y velocidades de soldadura más lentas, mientras que los materiales más delgados necesitan menor potencia y velocidades de soldadura más altas. Este delicado equilibrio garantiza un uso eficiente de la energía y una calidad de soldadura superior. Comprender estas interrelaciones permite a los fabricantes optimizar sus procesos para aplicaciones, materiales y espesores específicos, logrando soldaduras más resistentes y fiables con menos defectos.
Contáctenos
