- tel:+86-13222111178
- email:info@ntjugao.com






Maximizando la eficiencia de plegado con ESA S630
Maximizando la eficiencia de plegado con ESA S630

Programación
En el ámbito del plegado de chapa, la programación ESA S630 es un factor clave de productividad. Este artículo detalla cómo sus funciones avanzadas agilizan las operaciones de plegado, desde la secuenciación precisa hasta la reducción de los tiempos de ciclo. Diseñada tanto para veteranos del CNC como para principiantes, esta guía ofrece las ideas clave necesarias para aprovechar la ESA S630 y lograr la máxima eficiencia operativa y rendimiento.
Lista completa de programas de plegado
La programación ESA S630 ofrece un conjunto completo de programas especializados diseñados para optimizar las operaciones de plegado en una amplia variedad de aplicaciones. A continuación, se presenta una descripción general de los tipos de programas disponibles y sus respectivos usos:
1. Gestión de la lista de programas:
Acceda a la lista de programas a través del menú dedicado. Este directorio centralizado ofrece una visión estructurada de todos los programas almacenados, con la posibilidad de ver los datos detallados de cada programa directamente al situar el cursor sobre cualquier entrada.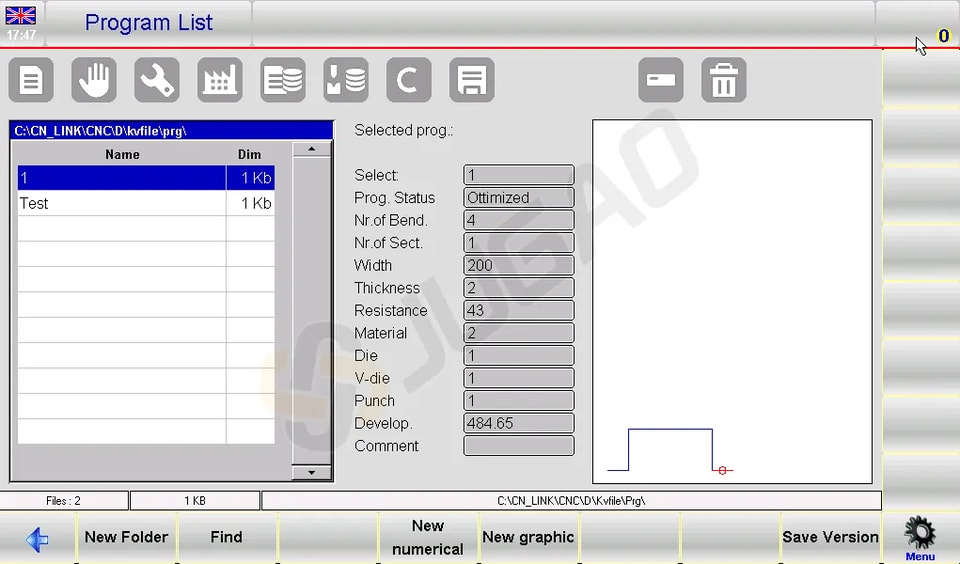
Utilice la barra de desplazamiento para navegar por la lista de manera eficiente.
2. Creación y personalización de programas:
l Nueva carpeta: Organice sus programas creando nuevas carpetas para una gestión más sencilla.
l Nuevos programas numéricos y gráficos: Configure nuevos programas basados en datos numéricos o gráficos visuales, mejorando la precisión y la visualización en operaciones complejas.
l Funciones de copia y cambio de nombre: Duplique rápidamente programas con nuevos nombres, lo que permite modificaciones y adaptaciones sencillas a requisitos de plegado específicos.
l Vista previa y edición de programas:
Active las vistas previas de los programas para visualizar los programas gráficos. Esta función puede desactivarse si se prefiere una vista simplificada. Realice ediciones como cambiar el nombre o copiar directamente desde el menú, agilizando el proceso de gestión.
3. Copia de seguridad y transferencia de datos:
Guarde los programas en un dispositivo USB para transferirlos entre diferentes máquinas o como copia de seguridad. Esta función garantiza que sus operaciones de plegado cuenten siempre con soporte, independientemente de la ubicación.
Guarde o elimine varios programas simultáneamente mediante las opciones dedicadas, garantizando una gestión eficiente de los datos.
Para cambiar la unidad de trabajo usando ESA S630 Programming, siga estos pasos:
l Pulse el botón para acceder a laLista de programas.
l Vaya a laMenúpulsando el botón correspondiente.
l Seleccione la opción 5 paraCambiar unidad de trabajo.
l Use el dedo para elegir una unidad de trabajo de la lista mostrada.
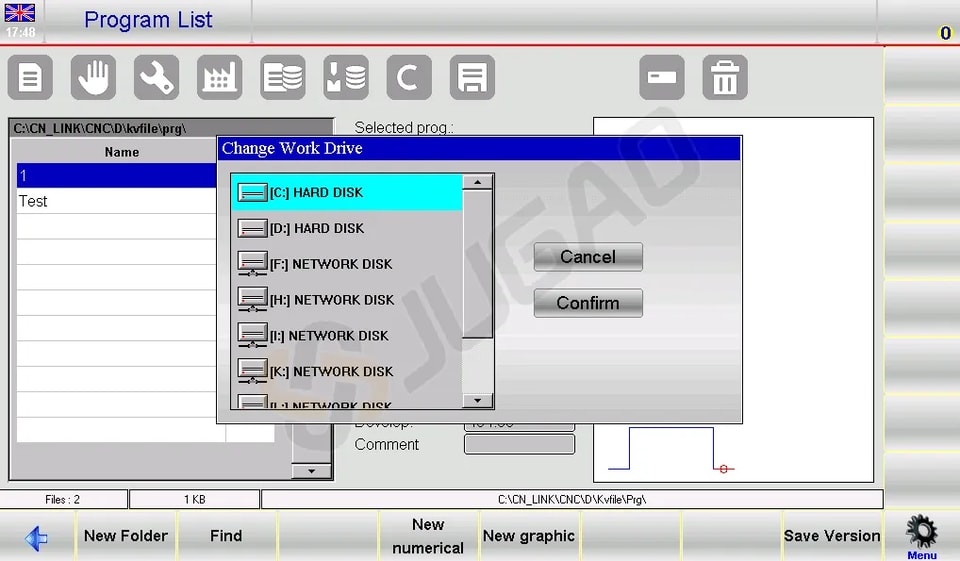
Esta secuencia garantiza que utilice ESA S630 Programming de forma eficiente, mejorando el proceso de configuración y manteniendo un rendimiento óptimo de la máquina.
Entrada de programa numérico vs. gráfico
Introducción de un programa numérico
Para introducir un nuevo programa numérico, pulse[Nuevo programa]en la página del editor de un programa numérico y seleccione[Nuevo numérico]:
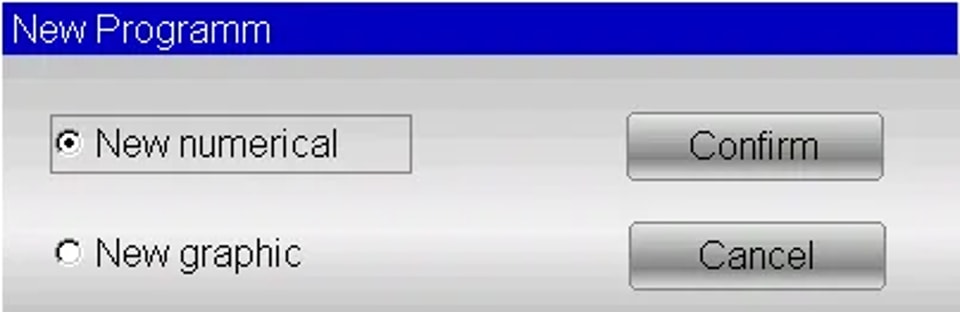
O también puede crearse desde la lista de programas pulsando y[Nuevo numérico].
ESA S630 Programming optimiza notablemente las operaciones de plegado al simplificar las tareas clave. Aquí tiene una guía concisa:
1. Configuración de los datos de la pieza
Se abrirá una ventana para introducir los datos del programa:
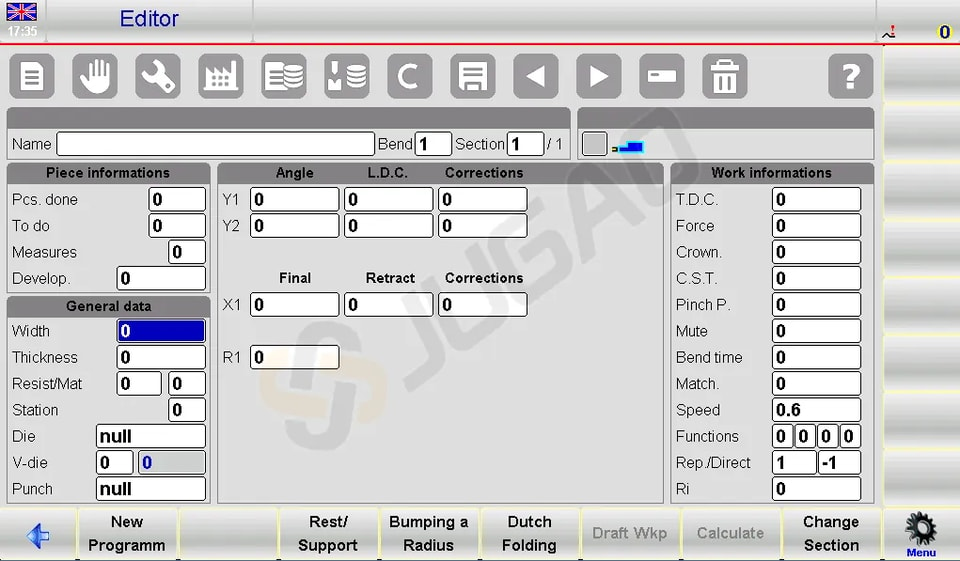
l Ancho de la chapa metálica: Toque el campo, introduzca el ancho y seleccione[Ok].
l Espesor de la chapa metálicaIntroduzca también el espesor.
l Valores de resistencia:
u Aluminio: 0-30
u Hierro: 31-50
u Acero inoxidable: >50
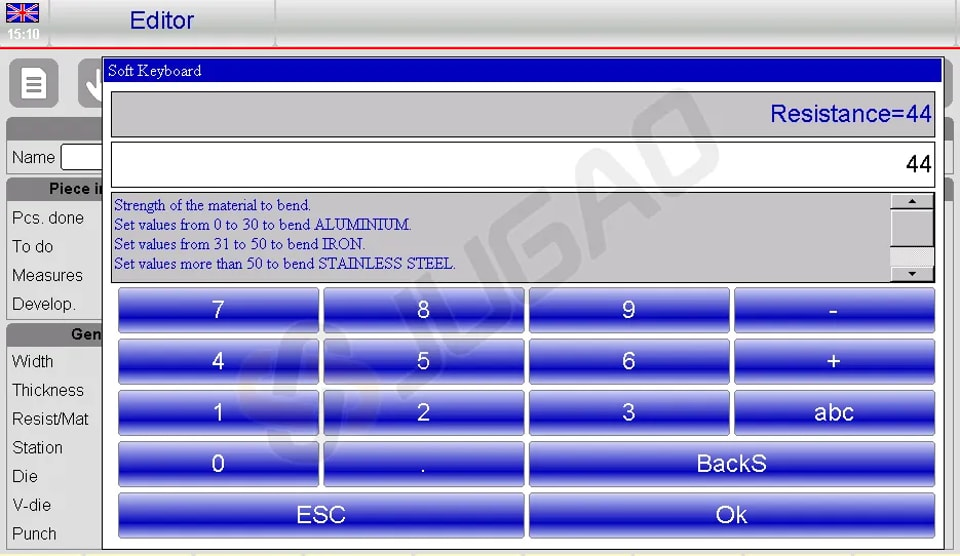
l Cálculo automático del material: El sistema calcula el material en función de la resistencia, reduciendo la entrada manual.
l Configuración de la estación de trabajo: Introduzca el número de estación, si corresponde; de lo contrario, déjelo en 0.
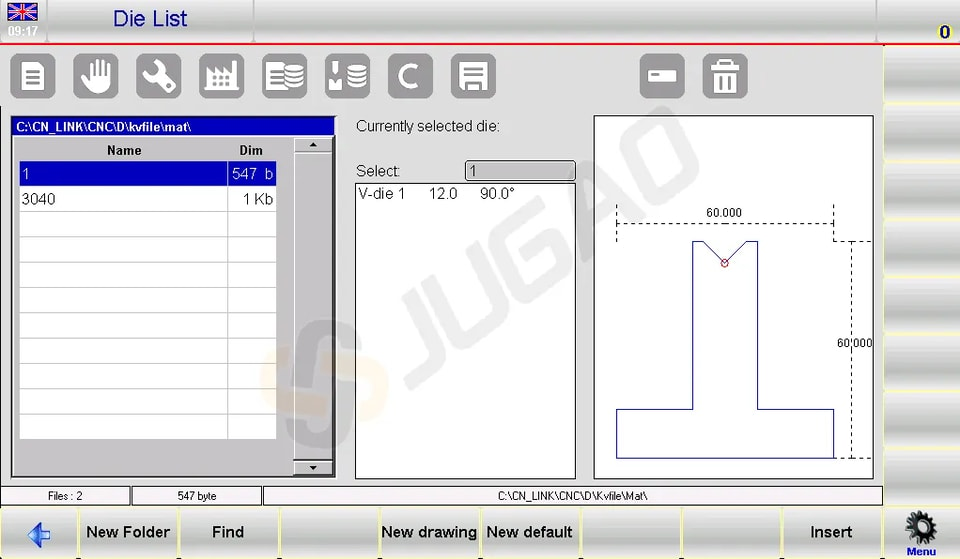
l Selección de matriz y matriz en V:
² Seleccione una matriz de la lista tocando el campo, desplazándose y pulsando[Insertar].
² Elija la matriz en V adecuada si hay varias; si solo hay una, introduzca 1.
l Selección de punzón: Elija el punzón del mismo modo, accediendo a la lista, desplazándose y pulsando[Insertar].
2. Ajuste y configuración de plegados
l Introduzca el ángulo de plegado deseado en elY1 Anglecampo.
l Establezca la longitud de plegado en el campoX1 final.
l Los datos se calculan automáticamente, pero se pueden personalizar.
3. Gestión de datos de trabajo
l Acceda a7>>Información del trabajopara revisarT.D.C., silenciosoyPunto de pinzamientodatos.
l Salga seleccionando[Ok].
4. Operaciones de plegado
l Copiar plegado:Vaya al plegado de destino, abra el menú y seleccione5>> paso de copia.
l Insertar plegado:Colóquese después del punto de entrada y elija4>> paso de inserción.
l Introducir plegado copiado:Colóquelo antes del plegado de destino siguiendo pasos similares.
5. Radio y plegados especializados
l Utilice[Generar un radio]para introducir ángulos y radios de laminado, confirmando con[Confirmar].
l AjustarPlegado holandésy conificado modificando el L.D.C. y los puntos muertos inferiores en Y1 y Y2.
6. Gestión de aplicaciones especiales
l Plegados cónicos:Introduzca los ángulos cónicos mediante la[Cónico]función.
l Plegados fuera de la matriz en V:Introduzca los valores finales en L.D.C. Y1/Y2 y asegúrese de que los puntos Pinch y Mute sean más altos.
7. Gestión de programas
l Guarde los programas con2>> Guardar como …. para nuevas variaciones de programas existentes.
Cuando cambia una herramienta en su proyecto de programación ESA S630, siga estos pasos para actualizar el programa:
l Descargar: Acceda y descargue el programa de su lista.
l Abrir editor: Vaya a la página del editor y abra el menú.
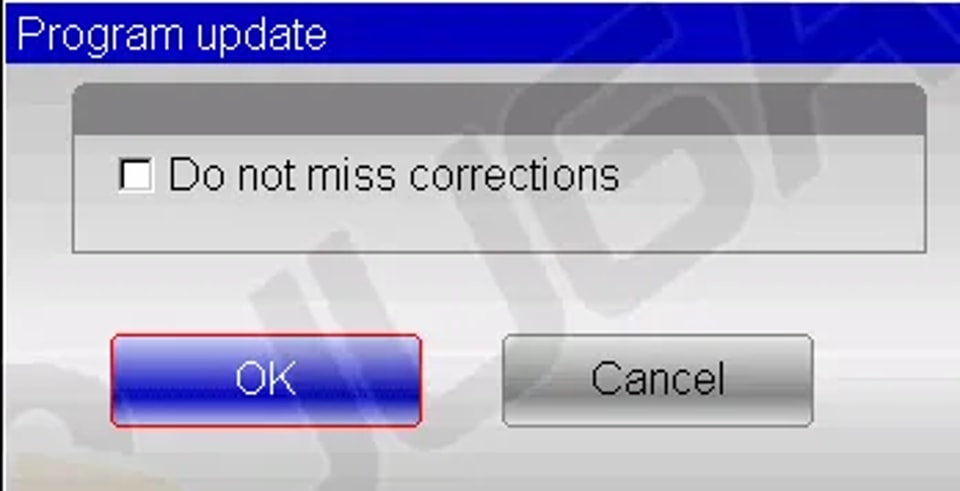
l Actualizar programa: Elija3>> Actualización del programapara abrir la ventana de actualización.
l Recalcular: Haga clic en[Ok]para recalcular todos los datos y asegurar que se apliquen las correcciones.
l Guardar: Guarde el programa actualizado si es necesario.
Estas prácticas eficientes con ESA S630 Programming pueden mejorar la precisión y reducir los errores, optimizando sus operaciones de plegado.
Introducción de un programa gráfico (opcional en el modelo S630)
Para introducir un nuevo programa gráfico, pulse[Nuevo programa]en la página del editor de un programa numérico y seleccione[Nuevo gráfico]:
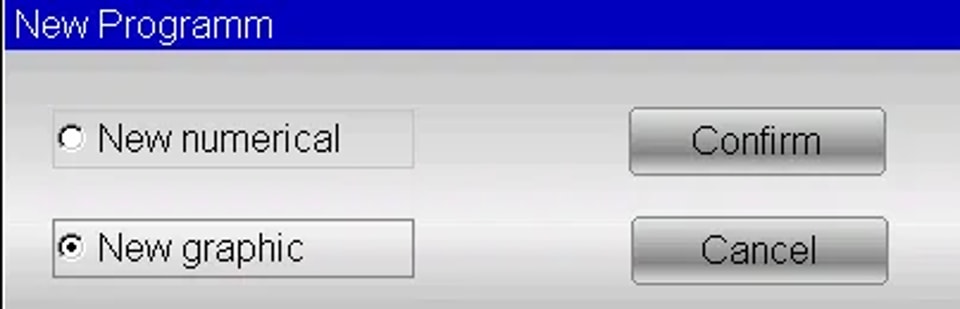
O también puede crearse desde la lista de programas pulsando y[Nuevo gráfico].
1. Configuración de los datos generales
Al utilizar ESA S630 Programming, introducir correctamente los datos generales es esencial para acceder a la función de dibujo. Siga estos pasos:
l Detalles de la chapa metálica:
² Introduzca elanchoyespesor, seleccionando cada campo y confirmando con[Ok].
² Material de entradaresistencia; el sistema calcula las propiedades en función de esto.
l Configuración de herramienta y estación:
² Introduzca el número de puesto de trabajo, o deje 0 si es único.
² Seleccione e inserte la matriz de la lista.
² Indique lamatriz en V(introduzca 1 si solo hay una).
² Defina la orientación de la matriz y el punzón (0 = estándar, 1 = girado 180°).
² Elija e inserte el punzón de la lista.
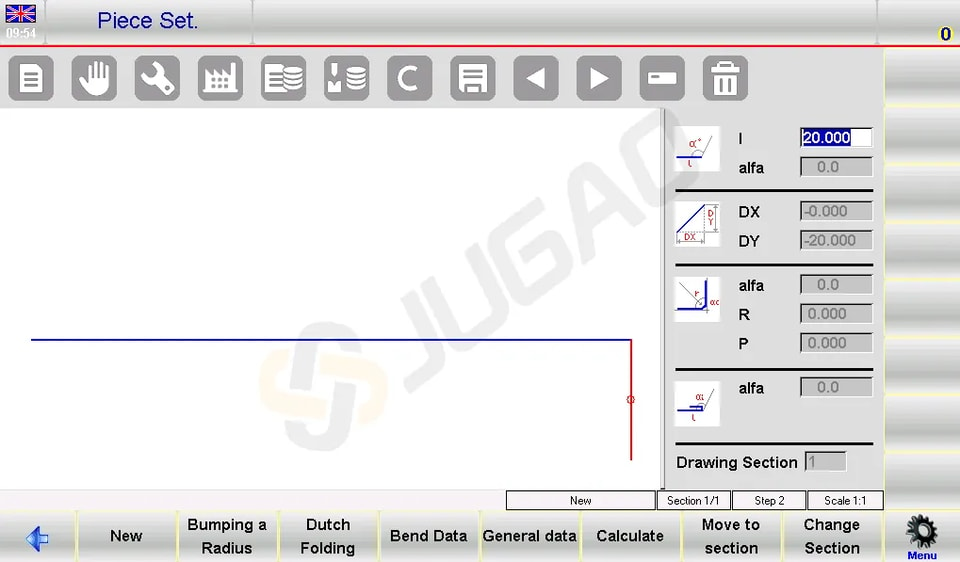
2. Ventana de dibujo
Se abrirá la página de la ventana de dibujo.
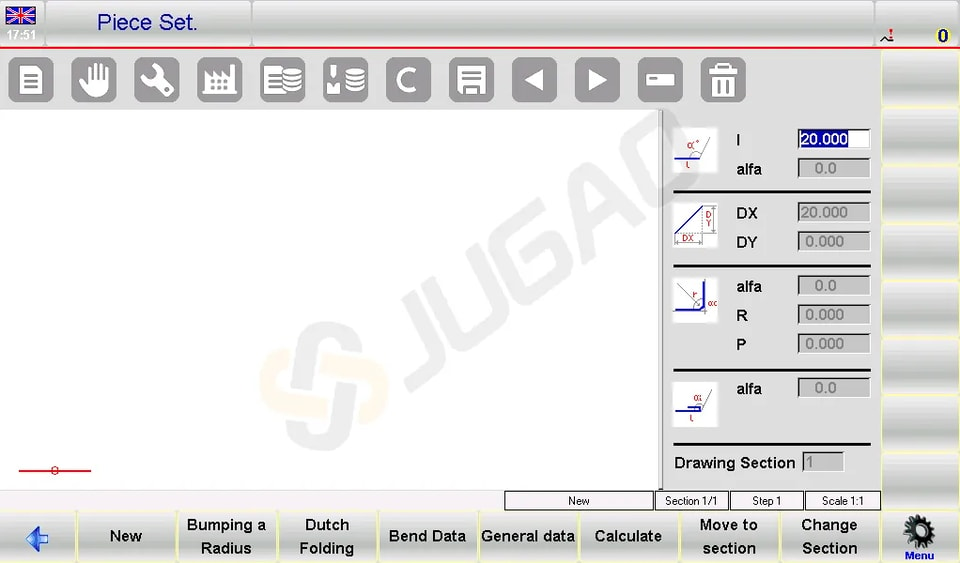
l Izquierda: Ventana principal de dibujo.
l Derecha: Cuatro ventanas de entrada de datos para:
² Datos de dibujo polar
² Datos de dibujo cartesiano (normalmente no se utiliza)
² Plegados de radio
² Plegados de dobladillo holandés (hemming)
3. Proceso de introducción:
l Comience en lapágina Conjunto de piezasdonde el primer segmento tiene por defecto 20,0 mm.
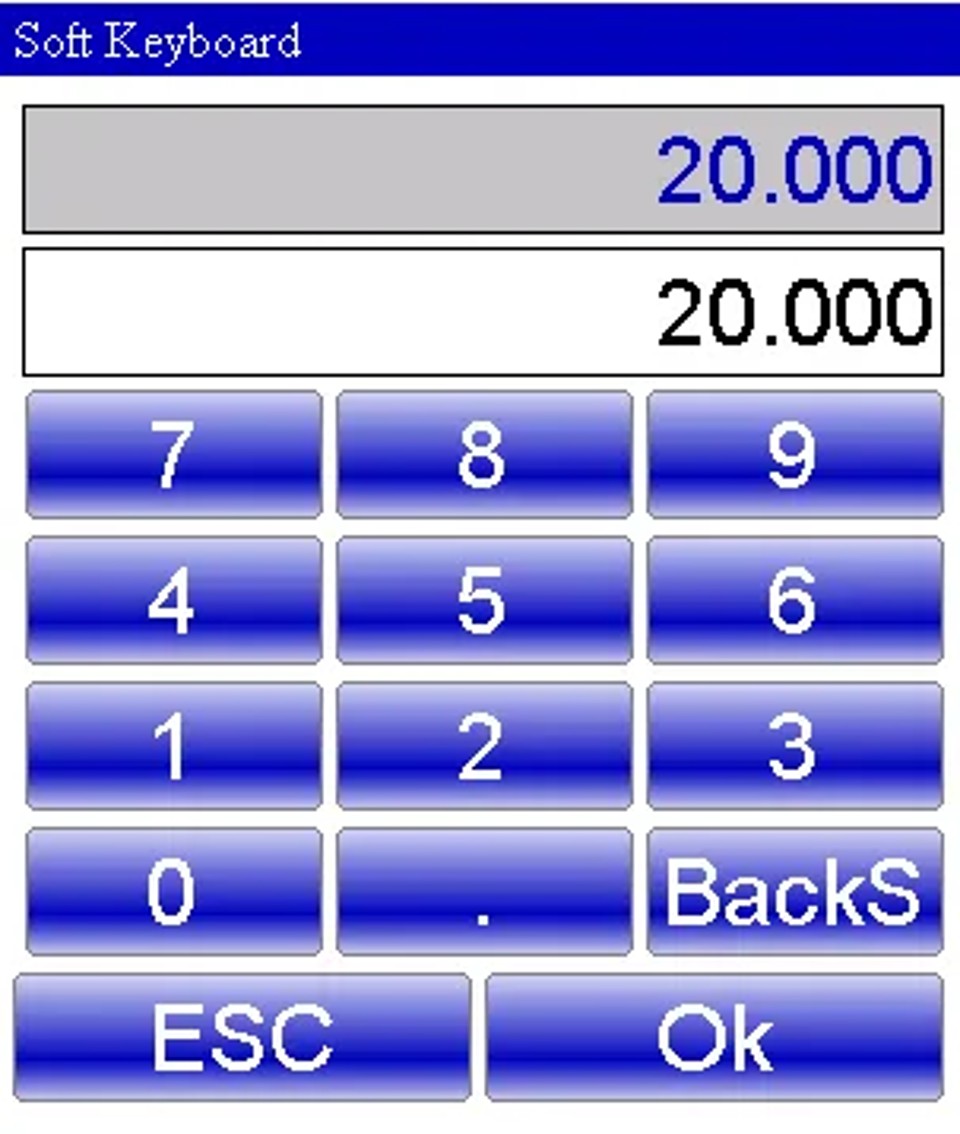
l Modifíquelo seleccionando el campo “l” para abrir el “Teclado suave”.
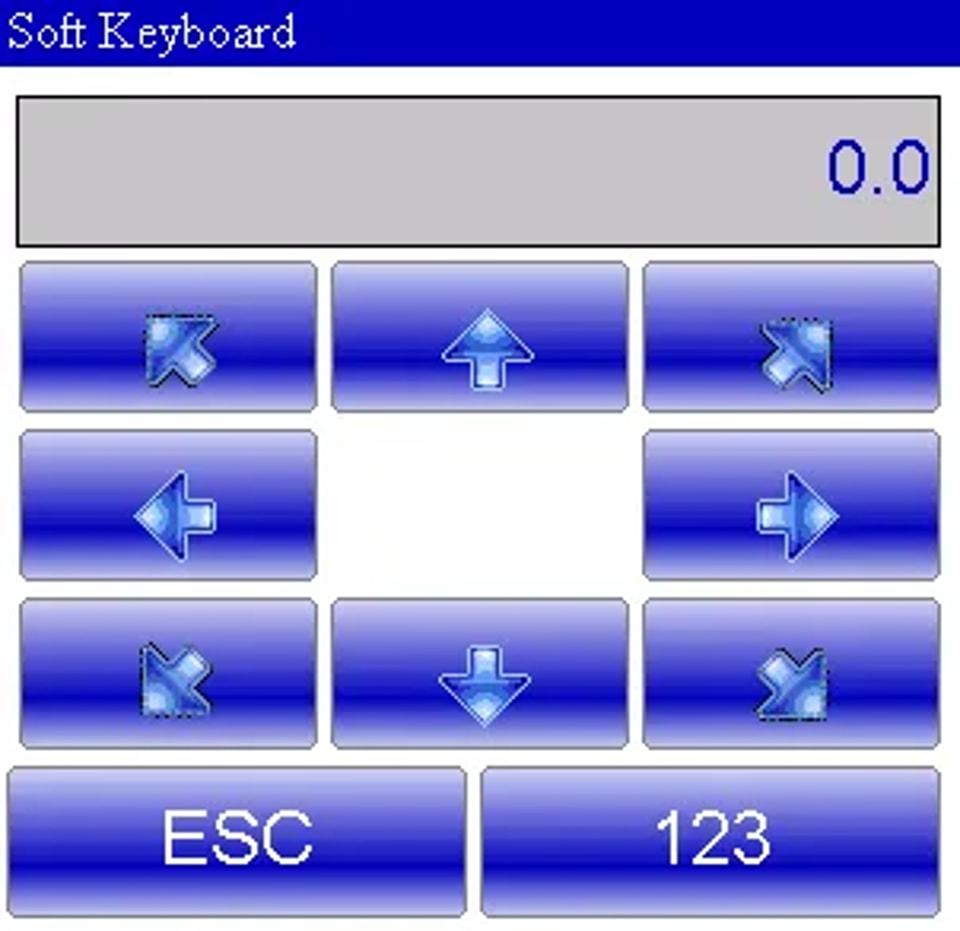
l Después de confirmar los cambios, proceda a ajustar el dibujo polar “alpha” usando los ángulos del “Teclado suave”.
l Establezca ángulos predefinidos o introduzca otros personalizados y luego pase al siguiente campo de longitud para continuar con el diseño.
4. Secuenciación de plegado
l Acceda a la página gráfica AUTOMÁTICO.
l Seleccionar0>> Secuencia de plegadopara gestionar y navegar eficientemente entre diferentes plegados.
5. Cambiar el color de fondo
l Abra el menú desde la página AUTOMÁTICO.
l Seleccione1>> Cambiar colorpara la personalización visual.
6. Visor 3D (opcional)
l Acceda a la vista 3D desde la página AUTOMÁTICO. seleccione el elemento3>> Visor 3D.
l Cambie entre las vistas 3D y2Dsegún sea necesario.
7. Realice el dibujo de una pieza
Supongamos que tenemos que dibujar la pieza ilustrada en la figura siguiente:
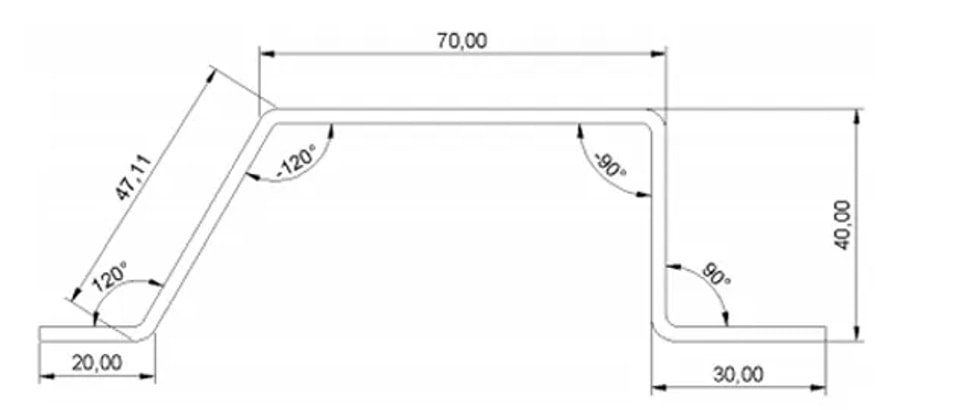
l Configuración:En la ventana de dibujo, introduzca la longitud inicial del segmento (por ejemplo, 20.0) en el campo “l” y pulse[Ok].
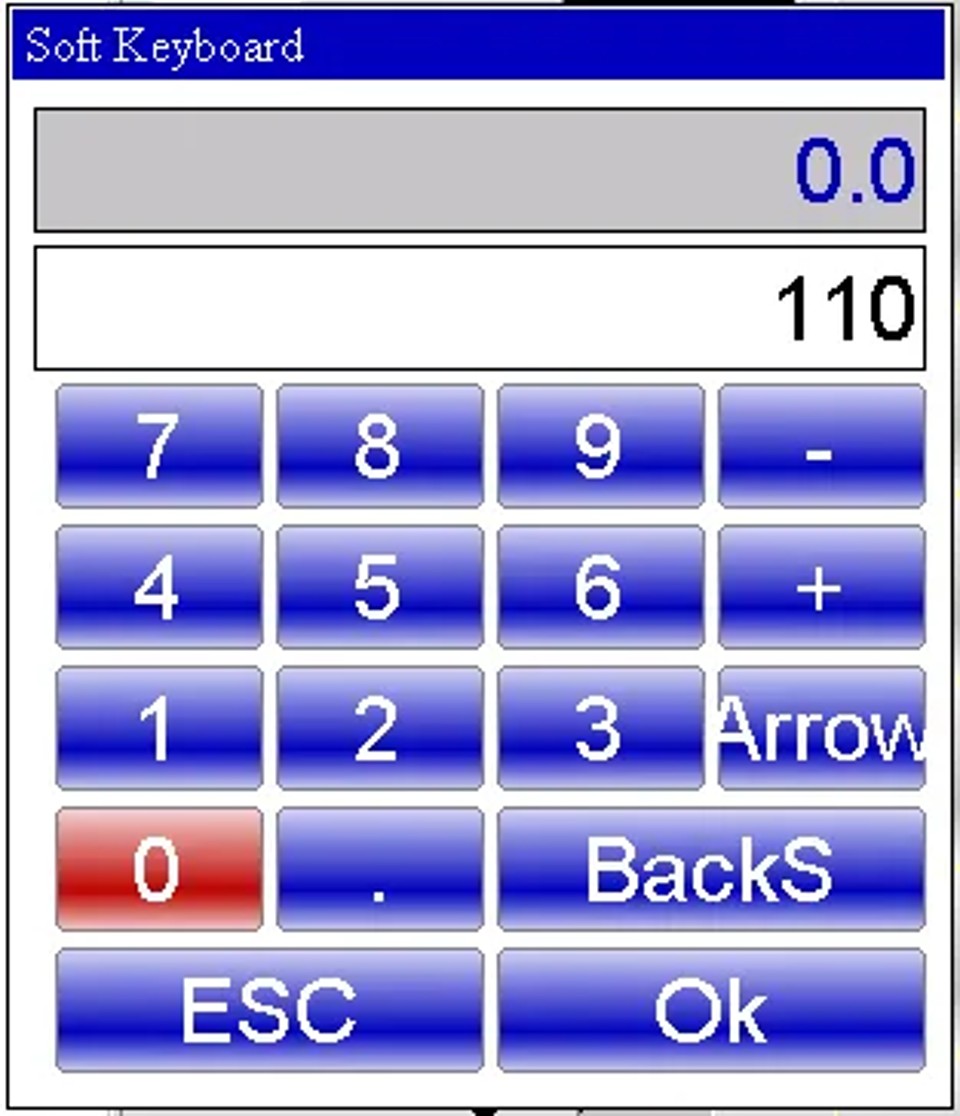
l Entrada de ángulo y longitud:
² Introduzca el primer ángulo (120.0°) en el campo “alfa” y confirme con [Ok].
² Continúe con el dibujo automático para la siguiente longitud. Asegúrese de que esté resaltada.
² Introduzca la segunda longitud (47.11) en el campo “l” y confirme.
l Entradas secuenciales:
² Introduzca el siguiente ángulo (-120.0°) en el campo “alfa” y pulse[Ok].
² Continúe con la introducción de la tercera longitud (70.0) en el campo “l”.
² Establezca el tercer ángulo (-90.0°) usando ESA S630 Programming y confirme la entrada.
l Finalización:
² Introduzca la cuarta longitud (40.0), seguida de su ángulo (90.0°) usando el campo “alfa”
² Añada la quinta y última longitud (30.0) para completar el proceso de dibujo.
8. Realizar una curvatura de radio
Para realizar una curvatura de radio, hay que tener en cuenta que, según la convención, debe haber una longitud de chapa antes y después del radio.
Supongamos que tenemos que dibujar la pieza ilustrada en la figura siguiente:
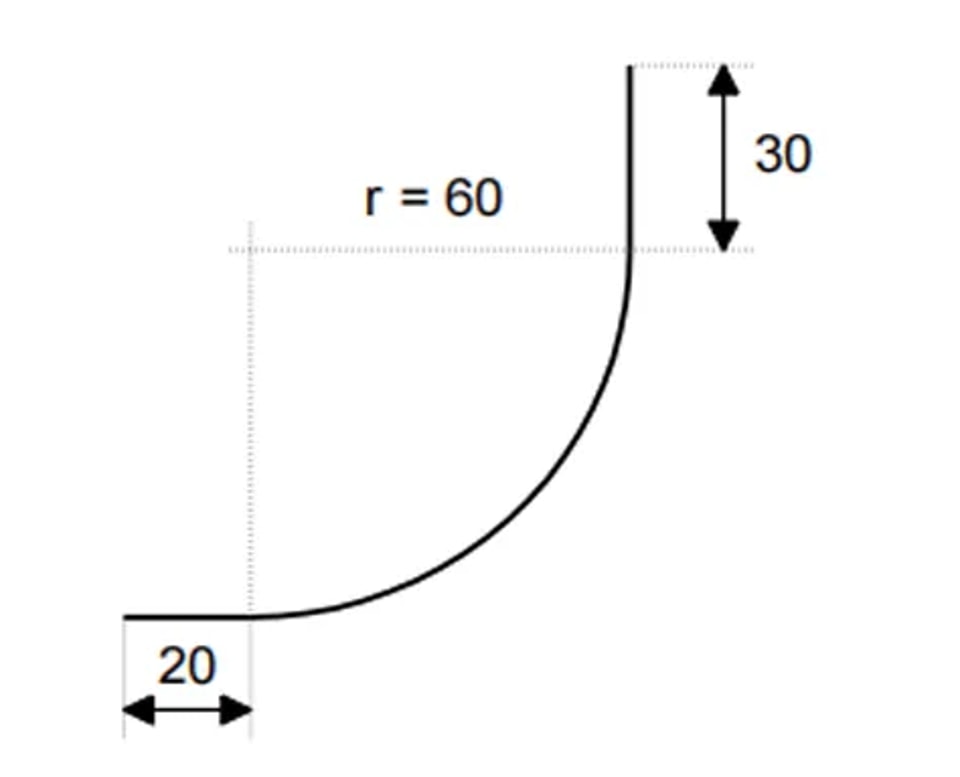
Para crear de forma eficiente una curvatura de radio con ESA S630 Programming, siga estos breves pasos:
l Inicializar longitud:Introduzca la longitud inicial de la pieza (por ejemplo, 20.0) en el campo “I” y pulse[Ok].
l Establecer parámetros de radio:
² Seleccione[Generar un radio]para abrir la configuración de radio.
² Introduzca el ángulo de plegado (por ejemplo, 90.0°) en “alfa” y pulse[Ok].
² Introduzca el radio de plegado (por ejemplo, 60.0) en “R” y confirme.
l Definir el paso:Especifique el paso de plegado en el campo “P” y pulse[Ok]. El sistema continuará automáticamente.
l Finalizar longitud:Introduzca la longitud final de la pieza (por ejemplo, 30.0) en el campo “I” y confirme con[Ok].
9. realizar un plegado holandés (hemming)
Supongamos que tenemos que dibujar la pieza ilustrada en la figura:
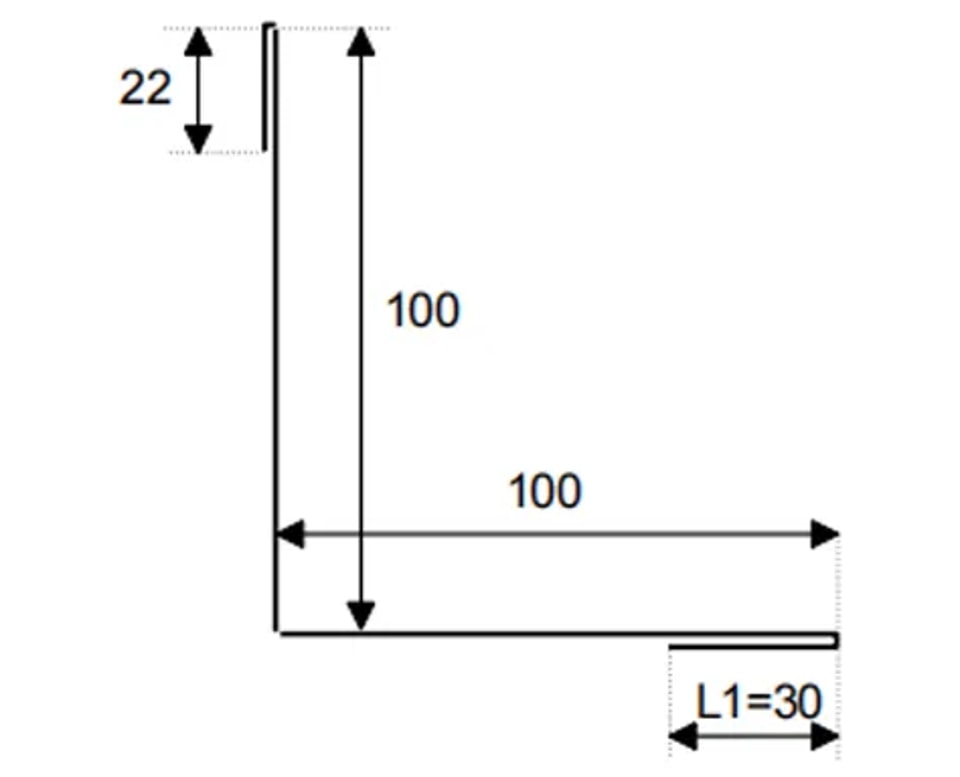
l Entrada inicial:Introduzca la longitud del lado con dobladillo (30,0) en el campo “l”.
l Plegado neerlandés:
² Pulse[Ok]y seleccione[Plegado neerlandés].
² Establezca el ángulo de plegado (45,0°) en el “alpha”
l Dibujo automático:Confirme con [Ok] para dibujar y resaltar automáticamente la siguiente longitud.
l Longitudes y ángulos adicionales:Introduzca las longitudes siguientes (100,0) en “I” y establezca los ángulos (-90,0°) en “alfa”.
l Pasos finales:Introduzca la última longitud del lado (22,0) en “I” y complete con[Ok].
Cálculos de la secuencia de plegado: automático vs. manual
Elegir el método adecuado para calcular la secuencia de plegado en las plegadoras CNC puede afectar significativamente la eficiencia. A continuación, se presenta una comparación concisa entre los métodos automático y manual, con información sobre cómo la programación ESA S630 optimiza el proceso.
Cálculo automático
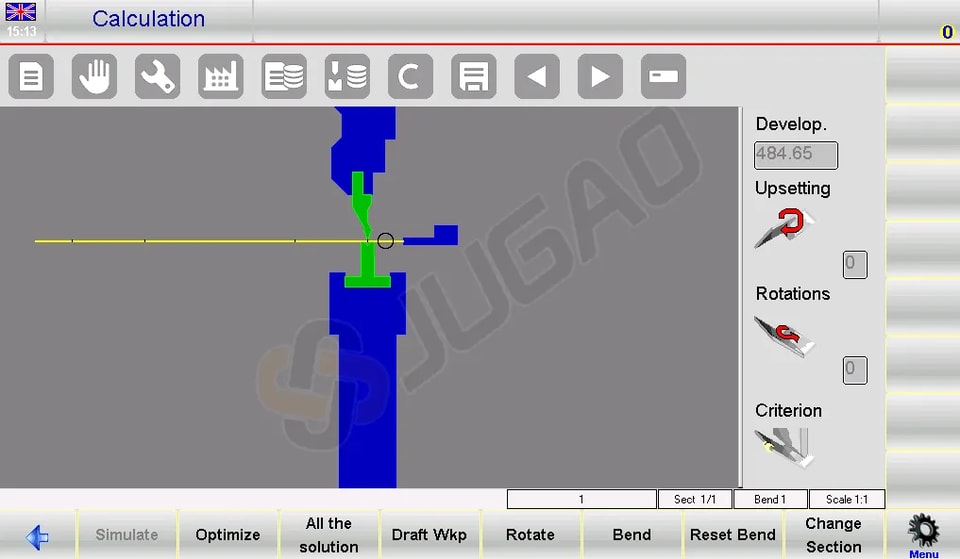
l Proceso:Inícielo desde la página de dibujo pulsando[Calcular]. Se mostrará una simulación de la configuración de plegado.
l Optimización:La programación ESA S630 determina automáticamente la secuencia óptima al pulsar[Optimizar].
l Ventajas:
² Eficiencia:Reduce errores y tiempo de ciclo mediante una secuenciación óptima.
² Seguridad:Prioriza la seguridad del operario al elegir secuencias que mantienen más material en zonas seguras de manipulación.
Cálculo manual
l Proceso:Los operarios fuerzan manualmente las secuencias desde la página de dibujo.
l Flexibilidad:Permite un control total o parcial sobre la secuencia, adecuado para plegados complejos.
l Ventajas:
² Control:Ofrece un mayor control directo sobre el proceso para operaciones a medida.
² Resolución de problemas:Permite realizar ajustes precisos al tratar con plegados difíciles.
Cuándo usar cada método
l Automático:Ideal para tareas uniformes y sencillas, donde la eficiencia es clave.
l Manual:Ideal para tareas complejas o personalizadas que requieren un control detallado y capacidad de resolución de problemas.
La programación ESA S630 destaca en ambos métodos, ofreciendo una optimización automática mejorada en comparación con modelos anteriores como el S540, lo que mejora la eficiencia y la adaptabilidad del plegado.
Plegado eficiente de cajas
Para plegar con precisión una caja utilizando la programación ESA S630, siga estos pasos simplificados:
1. Configuración de la sección de plegado:
l Crear dos programas:Utilice la programación ESA S630 para crear programas separados para plegados horizontales y verticales. Ejecútelos secuencialmente, comenzando por la sección con el menor ancho de chapa.
2. Gestión de secciones:
l Añadir secciones:Pulse[Cambiar sección]para añadir una nueva sección.
l Eliminar secciones:Vaya a la sección, abra el menú y elija6>> Eliminar secciónpara eliminarla y volver al plegado 1 de la sección 1.
3. Abordar los retos más comunes:
l Desalineación:Utilice la función de simulación de la ESA S630 para verificar las secuencias de plegado y corregir la alineación.
l Tiempo de ciclo:Optimice el orden de operación dentro de la programación ESA S630 para minimizar los reajustes y reducir los tiempos de ciclo.
Con estos pasos concisos, la programación ESA S630 permite un plegado de cajas preciso y eficiente.
Conclusión
En resumen, dominar la programación ESA S630 aporta mejoras sustanciales en la eficiencia del plegado gracias a una precisión garantizada y resultados repetibles. Los factores clave de éxito incluyen una preparación minuciosa del entorno de trabajo, una configuración y calibración precisas de la máquina, y un estricto cumplimiento de las especificaciones del fabricante para las herramientas y los procedimientos operativos. La implementación de estas prácticas disciplinadas permite que las líneas de producción operen con un mayor rendimiento y un desperdicio de material mínimo, lo que se traduce en mejoras medibles de la productividad general.
Para asistencia técnica especializada o asesoramiento personalizado, póngase en contacto con el equipo de JUGAO. Estamos listos para atender sus necesidades específicas y proporcionarle recursos adicionales para optimizar aún más sus procesos de plegado. También le animamos a explorar nuestra gama completa de documentación técnica para seguir mejorando el rendimiento de su plegadora y la excelencia operativa.
Contáctenos
