- tel:+86-13222111178
- email:info@ntjugao.com






Instrucciones de operación para ajustar el coeficiente de bloqueo ESA S875
Instrucciones de operación para ajustar el coeficiente de bloqueo ESA S875

Al ajustar los parámetros de plegado en una plegadora, el coeficiente de clinchado ESA S875 desempeña un papel fundamental para lograr resultados de ángulo precisos y un comportamiento uniforme del material. Si no está seguro de cómo modificar este coeficiente o de cómo afecta a las operaciones de clinchado y acuñado, esta guía se lo explicará con claridad. Le mostraré cómo ajustar correctamente el coeficiente de clinchado ESA S875, qué factores influyen en su valor y cómo una calibración adecuada puede mejorar la precisión del plegado y la estabilidad de la producción.
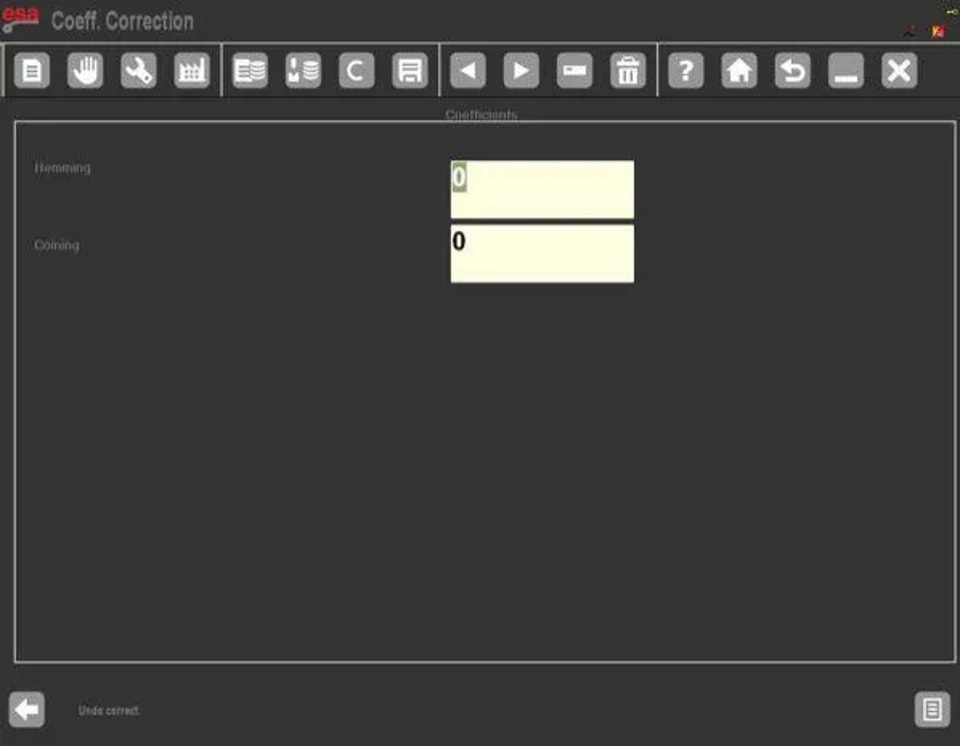
Dónde ajustar el coeficiente de clinchado ESA S875
Para ajustar el ESA S875coeficiente de clinchado, debe acceder a la máscara específica de coeficientes de corrección dentro del sistema de control. Esta máscara contiene dos parámetros a nivel de máquina:
l coeficiente de clinchado
l coeficiente de acuñado
El coeficiente de clinchado controla específicamente cómo el sistema compensa la posición del punto muerto inferior en los plegados de tipo clinchado.
Para ingresar al ajuste:
1. Abra lamáscara de correcciones
2. Pulse la tecla de función[coeficiente de corrección]
3. Aparecerá la máscara de coeficientes de corrección
Este es el único lugar donde se puede modificar el coeficiente de clinchado. Después de ajustar el valor, elNC debe reiniciarsepara que el nuevo coeficiente de clinchado se aplique por completo en los cálculos del sistema.
Cómo influye el coeficiente de clinchado en el P.M.I.
El coeficiente de clinchado ESA S875 afecta directamente al cálculo delP.M.I. (posición del punto muerto inferior)para plegados definidos como de tipo clinchado o acuñado.
En las operaciones de clinchado y acuñado, el pisador penetra más profundamente en el material que en el plegado al aire. Por ello, la posición exacta del fondo se vuelve crítica. Cuando se ajusta el coeficiente de clinchado:
l El valor introducido se suma algebraicamente al P.M.I. calculado.
l La compensación se aplica a todos los plegados de clinchado/acuñado
l La modificación afecta al comportamiento de la máquina a nivel global
Si el coeficiente de clinchado aumenta, el sistema modifica en consecuencia la lógica de penetración. Si disminuye, el cálculo del punto muerto inferior se desplaza en sentido contrario. Esta corrección algebraica garantiza que la profundidad de penetración mecánica refleje las condiciones reales de producción.
Como el clinchado comprime el material contra la cavidad de la matriz, incluso pequeños cambios en el coeficiente de clinchado pueden influir en:
l Ángulo final de plegado
l Uniformidad de la compresión del material
l Marcas en la superficie
l Repetibilidad entre lotes
Ajustar correctamente el coeficiente de clinchado garantiza que la plegadora alcance la profundidad de conformado adecuada sin una sobrepenetración excesiva.
Cuándo ajustar el coeficiente de clinchado
Normalmente es necesario ajustar el coeficiente de clinchado ESA S875 en las siguientes situaciones:
l Sobrepresión sistemática durante el clinchado
l Compresión insuficiente del material
l Desviación del ángulo específica del modo de clinchado
l Recalibración de la máquina después del mantenimiento
l Cambios en el utillaje que afectan la profundidad de penetración
Si los pliegues de clinchado están constantemente demasiado cerrados o demasiado abiertos pese a que los datos del programa son correctos, se recomienda revisar el coeficiente de clinchado antes de modificar parámetros individuales de plegado.
Es importante entender que el coeficiente de clinchado ESA S875 no es específico de un programa. Es unparámetro a nivel de máquina, lo que significa que, una vez ajustado, influye en todos los pliegues de clinchado/acuñado ejecutados en esa máquina.
Guardar y gestionar el coeficiente de clinchado
El coeficiente de clinchado ESA S875 se guarda automáticamente al salir de la máscara de coeficientes de corrección. Sin embargo:
l No se almacena dentro de programas de trabajo individuales
l Permanece vinculado de forma permanente al sistema de control
l Afecta a todas las futuras operaciones de clinchado
Después de ajustar el coeficiente de clinchado, es necesario reiniciar el NC para que el nuevo valor surta efecto.
Si la modificación no produce los resultados esperados, pulse[Ignorar corrección.]dentro de la máscara. Esto restaura el coeficiente de clinchado al valor que estaba activo anteriormente.
Dado que el coeficiente de clinchado influye de forma global en el cálculo del punto muerto inferior, los ajustes deben realizarse con cuidado y de forma incremental.
Buenas prácticas para ajustar el coeficiente de clinchado
Para garantizar un rendimiento estable al ajustar el coeficiente de clinchado ESA S875:
l Realice cambios pequeños e incrementales
l Pruebe con material de muestra antes de la producción en serie
l Verifique los resultados reales de ángulo y compresión
l Confirme el reinicio del NC después de cada modificación
l Evite ajustes grandes y frecuentes
El coeficiente de clinchado ESA S875 debe utilizarse como un parámetro de calibración fina y no como una herramienta principal de corrección del ángulo. Las correcciones a nivel de programa deben verificarse siempre antes de alterar el coeficiente a nivel de máquina.
Cuando está correctamente configurado, el coeficiente de clinchado ESA S875 mejora:
l Precisión de penetración
l Consistencia del ángulo
l Estabilidad de la producción
l Fiabilidad a largo plazo de la máquina
Al comprender y ajustar cuidadosamente el ESA S875coeficiente de clinchado, los operarios pueden controlar con precisión la posición del punto muerto inferior durante las operaciones de clinchado y acuñado. Una calibración correcta garantiza que la presión de conformado, la compresión del material y la exactitud del ángulo se mantengan estables en distintos materiales y lotes de producción, lo que se traduce en un mejor rendimiento de doblado y menos ciclos de corrección.
Conclusión
El coeficiente de clinchado ESA S875 desempeña un papel fundamental en el control de la posición del punto muerto inferior durante las operaciones de clinchado y acuñado. Al ajustar algebraicamente el P.M.I. calculado, el coeficiente de clinchado garantiza una penetración precisa del ariete, una compresión estable del material y resultados de ángulo consistentes.
Dado que el coeficiente de clinchado es un parámetro a nivel de máquina, cualquier modificación afecta a todos los pliegues de clinchado y acuñado. Por ello, los ajustes deben realizarse con cuidado, de forma incremental y seguidos de un reinicio del sistema.
Cuando está correctamente configurado, el coeficiente de clinchado ESA S875 mejora la precisión de doblado, aumenta la repetibilidad y favorece la estabilidad de la producción a largo plazo en distintos materiales y condiciones de utillaje.
Contáctenos
