- tel:+86-13222111178
- email:info@ntjugao.com






Control de temperatura en la máquina dobladora de tubos: ignorar estos puntos solo generará desechos
Control de temperatura en la máquina dobladora de tubos: ignorar estos puntos solo generará desechos

Pasar tiempo en el taller le permitirá notar un fenómeno extraño: la misma máquina dobladora de tubos funciona perfectamente en verano, pero en invierno surgen problemas—los tubos se agrietan, los ángulos se vuelven inestables y las superficies se arrugan. Muchas personas pasan mucho tiempo ajustando programas y cambiando moldes, pero el problema en realidad está en la temperatura.
La temperatura puede parecer insignificante, pero su impacto en la calidad del doblado de tubos es mucho mayor de lo que imagina. A continuación, desglosaré en detalle los tres factores más críticos que influyen en la temperatura.
I. Baja temperatura del tubo: grietas al doblar
Este es un problema común en invierno. El acero al carbono, el acero inoxidable e incluso algunas aleaciones de aluminio experimentan una disminución significativa de la plasticidad a bajas temperaturas. La elongación de los materiales metálicos disminuye a medida que baja la temperatura; en pocas palabras, se vuelven «frágiles».
Al doblar un tubo, la parte exterior está sometida a tensión, por lo que es donde se produce la mayor deformación. Si el material del tubo ya es frágil, aparecerán microgrietas después de estirarlo hasta cierto punto. En casos leves, aparecerá una capa densa de pequeñas grietas en la superficie exterior del doblez; en casos graves, el tubo se agrietará por completo y quedará inutilizable.
¿Qué tan baja es demasiado baja? Por lo general, se recomienda precaución cuando la temperatura del tubo está por debajo de 10℃. En el caso del acero inoxidable, el riesgo de agrietamiento aumenta considerablemente al doblar por debajo de 5℃.
¿Qué hacer?
En invierno, lleve los tubos al taller con un día de antelación para que se aclimaten; no los coloque directamente en la máquina después de haberlos dejado toda la noche a la intemperie y congelados.
Si tiene prisa, use un calentador (pistola de aire caliente, horno) para calentar los tubos por encima de 15℃ antes de doblarlos. Asegúrese de calentarlos de manera uniforme, no solo por un lado.
Para acero de alta resistencia y tubos de pared gruesa, se recomienda precalentar a 20-25℃.
Un ejemplo real: el invierno pasado, un cliente llamó diciendo que sus tubos de acero inoxidable se agrietaban continuamente al doblarlos. Le pregunté dónde guardaba los tubos y me dijo que en el patio de almacenamiento al aire libre, donde se secaban directamente por la mañana a -3 grados Celsius. Le dije que los llevara al taller durante un día y lo intentara de nuevo. Al día siguiente, llamó para decir que estaban bien y que no se había agrietado ni uno solo.
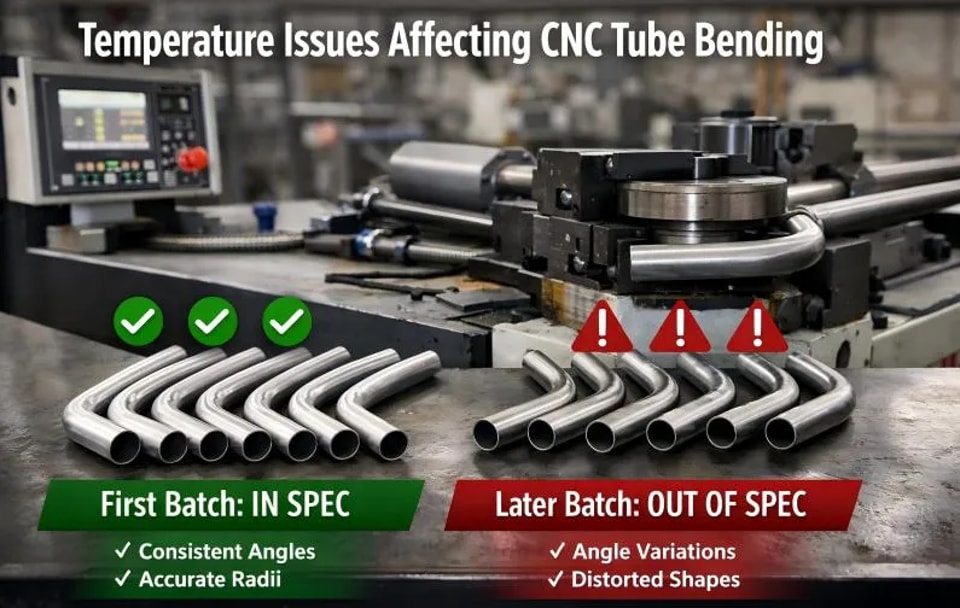
II. Temperatura incorrecta del aceite hidráulico: ángulo inestable
El aceite hidráulico es el alma de una máquina dobladora de tubos; su temperatura afecta directamente la velocidad de respuesta del sistema y la estabilidad de la presión.
**Temperatura insuficiente del aceite (por debajo de 15℃):** La viscosidad del aceite hidráulico es demasiado alta, lo que provoca una mala fluidez. El movimiento del brazo de doblado se vuelve lento, discontinuo o incluso “a paso de tortuga”—avanzando un poco y luego deteniéndose. Esto provoca una compresión desigual de la superficie interna del tubo, generando fácilmente arrugas onduladas. Además, a bajas temperaturas del aceite, la presión del sistema aumenta lentamente, la fuerza de doblado es inestable y el ángulo fluctúa.
**Temperatura del aceite insuficiente (por encima de 55℃):** El aceite se vuelve más fluido, la viscosidad disminuye y aumenta la fuga interna. El aceite que debería empujar el cilindro se escapa por las holguras, reduciendo la presión real que llega al brazo de doblado. El resultado es que un programa ajustado a 90 grados puede producir solo un doblado de 87 grados, y el rebote de cada tubo será inconsistente, dando lugar a ángulos desiguales. Las altas temperaturas prolongadas también aceleran el envejecimiento de los sellos, lo que provoca aún más fugas de aceite.
Rango ideal: 35℃-50℃ Dentro de este rango, el aceite hidráulico tiene buena fluidez, presión estable y una larga vida útil de los sellos.
¿Cómo controlar la temperatura?
Después de arrancar la máquina, déjela funcionar sin carga durante 5-10 minutos para que la temperatura del aceite suba lentamente. No la ponga en marcha de inmediato.
Cuando trabaje de forma continua, vigile el indicador de temperatura del aceite. Si supera los 50℃, encienda el enfriador de aceite o el ventilador de refrigeración.
En invierno, si hace demasiado frío, puede añadir una resistencia calefactora al depósito de aceite (tenga cuidado, no deje que se quede sin aceite).
Si la temperatura del aceite se mantiene alta de forma constante, compruebe si el enfriador está obstruido o si el ventilador no funciona.

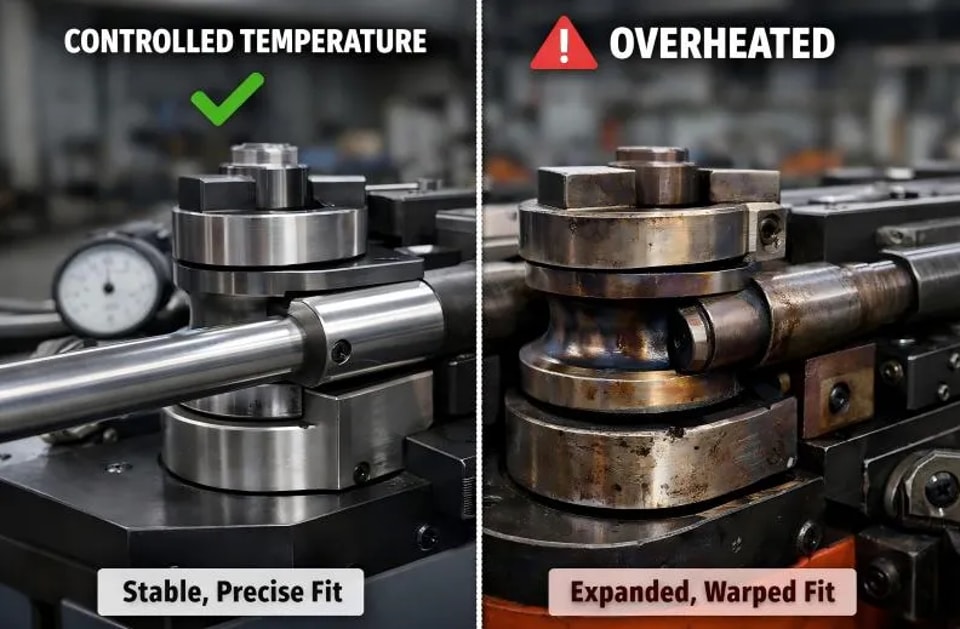
III. Sobrecalentamiento por fricción entre el molde y el tubo: rayaduras y arrugas en la superficie
Muchas personas no lo saben. Durante el doblado continuo de tubos a alta velocidad, la intensa fricción entre el tubo y el molde puede hacer que las temperaturas locales se disparen por encima de 100°C.
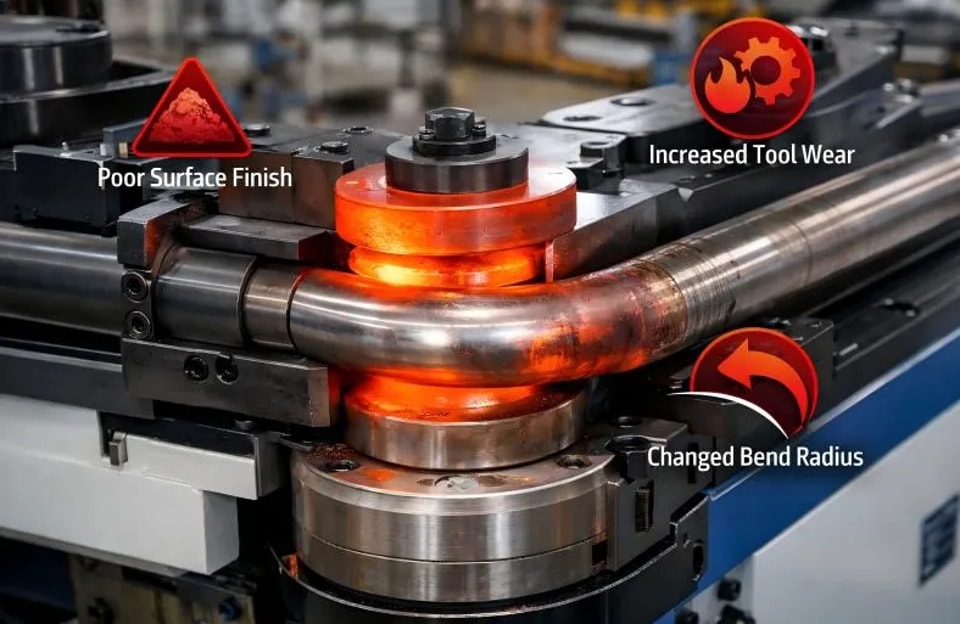
Las altas temperaturas causan tres problemas:
Primero, se destruye la película lubricante de doblado. Los aceites especiales para doblado contienen aditivos de extrema presión que forman una película de aceite bajo alta presión para separar las superficies metálicas. A altas temperaturas, esta película se rompe, permitiendo el contacto directo metal con metal y provocando rayaduras anchas en la superficie del tubo.
Segundo, el material de la superficie del molde se ablanda. Algunos aceros para moldes se endurecen a altas temperaturas, lo que hace que las virutas metálicas del tubo se adhieran al molde y formen rebaba adherida. Esta rebaba es dura y afilada, y raya aún más los siguientes tramos del tubo.
Tercero, ablandamiento localizado del tubo. Si la temperatura en la zona de presión dentro del tubo es demasiado alta, el material se ablanda y no puede soportar la fuerza de compresión, formando directamente grandes arrugas.
¿Cómo evitarlo?
No fuerce demasiado el ciclo. Después de doblar docenas de tubos consecutivamente, deje que la máquina descanse unos minutos para que el molde se enfríe.
Utilice aceite especial para doblado resistente a altas temperaturas; no use aceite de máquina ordinario.
Limpie regularmente la superficie del molde y elimine de inmediato cualquier rebaba adherida.
Para la producción en serie, considere instalar un dispositivo de microenfriamiento (enfriamiento por aire o enfriamiento por niebla de aceite).
IV. Proceso especial: doblado por calentamiento por inducción
Algunas fábricas utilizan calentamiento por inducción para ayudar en el doblado de tubos. El tubo se calienta localmente antes de doblarlo, lo que reduce la fuerza de doblado y evita grietas. Sin embargo, esta tecnología requiere un control de temperatura muy preciso.
Si la temperatura es demasiado alta (supera la temperatura de recristalización del material), la cara interna del tubo se ablanda en exceso, provocando grandes arrugas bajo presión; el espesor de la pared exterior se reduce drásticamente, pudiendo llegar a agrietarse. Si la temperatura es demasiado baja, no proporciona la ayuda necesaria.
Práctica correcta: se debe utilizar un termómetro infrarrojo para supervisar la temperatura en tiempo real, con alarmas de límite superior e inferior configuradas. La temperatura y la velocidad de calentamiento deben estar coordinadas; no doble el tubo por intuición (“doblarlo cuando esté al rojo vivo”).
Lista práctica de control de temperatura
Antes de poner en marcha la máquina cada día: compruebe el indicador de temperatura del aceite; precaliente en clima frío.
Doblar tubos en invierno: deje que los tubos se aclimaten en el taller durante 24 horas, o precaliéntelos por encima de 15°C.
Durante la producción continua: compruebe la temperatura del aceite cada media hora; si supera los 50°C, comience a enfriar.
Si oye ruidos anormales de fricción o ve rayaduras en la superficie: detenga la máquina y compruebe la temperatura del molde y la lubricación.
Si la temperatura del aceite se mantiene demasiado alta durante un período prolongado: programe el mantenimiento del sistema de refrigeración y sustituya el aceite hidráulico.
La temperatura es el asesino silencioso de la calidad del doblado de tubos. Los tubos se agrietarán si están demasiado fríos, el ángulo se desviará si la temperatura del aceite es incorrecta y el sobrecalentamiento por fricción provocará rayaduras y arrugas. Controlar estos tres factores puede reducir la tasa de desperdicio al menos a la mitad. No piense que es demasiado engorroso; es más eficaz que ajustar el programa cien veces.
Contáctenos
