- tel:+86-13222111178
- email:info@ntjugao.com






Precauciones al cortar placas de acero al carbono por láser
Precauciones al cortar placas de acero al carbono por láser


El corte por láser de materiales de acero al carbono utiliza principalmente máquinas de corte por láser de fibra. Sin embargo, debido a la alta dureza del acero al carbono, para evitar problemas, el equipo de fibra óptica debe revisarse y mantenerse con frecuencia. Si surgen problemas durante el procesamiento, la máquina de corte por láser debe revisarse en todos sus aspectos.
Cuando todas las condiciones de corte son normales, el resultado del corte del acero al carbono debe estar libre de rebabas y la línea de tracción debe ser uniforme.
1. Aparecen rebabas en la pieza de trabajo al cortar acero al carbono con láser

Las posibles razones incluyen:
(1) La posición del foco láser está desajustada. Realice una prueba de posición del foco y ajústelo según el desplazamiento del foco láser;
(2) La potencia de salida del láser no es suficiente. Es necesario comprobar si el generador láser funciona correctamente. Si es normal, observe si el valor de salida del botón de control del láser es correcto. Si no lo es, ajústelo;
(3) La velocidad de la línea de corte es demasiado lenta. Es necesario aumentar la velocidad de línea durante la operación y el control;
(4) La pureza del gas de corte no es suficiente. Es necesario proporcionar un gas de trabajo de corte de alta calidad;
(5) La inestabilidad causada por el funcionamiento prolongado de la máquina herramienta requiere apagarla y reiniciarla.
2. Corte por láser incompleto
Razones del corte por láser incompleto:
(1) La boquilla láser seleccionada no coincide con el espesor de la chapa a procesar; sustituya la boquilla o la chapa a procesar;
(2) La velocidad de corte del láser es demasiado alta y el control de la operación debe reducirla.
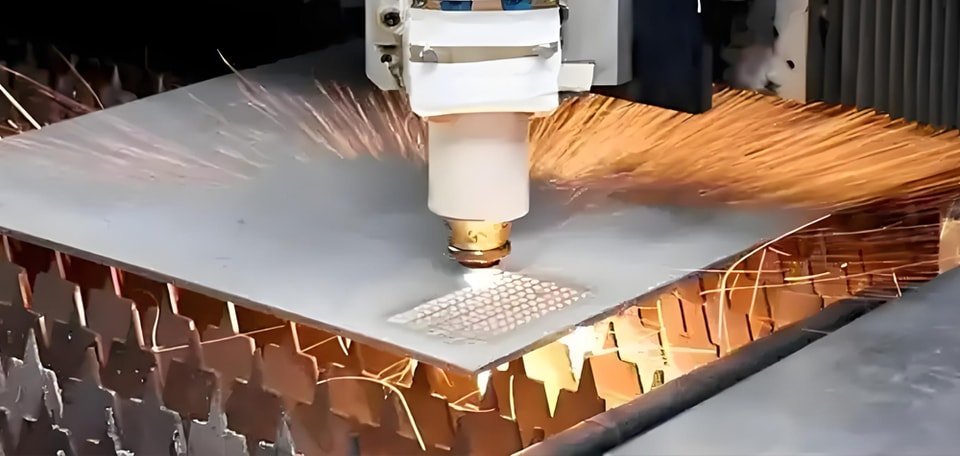
3. Chispas anómalas al cortar acero al carbono bajo

Al cortar acero al carbono bajo de forma normal, el haz de chispas es largo y plano, con poca ramificación. Las chispas anómalas afectarán la uniformidad y la calidad del mecanizado de la sección de corte de la pieza.
En este momento, si los demás parámetros son normales, deben considerarse las siguientes situaciones:
(1) La boquilla del cabezal láser está muy desgastada y debe sustituirse a tiempo;
(2) Si no hay una boquilla nueva para reemplazarla, debe aumentarse la presión del gas de trabajo de corte;
(3) Si la rosca en la conexión entre la boquilla y el cabezal láser está floja, se debe detener el corte de inmediato, comprobar el estado de la conexión del cabezal láser y volver a roscar la conexión.
¿De cuántos vatios debe ser una cortadora láser de fibra para cortar acero al carbono de 10 mm?

Recomendamos cortadoras láser de fibra de 3000 W o 4000 W. Si las chapas que corta son todas de menos de 10 mm, puede considerar una cortadora láser de fibra de 3000 W. La velocidad de corte de este equipo de esta potencia puede garantizarse y también es fácil cortar piezas con requisitos de precisión. Si va a cortar grandes cantidades de chapas metálicas de unos 10 mm ± 2 mm, debería considerar una máquina de 4000 W de mayor potencia.
Contáctenos
