- tel:+86-13222111178
- email:info@ntjugao.com






Razones de la profundidad de plegado desigual en plegadoras
Razones de la profundidad de plegado desigual en plegadoras

Tabla de contenido
• Causas comunes de una profundidad de plegado desigual en plegadoras
○ Espesor inconsistente de las chapas metálicas
○ Alineación incorrecta de la herramienta
• Factores relacionados con la máquina que afectan la precisión de la profundidad de plegado
○ Presión hidráulica inestable
○ Desviaciones en la paralelidad del ariete
• Problemas con el tope trasero y la programación CNC
○ Errores de posicionamiento del tope trasero
○ Configuraciones incorrectas de parámetros CNC
• Solución de problemas paso a paso para una profundidad de plegado desigual
○ Paso 1: Verifique la uniformidad del material
○ Paso 2: Examine la instalación de la herramienta
○ Paso 3: Confirme la precisión del tope trasero
○ Paso 4: Inspeccione los componentes hidráulicos y mecánicos
• Preguntas frecuentes
○ ¿Por qué un lado de la chapa se dobla más profundo en la plegadora?
○ ¿El espesor del material provocará una profundidad de plegado desigual en las plegadoras?
○ ¿Cómo calibrar una plegadora para eliminar una profundidad de plegado desigual?
○ ¿Puede el mantenimiento preventivo rutinario evitar una profundidad de plegado desigual?
• Conclusión
La profundidad de plegado desigual es un problema frecuente en los talleres de procesamiento de chapa metálica, que se refleja en profundidades de plegado inconsistentes en distintas zonas de la misma pieza. En la mayoría de los casos, esta falla no se debe a un solo factor, sino al efecto combinado de varios problemas. Basándonos en la experiencia práctica de operación, la profundidad de plegado desigual en las plegadoras hidráulicas se atribuye, en su mayoría, a una alineación incorrecta de las herramientas, un espesor de chapa inconsistente, una posición imprecisa del tope trasero o una presión hidráulica inestable. En este artículo analizaremos las causas típicas de este problema y compartiremos métodos prácticos de solución de averías para recuperar una precisión de plegado estable y garantizar una eficiencia de producción constante.
Causas comunes de una profundidad de plegado desigual en plegadoras
Antes de ajustar la plegadora, el primer paso es confirmar la causa raíz. Por lo general, la profundidad de plegado desigual se origina en fallos mecánicos, anomalías del sistema hidráulico o una configuración incorrecta del equipo.
Espesor inconsistente de las chapas metálicas

Una de las causas más comunes, aunque fácilmente pasadas por alto, es el espesor inconsistente de las chapas metálicas en bruto. Incluso una pequeña diferencia de espesor a lo largo de la chapa provocará cambios en la profundidad de plegado durante la operación.
Cuando me enfrento a este problema, normalmente utilizo un micrómetro para medir el espesor de la chapa en varias posiciones. Una variación evidente del espesor provocará inevitablemente ángulos y profundidades de plegado desiguales en la plegadora.
Soluciones para reducir este problema:
• Utilizar chapas metálicas del mismo lote de producción
• Comprobar el espesor de la chapa antes de la producción formal
• Ajustar los parámetros de plegado cuando exista variación de espesor
Una calidad estable de la materia prima es la garantía básica para lograr efectos de plegado uniformes.
Alineación incorrecta de la herramienta
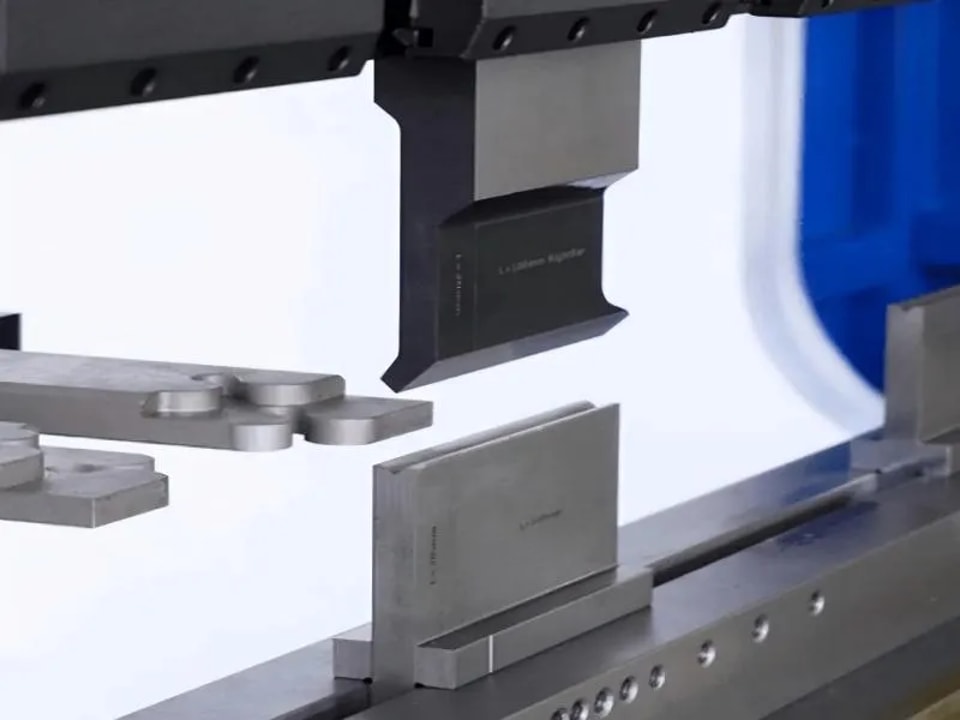
Una mala alineación entre el punzón y la matriz es otra de las principales causas de una profundidad de plegado desigual en las plegadoras.
Si el punzón y la matriz no están centrados o no se mantienen completamente paralelos, la tensión a ambos lados de la chapa será desigual, lo que dará como resultado un plegado más profundo en un lado y más superficial en el otro.
Puntos clave de inspección durante la instalación de las herramientas:
• Si el punzón y la matriz están instalados correctamente
• Si el dispositivo de sujeción fija firmemente las herramientas
• Si la longitud de las herramientas coincide con el rango de plegado
Una ligera desviación de alineación reducirá enormemente la precisión de plegado.
Factores relacionados con la máquina que afectan la precisión de la profundidad de plegado
En algunos casos, la profundidad de plegado desigual se debe al propio equipo, y no a la materia prima o a las herramientas.
Presión hidráulica inestable

Las plegadoras hidráulicas dependen de una presión estable para controlar el movimiento del ariete. Las fluctuaciones en el sistema hidráulico impedirán que el ariete alcance con precisión la profundidad de plegado preestablecida.
Manifestaciones anormales típicas:
• Pequeñas diferencias en los ángulos de plegado
• Funcionamiento lento o no uniforme del ariete
• Valores de presión mostrados inestables
Al solucionar averías, me centro en comprobar la calidad del aceite hidráulico, los filtros y las válvulas de presión. El mantenimiento periódico del equipo puede evitar que este tipo de problemas afecte a la precisión de plegado.
Desviaciones en la paralelidad del ariete
Cuando el ariete no está completamente paralelo a la mesa de trabajo, un lado del equipo bajará a una posición más profunda durante el plegado.
Causas principales de este problema:
• Desgaste de componentes mecánicos
• Calibración incorrecta del equipo
• El uso prolongado provoca deformación del bastidor
Para solucionarlo, utilizo herramientas de medición de precisión para detectar la paralelidad del equipo y ajusto el sistema de sincronización en consecuencia.
Problemas con el tope trasero y la programación CNC
El sistema de tope trasero también es un factor clave que puede provocar una profundidad de plegado desigual en las plegadoras.
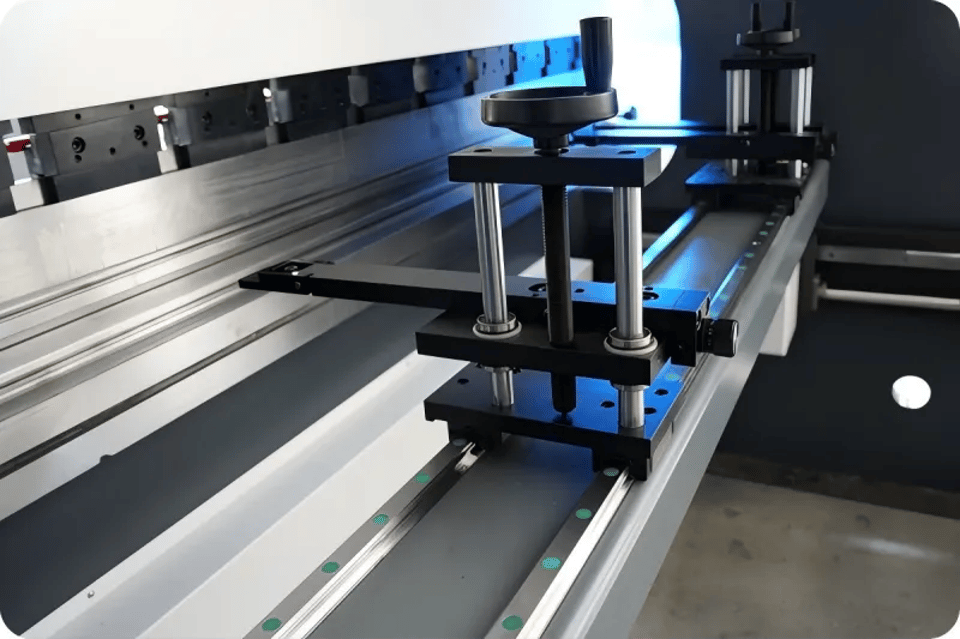
Errores de posicionamiento del tope trasero
El tope trasero se utiliza para determinar la posición exacta de la chapa antes del plegado. Una posición imprecisa causará un leve desplazamiento de la línea de plegado.
Consecuencias comunes de este problema:
• Plegado desigual a lo largo de la pieza
• Profundidad de plegado inconsistente en varias piezas procesadas
Para corregirlo, recalibro el sistema de tope trasero y verifico su precisión de posicionamiento.
Configuraciones incorrectas de parámetros CNC
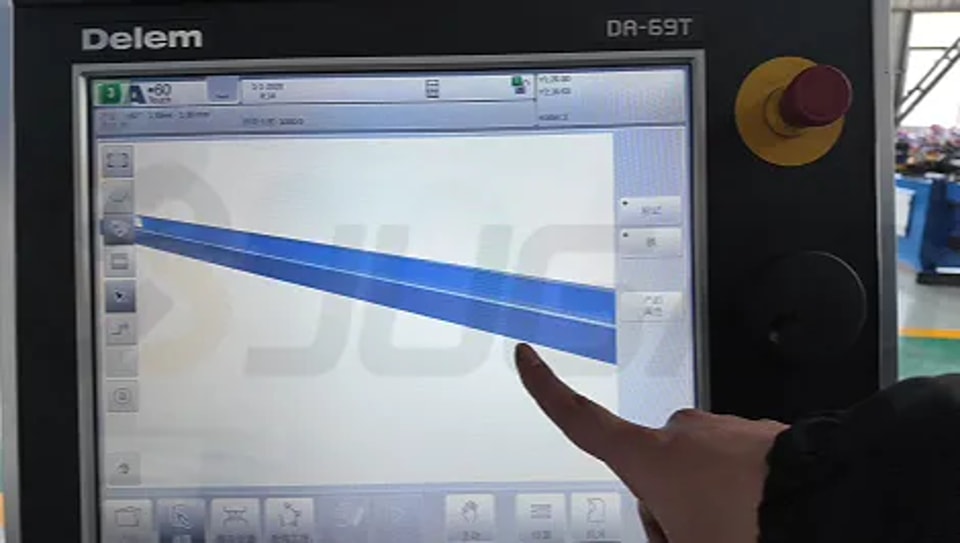
Las modernas plegadoras CNC dependen en gran medida de los parámetros de programación, principalmente entre ellos:
• Profundidad de plegado
• Espesor de la chapa
• Dimensiones de las herramientas
Una configuración incorrecta de los parámetros hará que el equipo no pueda realizar una compensación eficaz durante el plegado.
Cuando se produce una profundidad de plegado desigual, vuelvo a revisar el programa CNC para asegurarme de que los parámetros sean coherentes con los materiales y utillajes realmente utilizados.
Solución de problemas paso a paso para una profundidad de plegado desigual
Adopto un proceso de inspección estandarizado para diagnosticar la causa de la profundidad de plegado desigual.
1. Verificar la uniformidad del material
Primero, mida el espesor de la chapa en varios puntos. Un espesor de material inconsistente suele ser el defecto más fácil de identificar.
2. Examinar la instalación del utillaje
A continuación, confirme la alineación correcta y la sujeción firme del punzón y la matriz. La desviación de alineación es un desencadenante común de la profundidad de plegado desigual.
3. Confirmar la precisión del tope trasero
Realice varias pruebas de plegado para verificar el posicionamiento del tope trasero y comprobar su precisión de repetición de posicionamiento.
4. Inspeccionar los componentes hidráulicos y mecánicos
Por último, compruebe la estabilidad de la presión hidráulica, la paralelidad del carro y el estado de lubricación del equipo.
Seguir este proceso paso a paso puede localizar rápidamente la causa real del problema.
Preguntas frecuentes
¿Por qué un lado de la chapa se dobla más profundo en la plegadora?
Esta situación suele deberse a una alineación incorrecta del utillaje o a desviaciones en la paralelidad del carro. Comprobar y ajustar la configuración del utillaje normalmente puede resolver el problema.
¿El espesor del material provocará una profundidad de plegado desigual en las plegadoras?
Sí. La variación del espesor de las chapas metálicas afecta directamente a la consistencia de la profundidad y el ángulo de plegado.
¿Cómo calibrar una plegadora para eliminar una profundidad de plegado desigual?
Primero, compruebe la paralelidad del carro y la alineación del utillaje; después, recalibre el tope trasero y, por último, confirme que los parámetros de plegado CNC sean correctos.
¿Puede el mantenimiento preventivo rutinario evitar una profundidad de plegado desigual?
Sin duda. La lubricación periódica del equipo, la inspección del sistema hidráulico y la calibración de la alineación pueden mantener un rendimiento de plegado estable de la prensa plegadora.
Conclusión
La profundidad de plegado desigual es una avería común en el procesamiento de chapa, pero en la mayoría de los casos puede resolverse mediante una inspección sistemática y una configuración estándar del equipo. Según la experiencia práctica, la profundidad de plegado desigual de las prensas plegadoras se relaciona en su mayoría con materiales inconsistentes, desviaciones en la alineación del utillaje, inestabilidad del sistema hidráulico o errores de calibración del tope trasero.
Comprobando los factores anteriores paso a paso y realizando un mantenimiento regular del equipo, se puede mejorar significativamente la precisión de plegado y la consistencia de la producción. Si el problema de la profundidad de plegado desigual persiste, o si necesita orientación profesional sobre la calibración del equipo, puede ponerse en contacto con el equipo técnico para obtener más asistencia, o consultar más documentos de operación de la prensa plegadora en el sitio web oficial.
Contáctenos
