- tel:+86-13222111178
- email:info@ntjugao.com






Selección del gas de protección en la soldadura láser
Selección del gas de protección en la soldadura láser

¿Ha encontrado defectos de soldadura como salpicadura excesiva, formación de cordón antiestética y numerosos poros después de soldar? Aunque quizá se pregunte si se debe a una configuración incorrecta de los parámetros del proceso de soldadura láser, ¿sabía que el uso correcto del gas de protección también es un factor crucial que afecta a la formación y al rendimiento de la soldadura? Elegir el gas de protección óptimo es, en realidad, una forma de mejorar la calidad y la eficiencia de la soldadura.
Dado que el gas de protección es tan importante, ¿cuál es exactamente su función? ¿Cómo debe elegir el tipo de gas de protección? ¿Cómo debe introducirse el gas de protección durante la soldadura?
El papel del gas de protección
En la soldadura láser, el gas de protección afecta a la formación del cordón, la calidad de la soldadura, la penetración y el ancho del cordón. En la mayoría de los casos, la introducción de gas de protección tiene un efecto positivo sobre la soldadura, pero también puede tener efectos adversos.
Efectos positivos
1) La introducción adecuada del gas de protección protege eficazmente el baño de fusión, reduciendo o incluso evitando la oxidación.
2) La introducción adecuada del gas de protección reduce eficazmente las salpicaduras durante la soldadura.
3) La introducción adecuada del gas de protección favorece la distribución uniforme del baño de fusión durante la solidificación, obteniendo así una soldadura uniforme y estéticamente agradable.
4) La introducción adecuada del gas de protección reduce eficazmente el efecto de blindaje de las plumas de vapor metálico o de las nubes de plasma sobre el láser, aumentando la tasa de utilización efectiva del láser.
5) La introducción adecuada del gas de protección reduce eficazmente la porosidad de la soldadura.
Siempre que se elijan correctamente el tipo de gas, el caudal y el método de introducción, se pueden lograr resultados ideales.
Sin embargo, el uso inadecuado del gas de protección también puede afectar negativamente a la soldadura.
1) Una aplicación incorrecta del gas de protección puede empeorar la soldadura:
① Elegir el tipo de gas incorrecto puede causar grietas en la soldadura y reducir las propiedades mecánicas de la soldadura;
②Elegir un caudal de gas incorrecto puede provocar una oxidación más severa de la soldadura (ya sea por un caudal demasiado alto o demasiado bajo) y también causar una interferencia grave en el baño de soldadura, lo que da lugar al colapso del cordón o a una formación irregular;
③Elegir un método inadecuado de aplicación del gas puede dar lugar a una protección ineficaz o incluso inexistente, o afectar negativamente la formación de la soldadura;
2) La aplicación del gas de protección puede afectar la penetración de la soldadura, especialmente en la soldadura de chapas delgadas, reduciendo dicha penetración.
Tipos de gases de protección
Los gases de protección para soldadura láser más utilizados incluyen N2, Ar y He. Sus propiedades físico-químicas difieren y, por tanto, sus efectos sobre la soldadura también varían.
Nitrógeno (N2)
El más económico, pero no apto para soldar ciertos aceros inoxidables. El nitrógeno (N2) tiene una energía de ionización moderada, superior a la del Ar pero inferior a la del He. Bajo irradiación láser, su grado de ionización suele ser bajo, lo que reduce eficazmente la formación de nubes de plasma y, por tanto, aumenta la tasa de aprovechamiento efectivo del láser. Sin embargo, el nitrógeno puede reaccionar químicamente con aleaciones de aluminio y acero al carbono a ciertas temperaturas, produciendo nitruros. Esto incrementa la fragilidad de la soldadura y reduce su tenacidad, afectando de forma considerable y negativa las propiedades mecánicas de la unión soldada. Por ello, no se recomienda el nitrógeno para proteger soldaduras de aleación de aluminio y acero al carbono.
Por otro lado, los nitruros producidos por la reacción química del nitrógeno con el acero inoxidable pueden aumentar la resistencia de la unión soldada, mejorando sus propiedades mecánicas. Por ello, el nitrógeno puede utilizarse como gas de protección al soldar acero inoxidable.
Argón (Ar)
es relativamente económico, tiene una alta densidad y ofrece una buena protección. La superficie de la soldadura es más lisa que con helio. Sin embargo, se ioniza fácilmente por el plasma metálico a alta temperatura, lo que puede impedir que parte del haz láser llegue a la pieza de trabajo, reduciendo la potencia efectiva de soldadura y dificultando la velocidad y la penetración de soldadura. Ar (Ar) tiene la energía de ionización más baja, pero su grado de ionización es relativamente alto bajo irradiación láser, lo que no favorece el control de la formación de nubes de plasma y tendrá cierto impacto en la tasa de aprovechamiento efectivo del láser. No obstante, Ar tiene una reactividad muy baja y es difícil que reaccione químicamente con los metales comunes. Además, Ar es económico. Asimismo, Ar tiene una alta densidad, lo que facilita su asentamiento sobre el baño de soldadura y proporciona una mejor protección al baño. Por ello, puede utilizarse como gas de protección convencional.
Helio (He)
Es más caro, pero ofrece el mejor efecto, permitiendo que el láser atraviese directamente sin obstáculos hasta la superficie de la pieza de trabajo. He tiene la energía de ionización más alta, pero su grado de ionización es muy bajo bajo irradiación láser, lo que permite controlar eficazmente la formación de nubes de plasma. El láser puede actuar bien sobre los metales, y He tiene una reactividad muy baja, prácticamente sin reaccionar químicamente con los metales. Es un excelente gas de protección para las soldaduras. Sin embargo, He es demasiado caro y, por lo general, no se utiliza para la producción en masa. Se emplea normalmente en investigación científica o en productos de alto valor añadido.
Métodos de inyección de gas de protección
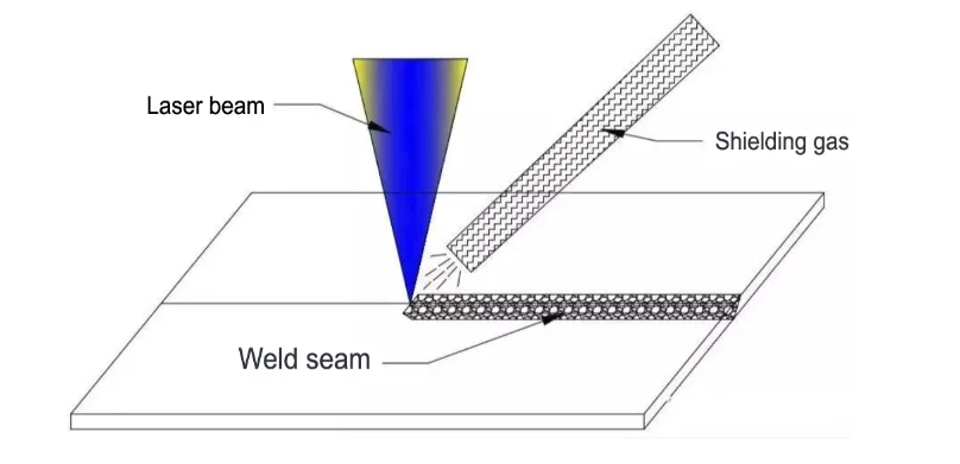
Actualmente existen dos métodos principales para introducir gases de protección: uno es el soplado lateral fuera del eje del gas de protección... Gas protector soplado lateralmente en paralelo
Otro tipo es el gas protector coaxial.
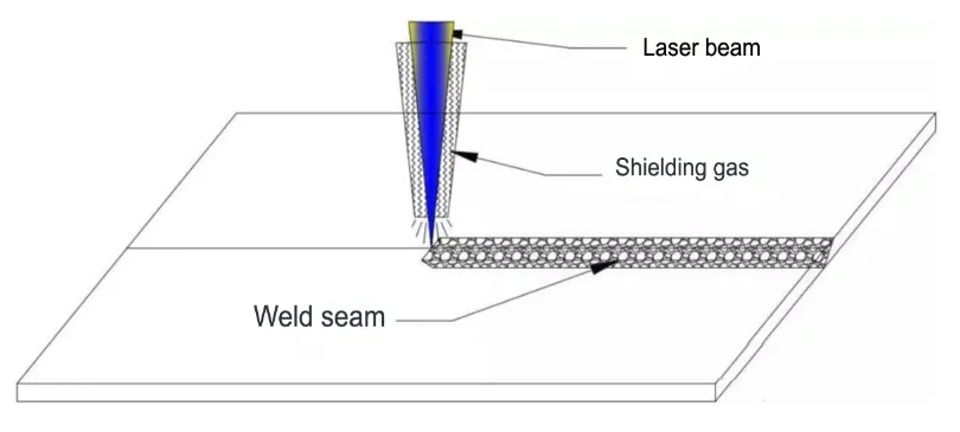
Gas de protección coaxial
La elección entre ambos métodos de soplado depende de una combinación de factores, pero en general se recomienda el gas de protección soplado lateralmente fuera del eje.
Principios para elegir los métodos de soplado del gas de protección
En primer lugar, es importante aclarar que el término "oxidación de la soldadura" es una expresión coloquial. Teóricamente, se refiere a una reacción química entre la soldadura y componentes nocivos del aire, que conduce a un deterioro de la calidad de la soldadura. Ejemplos comunes incluyen la reacción del metal de la soldadura con oxígeno, nitrógeno e hidrógeno del aire a ciertas temperaturas.
Prevenir la oxidación de la soldadura implica reducir o evitar el contacto entre estos componentes nocivos y el metal de soldadura a altas temperaturas. Esta alta temperatura no se refiere solo al metal del baño fundido, sino también a todo el periodo desde que el metal de la soldadura se funde hasta que se solidifica y su temperatura desciende por debajo de cierto nivel.
Por ejemplo, en la soldadura de aleaciones de titanio, el hidrógeno se absorbe rápidamente por encima de 300°°C, el oxígeno por encima de 450°°C y el nitrógeno por encima de 600°°C. Por lo tanto, las soldaduras de aleación de titanio requieren una protección eficaz después de la solidificación y durante el periodo en que la temperatura desciende por debajo de 300°°C; de lo contrario, se "oxidan".
Como se aclara en la descripción anterior, el gas de protección soplado no solo necesita proteger oportunamente el baño de soldadura, sino también la zona recién solidificada. Por ello, generalmente se utiliza el método de gas de protección por soplado lateral fuera del eje que se muestra en la Figura 1, ya que ofrece un rango de protección más amplio que el método de protección coaxial mostrado en la Figura 2, especialmente al brindar una mejor protección a la zona de soldadura recién solidificada.
Para aplicaciones de ingeniería, el gas de protección por soplado lateral fuera del eje no es adecuado para todos los productos. En determinados productos específicos, solo puede utilizarse gas de protección coaxial. La elección debe adaptarse a la estructura del producto y al tipo de unión.
Selección específica del método de soplado del gas de protección
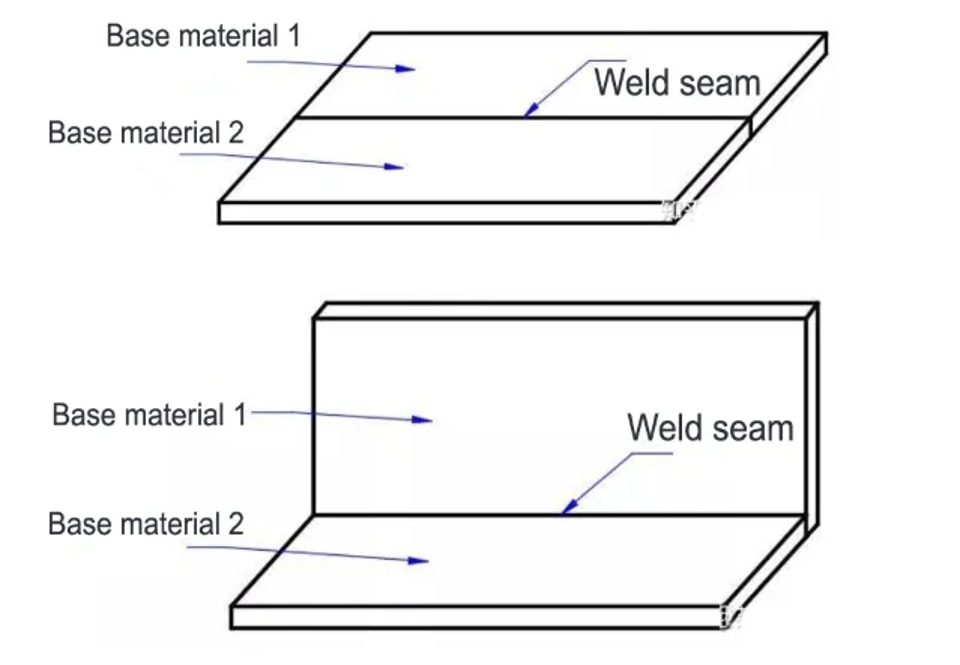
1) Soldaduras rectas
Como se muestra en la Figura 3, la forma de la soldadura del producto es recta. El tipo de unión puede ser una unión a tope, una unión traslapada, una unión en esquina o una soldadura solapada. Para este tipo de producto, se prefiere el método de gas de protección por soplado lateral fuera del eje mostrado en se prefiere.
2) Soldaduras cerradas planas
La forma de la soldadura del producto es una forma cerrada, como un círculo plano, un polígono plano o una línea plana de varios segmentos. El tipo de unión puede ser una unión a tope, una unión traslapada o una unión de soldadura por solape. Para este tipo de producto, se prefiere el gas de protección coaxial.
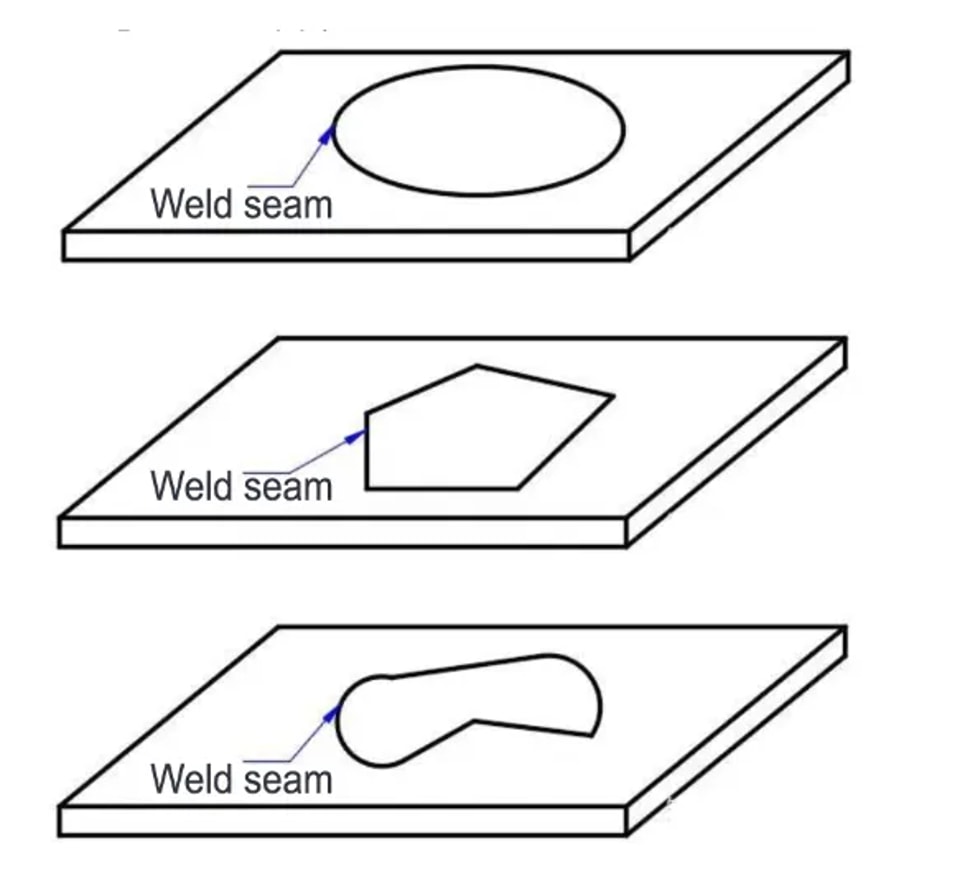
Soldadura de forma cerrada plana
La selección del gas de protección afecta directamente la calidad, la eficiencia y el costo de la producción de soldadura. Sin embargo, debido a la diversidad de los materiales de soldadura, la selección del gas de soldadura en la soldadura real es bastante compleja. Es necesario considerar de forma integral el material de soldadura, el método de soldadura, la posición de soldadura y el efecto de soldadura requerido. Solo mediante pruebas de soldadura se puede seleccionar un gas de soldadura más adecuado para lograr mejores resultados de soldadura.
Contáctenos
