- tel:+86-13222111178
- email:info@ntjugao.com






Tecnología de plegado sin marcas en chapa metálica
Tecnología de plegado sin marcas en chapa metálica

La tecnología de procesamiento de chapa metálica mejora constantemente, especialmente en aplicaciones como el plegado de precisión de acero inoxidable, el plegado de piezas decorativas de acero inoxidable, el plegado de aleaciones de aluminio, el plegado de piezas aeronáuticas, el plegado de chapa de cobre, etc., lo que exige requisitos aún más altos para la calidad superficial de la pieza conformada. El proceso tradicional de plegado es más propenso a dañar la superficie de la pieza. La superficie en contacto con el molde formará una hendidura o un arañazo evidentes, lo que afectará a la estética del producto final y reducirá la percepción de valor del usuario sobre el producto.

1. Causas de la hendidura en el plegado
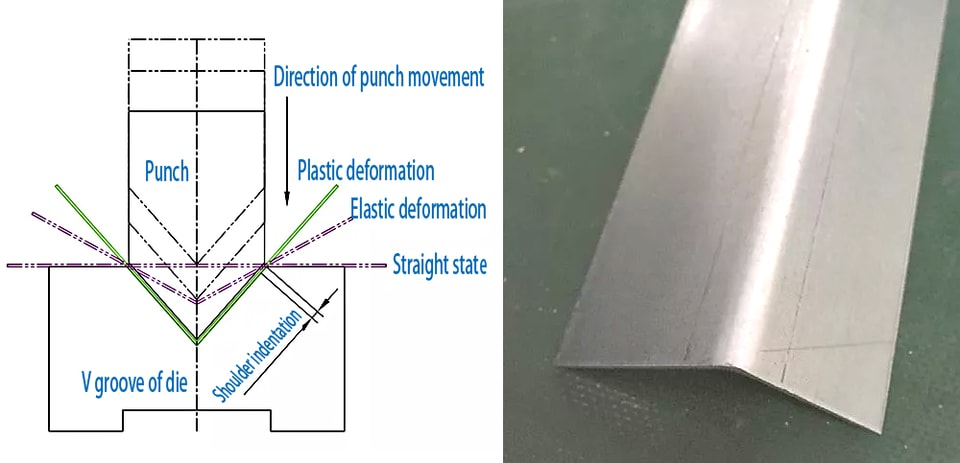
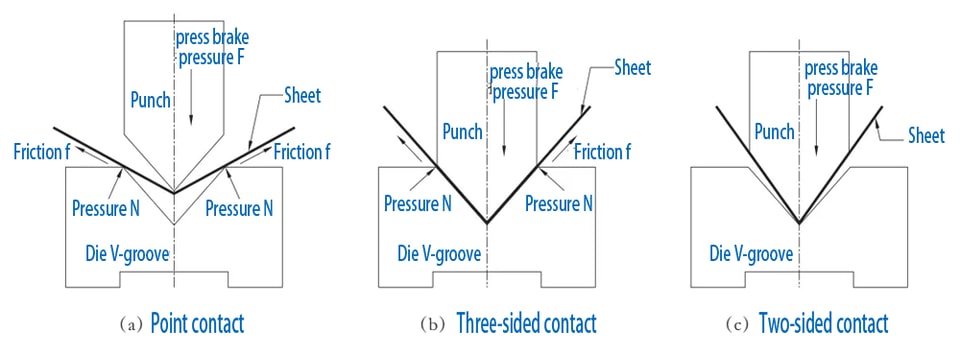
Tomemos como ejemplo el plegado de una pieza en V. El plegado de chapa es un proceso de conformado en el que la chapa metálica primero sufre deformación elástica y luego entra en deformación plástica bajo la presión del punzón o la matriz de la plegadora. En la etapa inicial del plegado plástico, la chapa se dobla libremente. A medida que el punzón o la matriz presionan la chapa, la chapa y la superficie interior de la ranura en V de la matriz se cierran gradualmente entre sí, y el radio de curvatura y el brazo de fuerza de plegado disminuyen progresivamente. Se continúa presionando hasta que finaliza el recorrido, de modo que la matriz y la chapa quedan en contacto completo en tres puntos, y en ese momento se completa un plegado en V.
Durante el plegado, la chapa metálica será comprimida por la matriz de plegado y producirá deformación elástica, y el punto de contacto entre la chapa y la matriz se deslizará a medida que avanza el proceso de plegado. Durante el proceso de plegado, la chapa experimentará dos etapas evidentes: deformación elástica y deformación plástica. También habrá un proceso de mantenimiento de la presión durante el plegado (contacto en tres puntos entre la matriz y la chapa), por lo que se formarán tres líneas de hendidura una vez completado el plegado. Estas líneas de hendidura suelen deberse a la extrusión y la fricción entre la chapa y el hombro de la ranura en V de la matriz, por lo que se denominan hendiduras de hombro. Las principales causas de la formación de hendiduras de hombro pueden clasificarse de forma sencilla en las siguientes categorías.
1. Método de plegado
Como se mencionó anteriormente, la generación de la hendidura de hombro está relacionada con el contacto entre la chapa y el hombro de la ranura en V de la matriz; por ello, las diferentes holguras entre el punzón y la matriz durante el proceso de plegado afectan al esfuerzo de compresión sobre la chapa, y la probabilidad y el grado de la hendidura también serán diferentes. En las mismas condiciones de ranura en V, cuanto mayor sea el ángulo de plegado de la pieza doblada, mayor será la deformación por tracción de la chapa, y mayor será la distancia de fricción de la chapa sobre el hombro de la ranura en V; además, cuanto mayor sea el ángulo de plegado, más tiempo ejercerá presión el punzón sobre la chapa, y más evidente será la hendidura causada por estos dos factores.
b. Estructura de la ranura en V de la matriz
Al doblar chapas metálicas de distintos espesores, el ancho del ranurado en V seleccionado también es diferente. En las mismas condiciones de punzonado, cuanto mayor es el tamaño del canal en V de la matriz, mayor es el ancho de la marca de hendidura. En consecuencia, la fricción entre la chapa metálica y el hombro del canal en V de la matriz es menor, y la profundidad de la hendidura se reduce de forma natural. Por el contrario, cuanto más delgada es la chapa, más estrecho es el canal en V y más evidente es la marca de hendidura.
Hablando de fricción, otro factor relacionado que debemos considerar es el coeficiente de fricción. El radio R del hombro del canal en V de la matriz es distinto, y la fricción que se produce sobre la chapa durante el proceso de plegado también varía. Por otro lado, desde la perspectiva de la presión ejercida por el canal en V de la matriz sobre la chapa, cuanto mayor es el radio R del canal en V, menor es la presión entre la chapa y el hombro del canal en V de la matriz, y más leve es la marca de hendidura; y viceversa.
c. Grado de lubricación del canal en V de la matriz
Como se mencionó anteriormente, la superficie del canal en V de la matriz entra en contacto con la chapa y genera fricción. Cuando la matriz está desgastada, la parte de contacto entre el canal en V y la chapa se vuelve cada vez más rugosa, y el coeficiente de fricción aumenta cada vez más. Cuando la chapa se desliza sobre la superficie del canal en V, el contacto entre el canal en V y la chapa es en realidad un contacto puntual entre innumerables asperezas y la superficie, por lo que la presión sobre la superficie de la chapa también aumentará en consecuencia, y la marca de hendidura será más evidente.
Por otro lado, si el canal en V de la matriz no se limpia antes de doblar la pieza, los residuos que queden en el canal en V suelen causar marcas de hendidura evidentes en la chapa. Esta situación suele darse cuando el equipo dobla chapas galvanizadas, chapas de acero al carbono y otras piezas.
2.Aplicación de la tecnología de plegado sin marcas
Dado que sabemos que la principal causa de la marca de plegado es la fricción entre la chapa y el hombro del canal en V de la matriz, podemos partir de un enfoque orientado a la causa y utilizar la tecnología de proceso para reducir la fricción entre la chapa y el hombro del canal en V de la matriz. Según la fórmula de fricción f=μ·N, los factores que afectan a la fricción son el coeficiente de fricción μ y la presión N, y ambos son proporcionales a la fricción. En consecuencia, se pueden formular los siguientes planes de proceso.
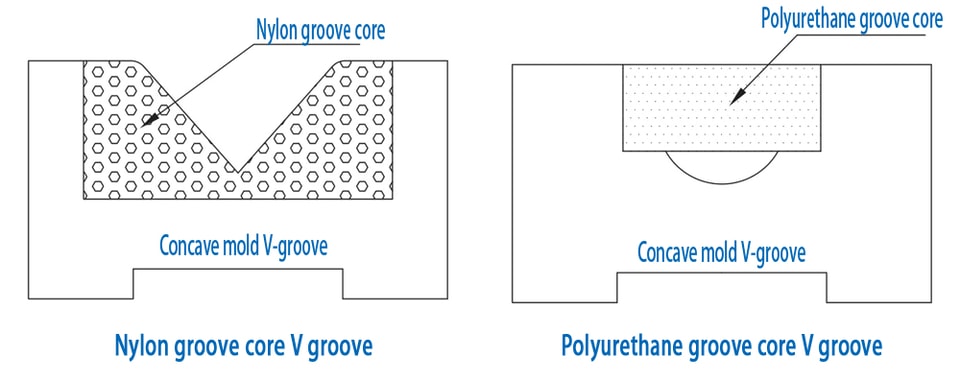
a. Utilizar materiales no metálicos para el hombro del canal en V de la matriz
El método tradicional de aumentar simplemente el radio R del hombro del canal en V del molde no resulta muy eficaz para mejorar la hendidura de plegado. Desde la perspectiva de reducir la presión en el par de fricción, puede considerarse sustituir el hombro del canal en V por un material no metálico más blando que la chapa, como nailon, elastómero de PU, etc., garantizando al mismo tiempo el efecto de extrusión requerido originalmente. Teniendo en cuenta que estos materiales se desgastan con facilidad y deben sustituirse periódicamente, actualmente existen varias estructuras de canal en V que utilizan estos materiales, como se muestra en la figura.
b. Cambiar el hombro del canal en V de la matriz por una estructura de bola y rodillo
También basándose en el principio de reducir el coeficiente de fricción del par de fricción entre la chapa y el canal en V de la matriz, el par de fricción deslizante entre la chapa y el hombro del canal en V de la matriz puede transformarse en un par de fricción de rodadura, reduciendo así de forma considerable la fuerza de fricción sobre la chapa y evitando eficazmente la aparición de marcas de plegado. En la actualidad, este proceso se ha utilizado ampliamente en la industria de los moldes, y el molde de plegado sin bolas es un ejemplo típico de aplicación.
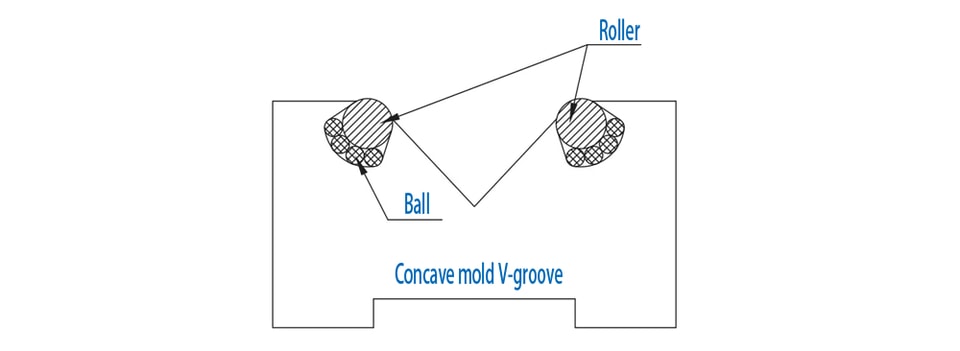
Para evitar la fricción rígida entre el rodillo y el canal en V del molde de plegado sin costura con rodamientos de bolas, y también para facilitar que el rodillo gire y se lubrique, se añaden bolas, logrando así reducir simultáneamente la presión y el coeficiente de fricción. Por lo tanto, las piezas procesadas con el molde de plegado sin costura con rodamientos de bolas pueden conseguir básicamente una ausencia visible de hendiduras, pero el efecto de plegado sin costura en chapas blandas como el aluminio y el cobre no es bueno. Desde el punto de vista económico, dado que la estructura del molde de plegado sin costura con rodamientos de bolas es más compleja que la de varias de las estructuras de molde mencionadas anteriormente, el costo de procesamiento es elevado y el mantenimiento es difícil; este también es un factor que los directivos de la empresa deben considerar al seleccionar.
c. El hombro del canal en V de la matriz se cambia a una estructura abatible
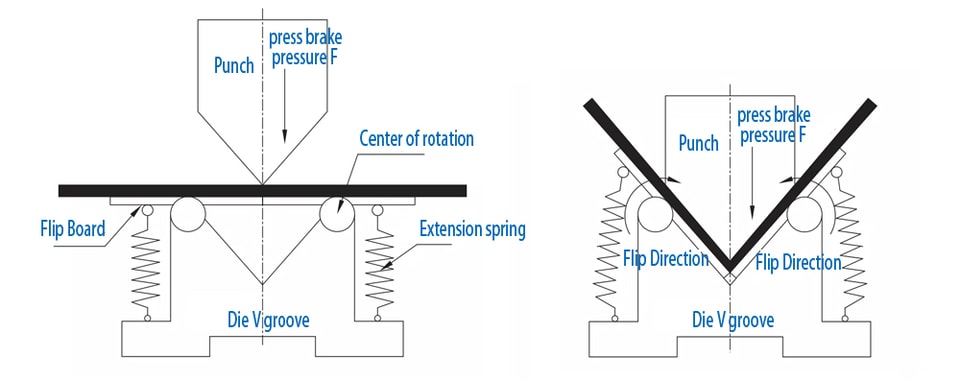
Existe otro tipo de molde en la industria que utiliza el principio de rotación sobre un fulcro para lograr el plegado parcial mediante el abatimiento del hombro de la matriz. Este molde modifica la estructura tradicional del canal en V del molde convencional y convierte las superficies inclinadas a ambos lados del canal en V en un mecanismo abatible. Cuando el punzón presiona la chapa, el mecanismo abatible de ambos lados de la matriz se pliega hacia dentro desde el vértice del punzón con la ayuda de la presión del punzón, de modo que la chapa se dobla y se conforma. En estas condiciones de trabajo, la chapa y la matriz no generan una fricción deslizante local evidente, sino que se aproximan al plano de abatimiento y al vértice del punzón para evitar hendiduras en las piezas. La estructura de este molde es más compleja que las anteriores, con un resorte de tracción y una estructura de placa abatible, y los costos de mantenimiento y procesamiento son más elevados.
d. El canal en V de la matriz se aísla de la chapa
Los métodos mencionados anteriormente consisten todos en lograr un plegado sin marcas mediante la modificación del molde de plegado. Para los directivos de la empresa, no resulta aconsejable desarrollar y comprar un nuevo juego de moldes para lograr el plegado sin marcas de piezas individuales. Desde la perspectiva del contacto por fricción, mientras el molde y la chapa estén separados, no existe fricción. Por lo tanto, sin cambiar el molde de plegado, se puede lograr un plegado sin marcas utilizando una película blanda para evitar el contacto entre el canal en V de la matriz y la chapa. Esta película blanda también se denomina película de presión para plegado sin marcas, y los materiales suelen ser caucho, PVC (cloruro de polivinilo), PE (polietileno), PU (poliuretano), etc. Las ventajas del caucho y del PVC son su bajo costo de materia prima, y sus desventajas son que no resisten la presión, ofrecen una protección deficiente y tienen una vida útil corta; el PE y el PU son excelentes materiales de ingeniería, y la película de presión para plegado sin marcas fabricada con ellos como material base presenta buena resistencia al desgarro, por lo que tiene una larga vida útil y una buena protección.
La película de protección para plegado desempeña principalmente una función de amortiguación entre la pieza y el hombro de la matriz, compensando la presión entre el molde y la chapa, evitando así que la pieza genere hendiduras durante el plegado. Al utilizarla, basta con colocar la película de plegado sobre la matriz, lo que tiene las ventajas de bajo costo y facilidad de uso. El espesor de la película de estampado sin marcas que actualmente se encuentra en el mercado es generalmente de 0,5 mm, y el tamaño puede personalizarse según las necesidades. La película de estampado sin marcas puede alcanzar normalmente una vida útil de unas 200 plegaduras bajo una presión de 2 t, y presenta gran resistencia al desgaste, gran resistencia al desgarro, excelente rendimiento de plegado, alta resistencia a la tracción y alargamiento a la rotura, además de resistencia a aceites lubricantes y a disolventes de hidrocarburos alifáticos.

La competencia en el mercado de la industria del procesamiento de chapa metálica es muy intensa. Si las empresas desean afianzarse en el mercado, necesitan mejorar continuamente su tecnología de procesamiento. No solo debe lograrse la funcionalidad del producto, sino que también deben considerarse la procesabilidad y la estética del producto, así como la eficiencia económica del proceso. Mediante la aplicación de métodos de proceso más eficientes y económicos, el producto puede hacerse más fácil de procesar, más rentable y más atractivo.
Contáctenos
