- tel:+86-13222111178
- email:info@ntjugao.com






Manual de operación de la plegadora T15
Manual de operación de la plegadora T15

Capítulo 1 Resumen
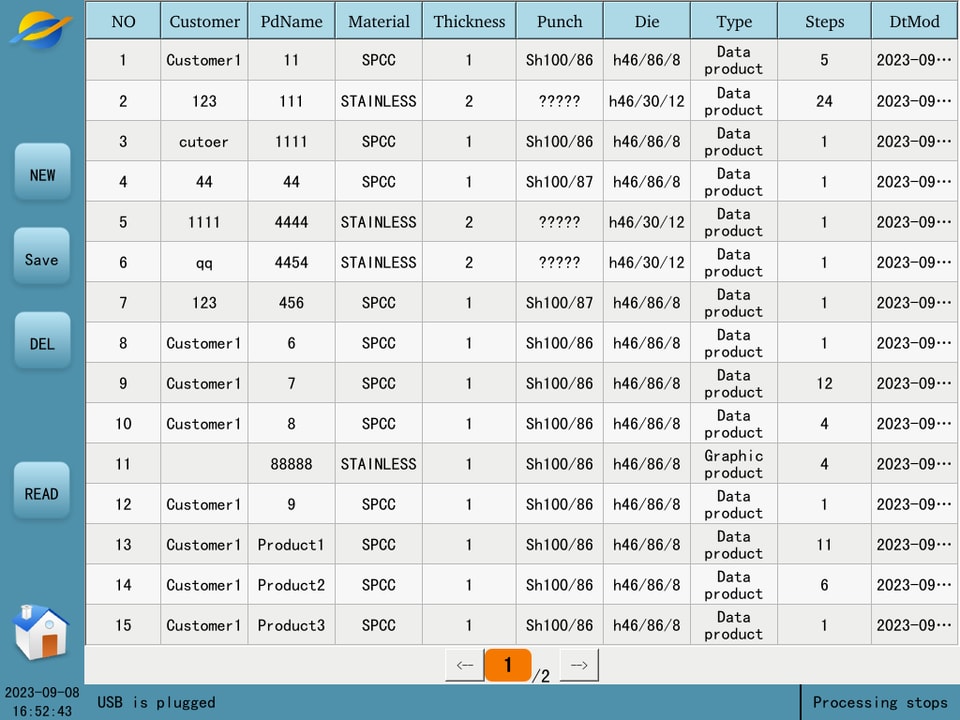
1.1 Interfaz principal
Una vez completados el encendido y el arranque del sistema, este entra en la página principal, como se muestra en la Figura .

1. En el lado izquierdo está la barra de funciones, que incluye el botón izquierdo y derecho , el botón de inicio de sesión del nivel de potencia
, el botón de inicio de sesión del nivel de potencia , el botón de visualización del estado
, el botón de visualización del estado , el botón de menú
, el botón de menú y la visualización de la fecha y hora del sistema.
y la visualización de la fecha y hora del sistema.
2. Haga clic en el inicio de sesión del nivel de potencia e introduzca su nombre de usuario y contraseña antes de acceder al nivel de alta potencia y poder ver más de la página.
3.Barra de menús: este sistema se divide en 6 menús según sus funciones principales, de los cuales: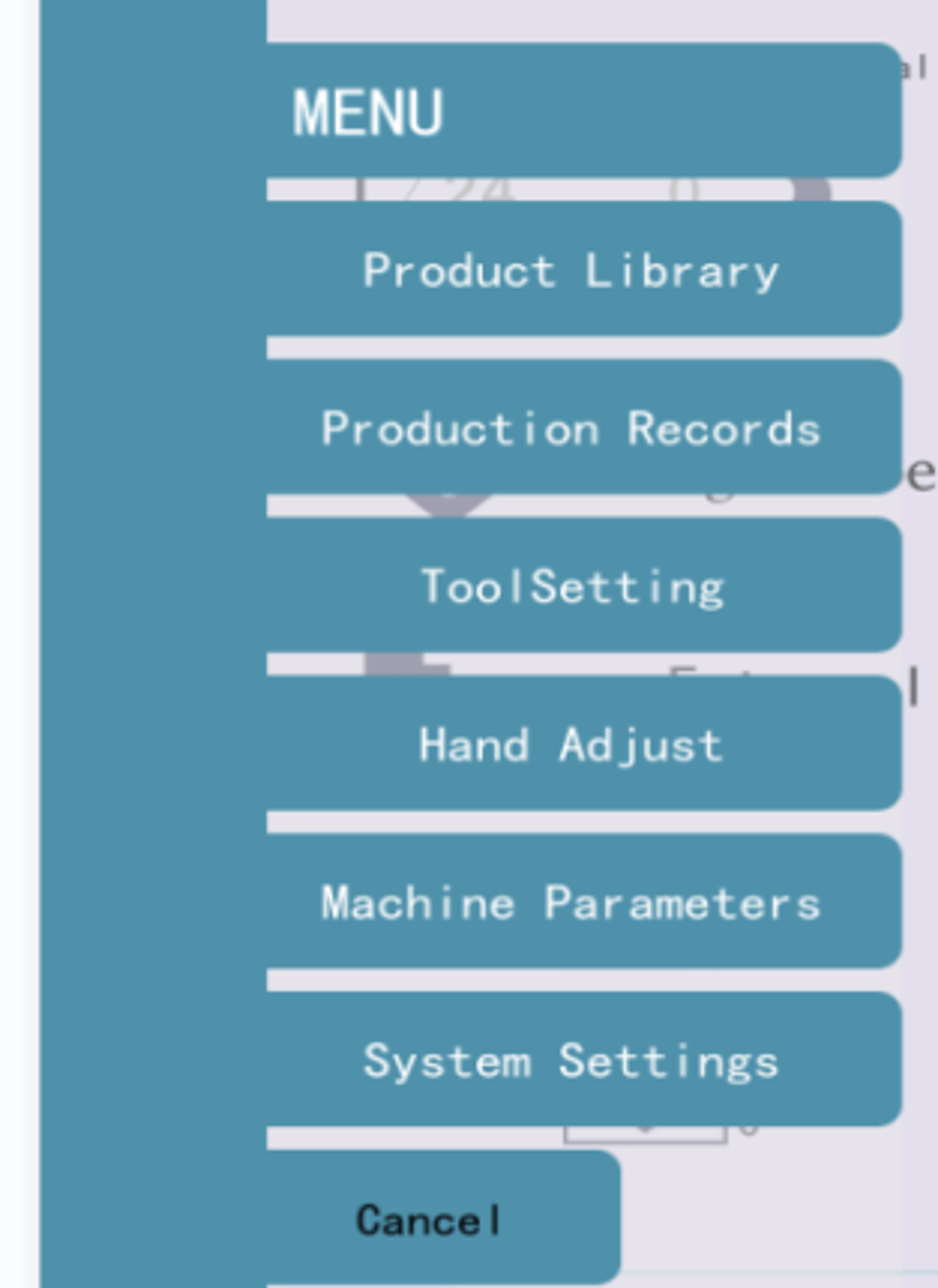
Biblioteca de productos: los productos pueden crearse, almacenarse, leerse y eliminarse.
Registros de producción: establecimiento de objetivos de producción y registro de la producción.
Ajuste de herramientas: entre en la interfaz de ajuste de herramientas para ajustar la apertura máxima después de cambiar el molde.
Ajuste manual de ejes: en esta pantalla, puede realizar acciones manuales sobre ejes individuales.
Parámetros de la máquina: configuración de la máquina, estado de la máquina y parámetros de ajuste.
Ajustes del sistema: hora del sistema, copia de seguridad y recuperación de datos, registros de alarmas, ajustes del nivel de potencia, etc.
Capítulo 2 Producto Biblioteca
1. Haga clic en el botón «Nuevo» para saltar automáticamente a la pantalla «Procesamiento», donde podrá editar un producto en blanco
2. Haga clic en el botón «Guardar», introduzca el nombre del cliente y el nombre del producto en la ventana emergente, y la información del producto en la pantalla «Procesamiento» se guardará en la biblioteca de productos.
3. Seleccione un producto y haga clic en el botón «Eliminar»; el producto se eliminará de la biblioteca de productos.
4. Seleccione un producto, haga clic en el botón «Leer» y el producto se cargará en la pantalla «Procesamiento».
Capítulo 3 Libre doblado trabajo paso editor


Punzón: Haga clic en el nombre del punzón para entrar en la biblioteca de punzones y seleccionar un molde. Los usuarios pueden crear, editar, eliminar y consultar moldes en la biblioteca de punzones; para más detalles, consulte “Capítulo 4Biblioteca de moldes”.
Matriz: igual que “Punzon”. Los parámetros del molde configurados aquí son el molde predeterminado del sistema.
Material: haga clic en el nombre del material para seleccionar el material a procesar desde la biblioteca de materiales.
Espesor de la chapa: edite el espesor del material.
Plegado por ángulo: haga clic  puede elegir “plegado por ángulo”, “plegado por posición”, “plegado plano” y “plegado al fondo”. A continuación, según el distinto modo de plegado, introduzca el ángulo o la posición correspondiente.
puede elegir “plegado por ángulo”, “plegado por posición”, “plegado plano” y “plegado al fondo”. A continuación, según el distinto modo de plegado, introduzca el ángulo o la posición correspondiente.
Tope: haga clic para seleccionar tope o apilado.
Dimensión exterior: haga clic  para seleccionar “Dimensión exterior”, “Dimensión interior” o “posición del eje X”.
para seleccionar “Dimensión exterior”, “Dimensión interior” o “posición del eje X”.
Eje R: introduzca la posición del eje R.
Deflexión: introduzca la posición de la deflexión.
Eje Z: introduzca la posición del punto central del eje Z, ya que el sistema calcula las posiciones Z1 y Z2; Eje X: posición en la que el tope trasero se mueve horizontalmente en la dirección vertical del molde.
Al hacer clic en el número de pasos de trabajo aparecen cuatro botones para ajustar los pasos de trabajo, que son:
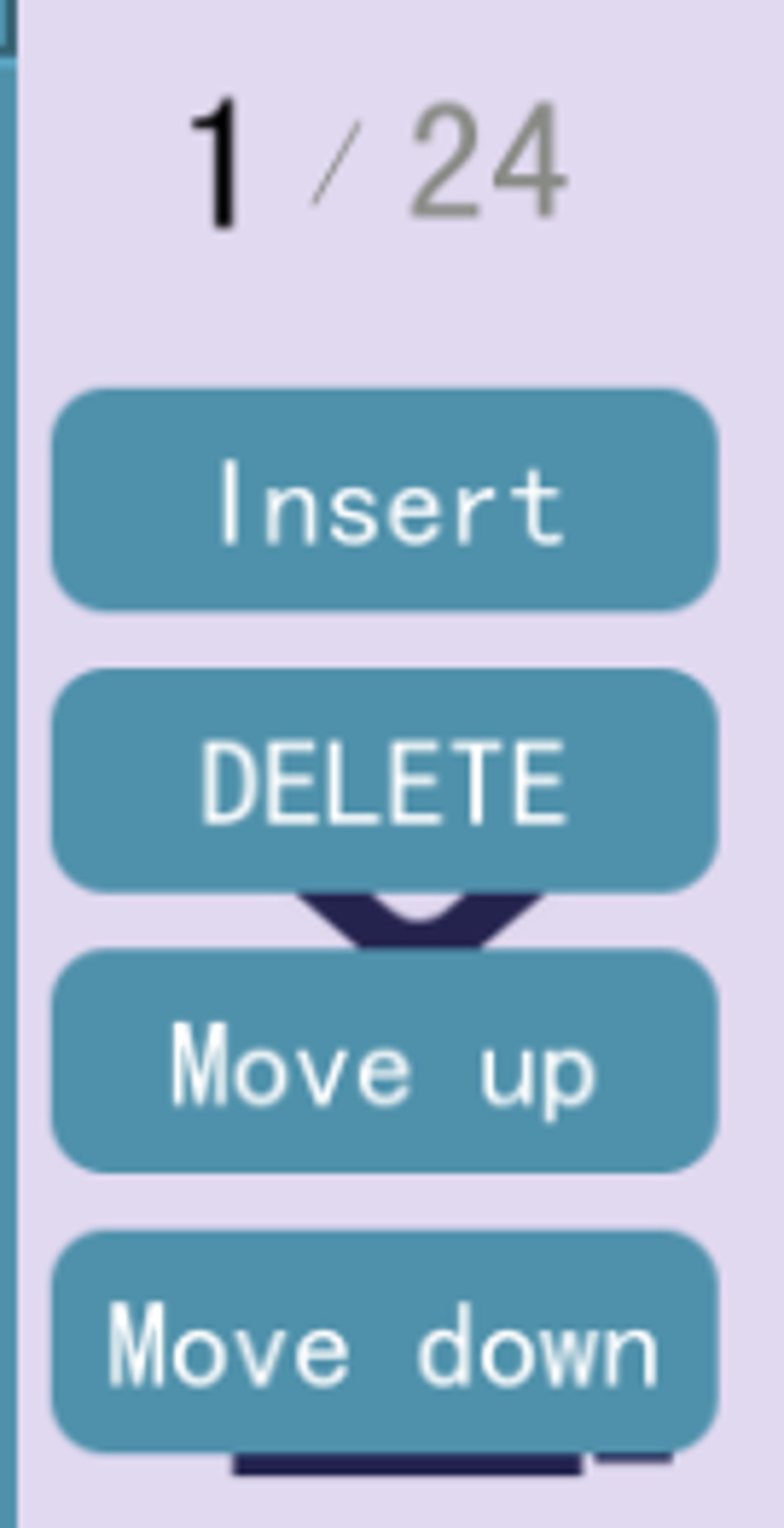
Insertar: inserta un paso de trabajo en blanco por encima del paso de trabajo actual.
Eliminar: elimina el paso de trabajo actual; los pasos de trabajo siguientes se desplazan automáticamente una línea hacia arriba.
Subir: intercambia la posición del paso de trabajo actual con la del paso de trabajo anterior.
Bajar: intercambia la posición del paso de trabajo actual con la del siguiente paso de trabajo.
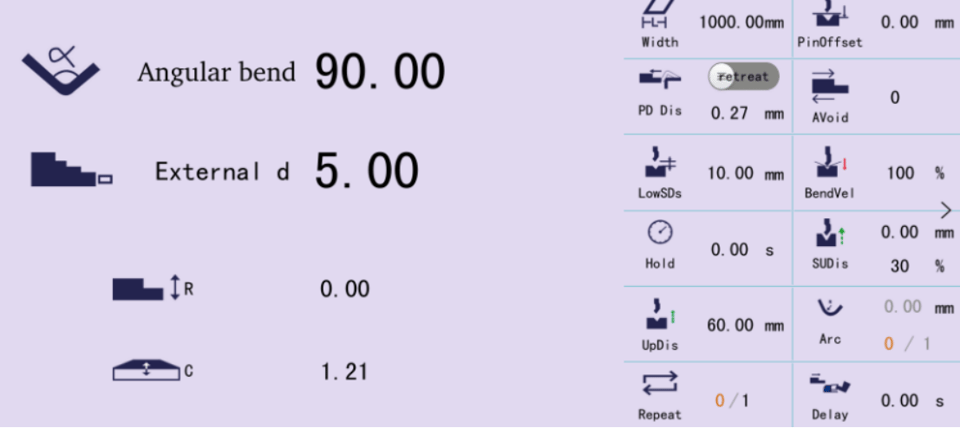
3.1 Referencia detallada
El procesamiento del lado derecho de los parámetros detallados también cuenta con un capítulo de selección de modo en el lado izquierdo, explicado en detalle.
Selección del método de plegado:
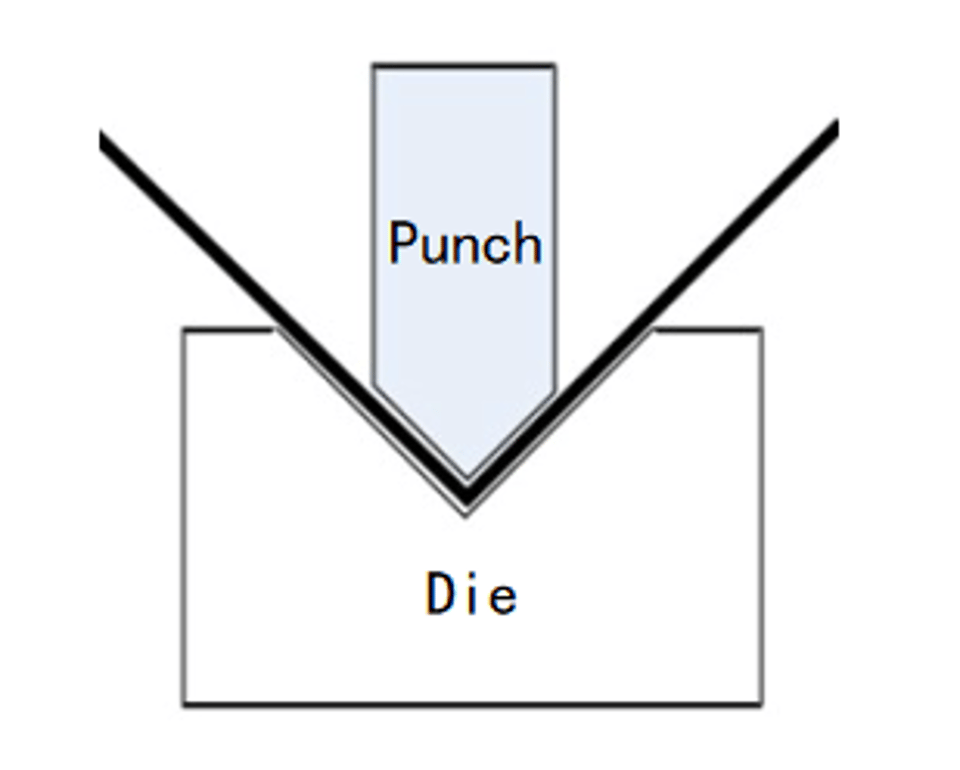
Plegado libre: la chapa se dobla hasta el ángulo establecido bajando el punzón a la profundidad deseada, como se muestra en la figura. El sistema calcula la posición requerida del eje Y para obtener el ángulo establecido. El plegado libre requiere que el ángulo del punzón sea menor o igual que el ángulo de la matriz, y que el ángulo objetivo sea mayor que el ángulo superior y el de la matriz.
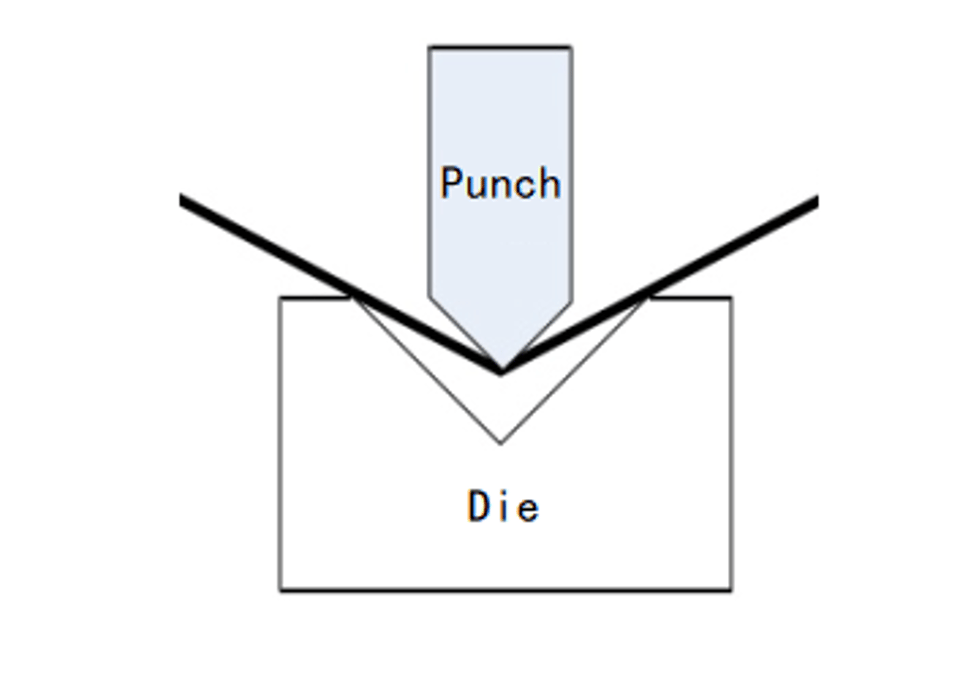
Figura 3-4 Plegado libre
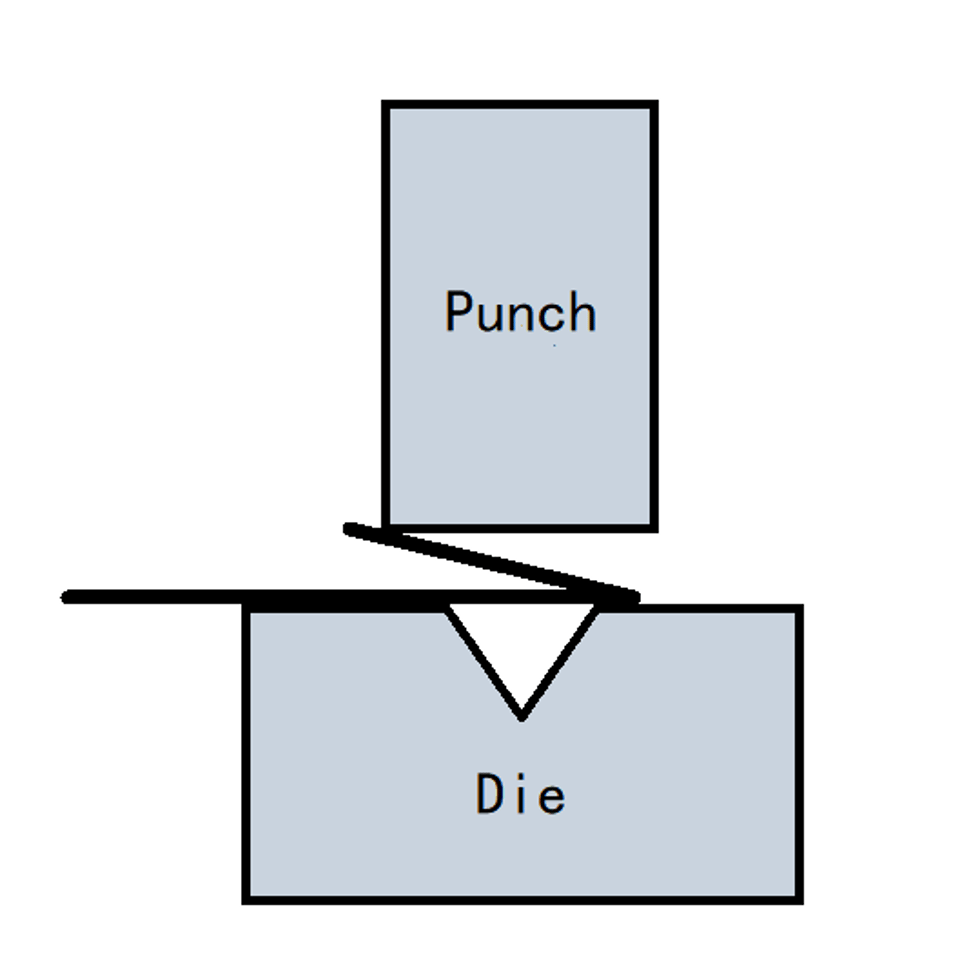
Plegado al fondo: el punzón se pliega hasta el fondo de la matriz para obtener el ángulo de plegado requerido, como se muestra en la figura. La posición del eje Y es la posición del fondo de la matriz menos el espesor de la chapa, y puede corregirse mediante el valor de corrección.
Plegado por aplastamiento: la chapa se dobla hasta formar un ángulo agudo después del plegado anterior; mediante el punzón de aplastamiento, el ángulo agudo de la chapa se aplana y la chapa se pliega, como se muestra en la Figura 3-6. La posición del eje Y corresponde a la posición del punto de la placa de presión menos el espesor de la chapa, y puede corregirse mediante el valor de corrección.
Plegado al fondo con aplastamiento: igual que el plegado por aplastamiento; la posición del eje Y corresponde a la posición del punto de la placa de presión y puede corregirse mediante el valor de corrección.
Dimensiones: dimensiones interiores y dimensiones exteriores. Como se muestra en la figura.
La distancia del extremo del tope desde el lado interior de la chapa en el pliegue se denomina dimensión interior.
La distancia del extremo del tope desde el lado exterior de la chapa en el pliegue se denomina dimensión exterior.
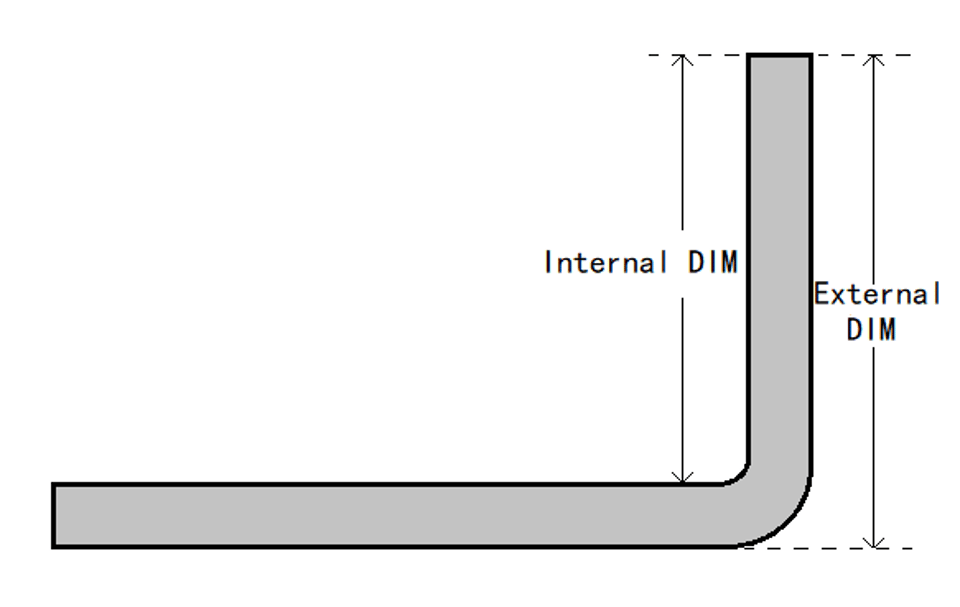
La posición objetivo del eje X se calcula de forma diferente para las dimensiones interiores y exteriores, porque el lado interior se contrae y el lado exterior se expande cuando la chapa se pliega. La posición objetivo del eje X es mayor que la dimensión interior y menor que la dimensión exterior.
Material de apoyo trasero: material de tope y sujeción. Cuando la distancia del eje X es corta, elija el modo de tope. Cuando el eje X es largo, debido a la inclinación descendente por el peso del material de la chapa, se puede elegir el modo de apilado; el material de la chapa se colocará sobre el
dedo de tope delantero para sujetarlo. Cuando utilice el modo de apilado, el sistema calcula automáticamente la posición objetivo del eje X y del eje R en dicho modo.
Distancia de retroceso: la distancia relativa que el eje X debe retroceder para evitar la interferencia cuando el deslizador desciende hasta el punto de sujeción.
Punto de sujeción: la posición en la que el deslizador apenas presiona contra la chapa.
Ancho de la chapa: el ancho de la chapa a lo largo de la longitud del molde.
Repetir: el número de veces que debe repetirse el paso de trabajo actual.
Señal de cambio de paso: cuando haga clic para cambiar a «usar», después de que termine el recorrido de retorno del eje Y, deberá pisar una vez el pedal de bajada antes de que el tope trasero comience a moverse a la posición configurada para el siguiente paso.
Retardo de cambio de paso: tiempo de espera antes de pasar al siguiente paso de trabajo.
Distancia de desaceleración: la distancia entre el punto de cambio de velocidad y el punto de la mesa. Si la distancia de desaceleración del paso de trabajo actual es 0, se utiliza la «distancia de desaceleración predeterminada». Si la distancia de desaceleración predeterminada también es 0, se utiliza la distancia de desaceleración predeterminada del sistema.
Tiempo de mantenimiento: tiempo de mantenimiento tras el final del plegado. Se utiliza el «tiempo de mantenimiento predeterminado» cuando el tiempo de mantenimiento del paso de trabajo actual es 0.
Capítulo 4 Molde Biblioteca
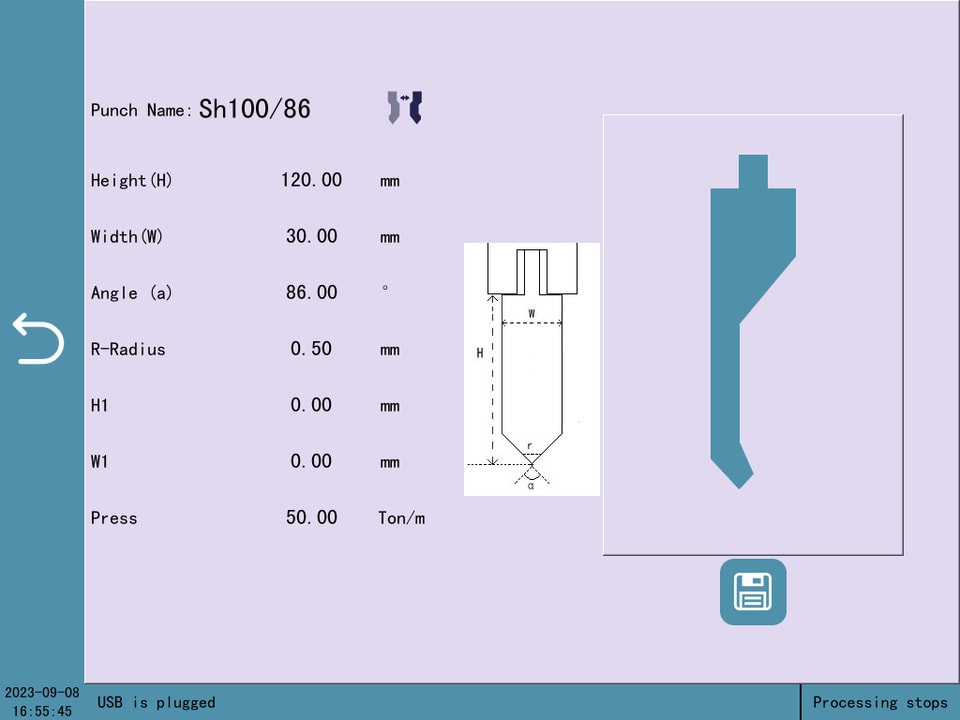
4.1 Biblioteca de punzones
En la pantalla «Mecanizado», haga clic en el nombre del punzón para entrar en la pantalla de la biblioteca de punzones, como se muestra en la figura.
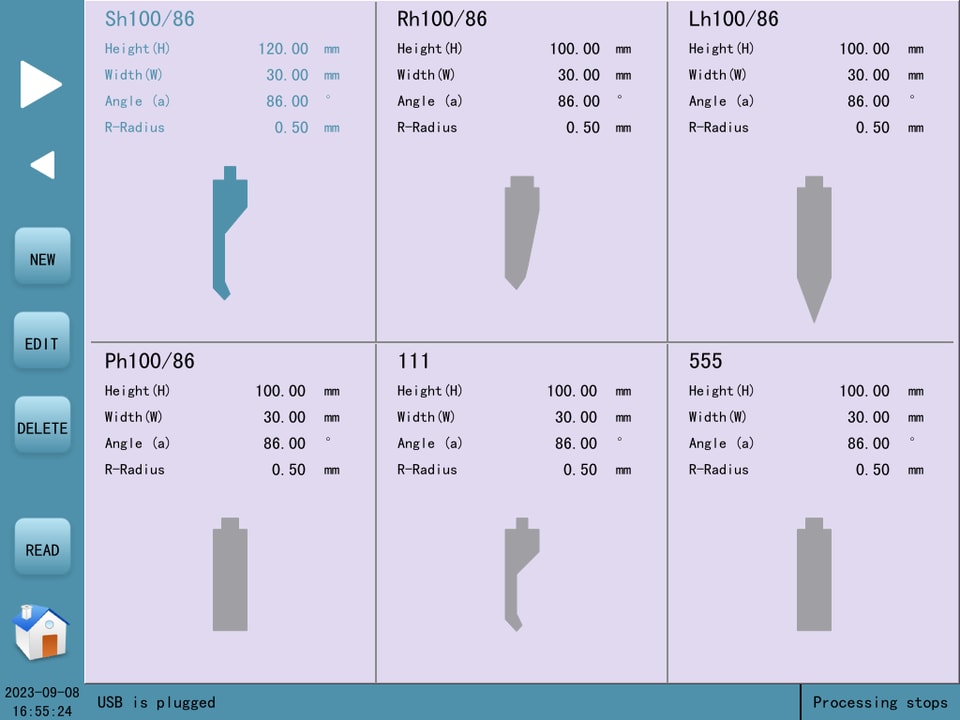
La biblioteca de modelos superiores muestra la lista de modelos superiores guardados en el sistema, que se puede recorrer con la flecha izquierda.
Haga clic en el botón emergente de la barra de menú.
Nuevo: haga clic en «Nuevo» para mostrar varios tipos de nuevos punzones; entre en la interfaz de edición como se muestra en la figura.
Editar: haga clic en «Editar» para modificar un parámetro del punzón actual.
Eliminar: seleccione un punzón y haga clic en «Eliminar» para borrarlo.
Leer: seleccione un punzón y haga clic en «Leer» para cargar el punzón seleccionado en la aplicación actual.
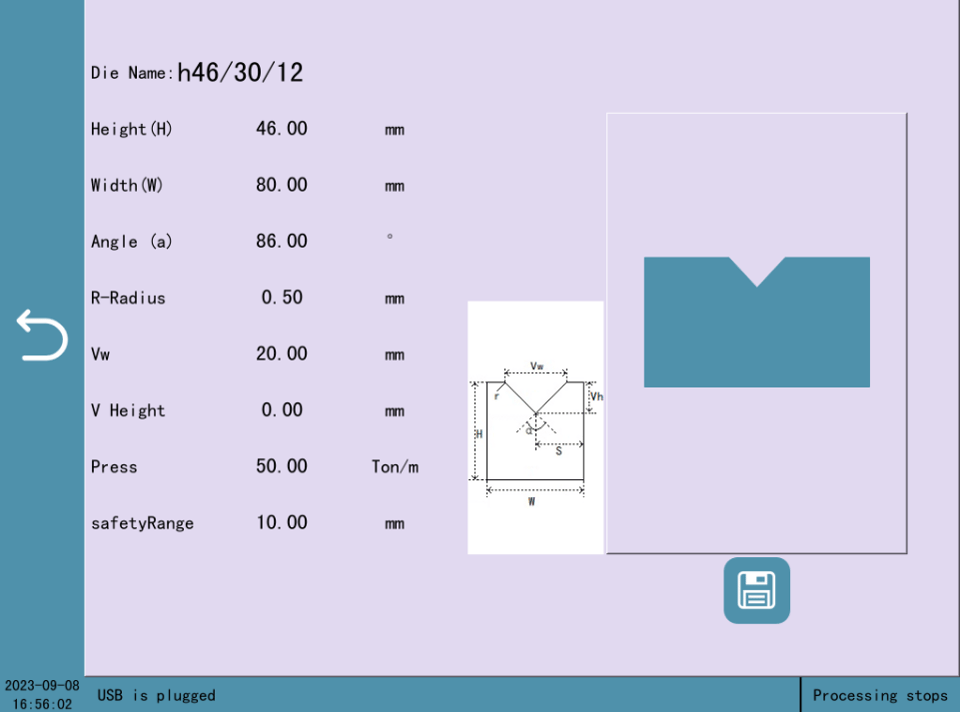
4.2 Biblioteca de matrices
Capítulo 5 Sistema
5.1 Solución de averías de alarmas
N.º de serie número | Descripción de la alarma | Comprobación de alarmas |
Err1 | El motor no está encendido | Pulse el botón START o el botón del motor para encender el motor |
Err2 | Alcanzando el límite | Entre en la pantalla de paso único y muévase en sentido contrario mediante movimientos incrementales y salga del tope |
Err3 | Ambos extremos producen límites simultáneamente | Compruebe si el limitador está dañado o si hay un circuito abierto en la línea |
Err4 | Posición objetivo incorrecta del eje configuración | Compruebe si la posición objetivo está configurada para compruebe el rango de límites superior e inferior |
Err5 | No se encontró ninguna línea válida | Hay un error en el trabajo actual introducir el parámetro de paso |
Err7 | Antes de actuar, consulte la referencia | Entre en la pantalla de estado, haga clic en el botón de búsqueda y espere a que finalice la búsqueda para completar. |
Err14 | Inclinación del eje Y | Entre en la pantalla de paso único, avance o gire la rueda manualmente para nivelar el deslizador |
Err16 | se pulsa el botón de parada de emergencia botón está pulsado | Suelte el botón de parada de emergencia |
Err17 | Subida de emergencia botón está pulsado | Suelte el botón de subida de emergencia |
Err21 | Configuración incorrecta de la posición del tope trasero | Riesgo de colisión con el tope trasero material, compruebe los parámetros de configuración |
Err30 | tarjeta IO comunicación desconectada | Vuelva a conectar el cable de comunicación entre PLC e IO |
Err34 | Alcanzando el límite blando | Entre en la pantalla de paso único, avance en sentido opuesto al movimiento |
Err38 | Monitoreo de seguridad | Compruebe si hay alarmas en el accionamiento |
Contáctenos
