- tel:+86-13222111178
- email:info@ntjugao.com






Causas y soluciones para las rebabas en el procesamiento de chapa con máquinas de corte por láser
Causas y soluciones para las rebabas en el procesamiento de chapa con máquinas de corte por láser

El procesamiento de chapa metálica incluye métodos y procesos tradicionales como corte y troquelado, punzonado, plegado y prensado, entre otros, que se utilizan ampliamente en la fabricación de maquinaria, comunicaciones y electrónica, automoción y construcción naval, aeroespacial y otras industrias. Las máquinas de corte por láser de metal se utilizan con mayor frecuencia en la industria del procesamiento de chapa metálica. El producto final del procesamiento láser ofrece un buen resultado y una alta eficiencia de procesamiento. Muchos fabricantes del sector de la chapa también cuentan con máquinas de corte por láser de fibra. Sin embargo, por diversas razones, muchas personas comentan más sobre los bordes de los productos con rebabas. ¿Esto significa que no puede adaptarse al procesamiento de chapa metálica? En realidad, no es raro que el corte por láser genere rebabas. Siempre que se encuentre la causa y se resuelva adecuadamente, se puede evitar su aparición.

¿Cómo se generan las rebabas?
Las rebabas de las que hablamos son en realidad partículas residuales que aparecen en la sección de corte del material fundido a alta temperatura por láser. Durante el procesamiento de la máquina de corte por láser, el láser genera un haz láser de alta temperatura y extremadamente fino para el corte mediante una fusión triple. Durante la vaporización y evaporación rápidas del material, en ese momento se generan rebabas.

Hay tres razones para la generación de rebabas específicas: el equipo, el gas y los parámetros.
La primera es el equipo. Esto es fácil de entender. Si el propio equipo tiene problemas de calidad al salir de fábrica, hay que considerar que se producirán productos no conformes.

Después está el gas. La mayoría de los procesos de corte por láser utilizan gas auxiliar. Algunos se absorben, otros facilitan el corte y otros son retardantes de llama. Según el material, normalmente se utiliza nitrógeno y oxígeno para el corte de metales. Es decir, el efecto de retardancia de llama o de apoyo a la combustión, en realidad, no es contradictorio. Los materiales más gruesos se cortan rápidamente con oxígeno, y los materiales más delgados o con impurezas se pueden cortar con gas retardante de llama. El requisito previo es que la pureza del gas sea muy alta; de lo contrario, no se logrará el efecto esperado.
Luego están los parámetros, y estos no se configuran correctamente. Esto se entiende bien. El corte por láser es un proceso de coordinación entre varias partes. Estos parámetros equivalen a los mandos; si no se configuran correctamente, dónde golpear es como un soldado sin general.
Por lo tanto, cuando aparecen rebabas en la pieza cortada con láser, se puede comprobar desde varios aspectos:
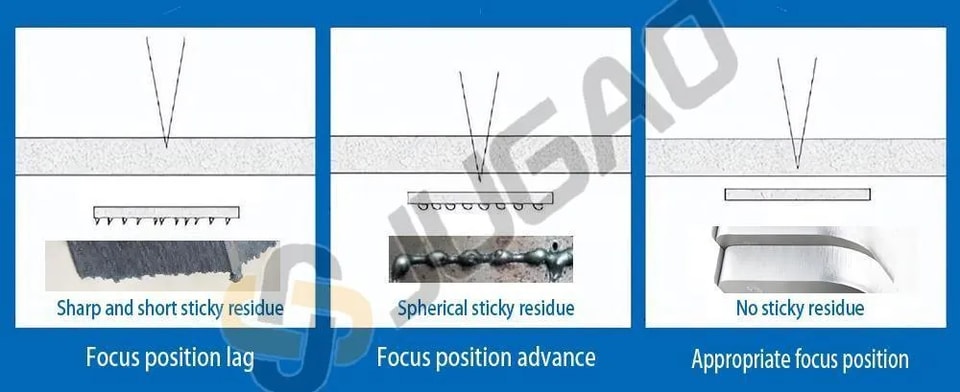
- La posición de enfoque de la máquina de corte por láser está desviada. La importancia de la posición de enfoque es evidente. El enfoque láser tiene enfoque positivo, enfoque cero y enfoque negativo. Si durante el proceso de corte hay una desviación de posición, la energía no puede concentrarse en el ajuste. La posición de la pieza de trabajo se cortará; de lo contrario, la holgura será demasiado grande y se generarán rebabas.
Solución:Vuelva a enfocar el haz láser y ajústelo a un estado normal.
- La potencia de la máquina de corte láser es insuficiente. Si desea cortar una pieza, la potencia del láser es lo primero que debemos considerar. Por lo general, esto se define al comprar el equipo láser. Normalmente, al adquirirlo no suele faltar potencia láser.
Solución:Si la potencia de salida del láser no es suficiente, considere si hay atenuación del láser, mantenga el tubo láser o aumente el parámetro de potencia del tubo láser para comprobar si el corte es normal.
- La velocidad de corte de la máquina de corte láser afecta directamente la calidad de corte. Si la velocidad es demasiado lenta, se generarán rebabas en la zona de corte.
Solución:Ajuste y aumente a tiempo la velocidad de avance de corte para que alcance el valor normal.
- La pureza del gas auxiliar de la máquina de corte láser no cumple con el estándar, lo que causará problemas.
Solución:Utilice gas auxiliar de alta pureza para el corte. Si es necesario, pruebe más opciones.
- La máquina de corte láser también necesita descansar. Si el tiempo de trabajo es demasiado largo, habrá falta de respuesta sensible o atenuación del láser, y aparecerán rebabas.
Solución:Deje reposar la máquina de corte láser durante un tiempo antes de procesar. Por lo general, no se recomienda trabajar de forma continua durante más de 5 horas, y el equipo puede apagarse normalmente.
La máquina de corte láser para metal es un equipo de corte láser de alta precisión. Durante su uso en condiciones normales, puede revisarse según el método anterior.

Los principales productos de JUGAO CNC MACHINE incluyen máquinas de corte láser, plegadoras hidráulicas CNC, máquinas de soldadura láser, cizallas y máquinas dobladoras de tubos, entre otros, que se utilizan en el procesamiento de chapa metálica, chasis y gabinetes, iluminación, teléfonos móviles, 3C, menaje de cocina, baño, mecanizado de autopartes y la industria de ferretería.
Contáctenos
