- tel:+86-13222111178
- email:info@ntjugao.com






Tipos de procesos de plegado de metal
Tipos de procesos de plegado de metal

Las técnicas de plegado de chapa comparten el objetivo común de dar al metal las formas deseadas, aunque sus principios de funcionamiento varían considerablemente. Dominar estos métodos requiere comprender factores clave como el espesor del material, las dimensiones del plegado, el radio de curvatura y la aplicación prevista, todo lo cual influye en la selección del proceso de plegado más adecuado.
Los siguientes métodos muestran no solo cómo doblar chapa metálica, sino también cómo elegir la técnica adecuada para obtener resultados óptimos. Los métodos de plegado de chapa más comunes incluyen:
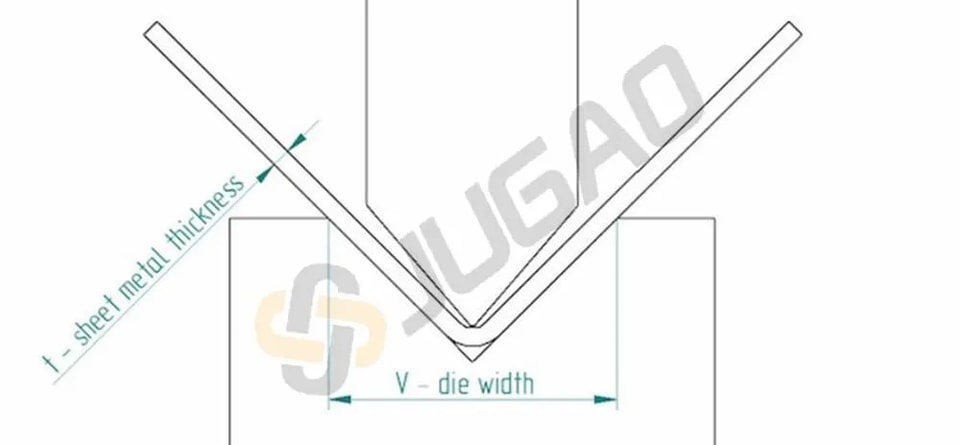
Plegado en V

Es el método de plegado más utilizado y se aplica a la mayoría de los proyectos. Utiliza un punzón y una matriz en V para dar a la chapa el ángulo deseado. Durante el proceso, el punzón presiona la chapa metálica dentro de la matriz en V.
El ángulo de plegado resultante depende de la profundidad a la que el punzón entra en la matriz. Este método es sencillo y eficiente, ya que a menudo permite plegar sin reposicionar la pieza de trabajo.
El plegado en V puede clasificarse en tres subtipos:
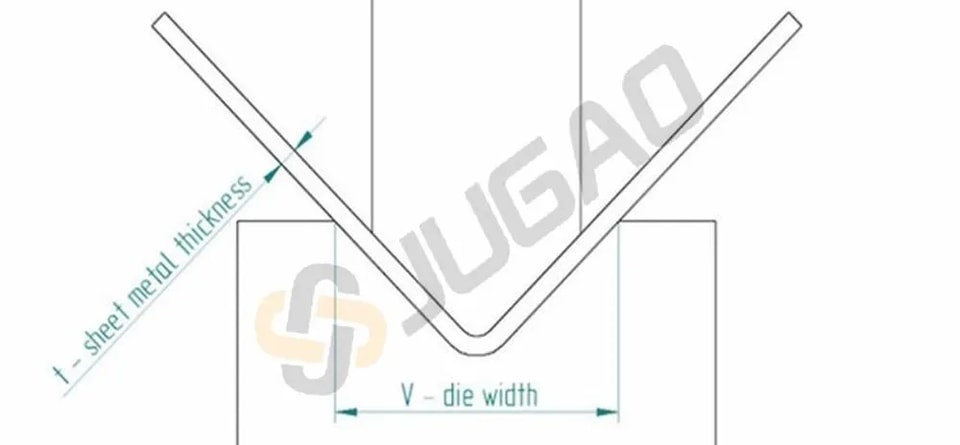
Fondo
El acuñado es similar al plegado por aire, pero con una diferencia clave: el punzón fuerza la chapa completamente dentro de la matriz hasta que entra en contacto total con las superficies de la matriz. Este enfoque reduce el riesgo de defectos asociados al plegado por aire.
Este método requiere una mayor tonelaje, ya que se necesita una fuerza adicional para completar la deformación y mantener la pieza en su lugar después del conformado. Es compatible con diversas configuraciones de matriz en V.
El acuñado ofrece alta precisión y no requiere un control exacto del tonelaje, por lo que resulta adecuado para plegadoras antiguas o menos precisas.
Coinado
El acuñado consiste en prensar la chapa metálica entre el punzón y la matriz con un tonelaje muy elevado. Esto da como resultado un ángulo de plegado de gran precisión y un retroceso elástico mínimo.
Aunque el acuñado ofrece una excelente precisión, exige un mayor tonelaje y tiempos de ciclo más largos en comparación con otros métodos.
Plegado por aire
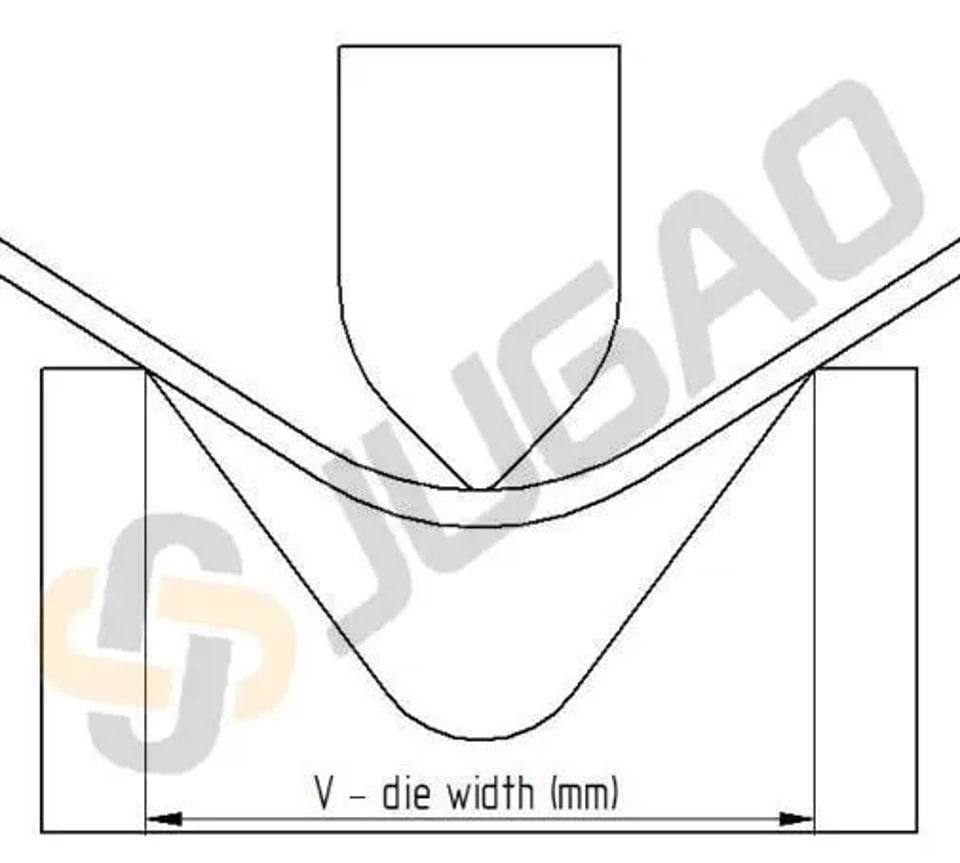
El plegado por aire, o plegado parcial, es menos preciso que el acuñado o el plegado en fondo, pero se utiliza ampliamente por su simplicidad y la flexibilidad de las herramientas, ya que no requiere matrices especiales.
Un inconveniente notable es que el plegado por aire es más susceptible al retorno elástico.
En este proceso, el punzón aplica fuerza en dos puntos de la chapa por encima de la abertura de la matriz. Dado que la chapa no entra en contacto con el fondo de la matriz, normalmente se utiliza una plegadora para el plegado por aire en matriz en V.
(Una plegadora es una máquina utilizada en la fabricación de chapa metálica que sujeta la pieza de trabajo y aplica fuerza entre un punzón y una matriz para formar el pliegue deseado.)
Plegado por rodillos
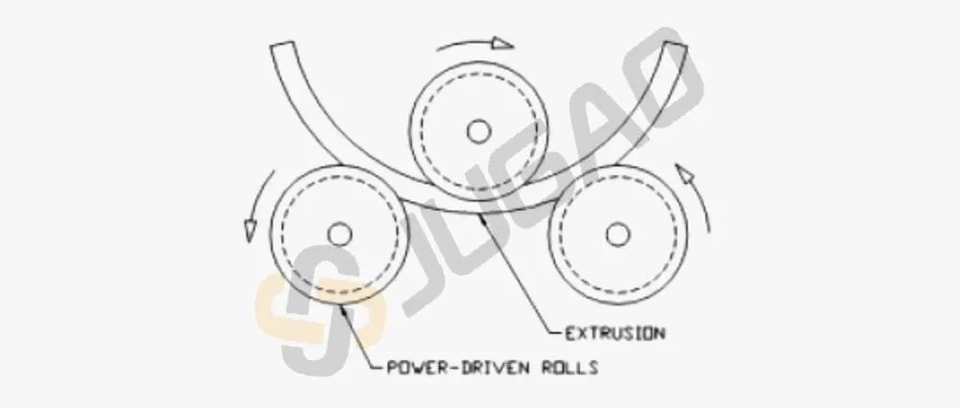
El plegado por rodillos utiliza un conjunto de 2, 3 o 4 rodillos para dar a las chapas formas curvas. La configuración más común es una disposición piramidal de 3 rodillos, en la que el rodillo superior es ajustable y los dos inferiores son fijos.
La chapa se introduce entre el rodillo superior y los dos rodillos fijos. A medida que los rodillos giran, sujetan la chapa mientras el rodillo ajustable ejerce presión hacia abajo para lograr la curvatura deseada. Un sistema de 4 rodillos añade un rodillo adicional para mejorar el soporte, lo que lo hace ideal para aplicaciones de alta exigencia.
Este método se utiliza principalmente para producir formas cilíndricas o cónicas, como tubos, cilindros de gas, depósitos, recipientes a presión y tuberías.
Plegado por barrido
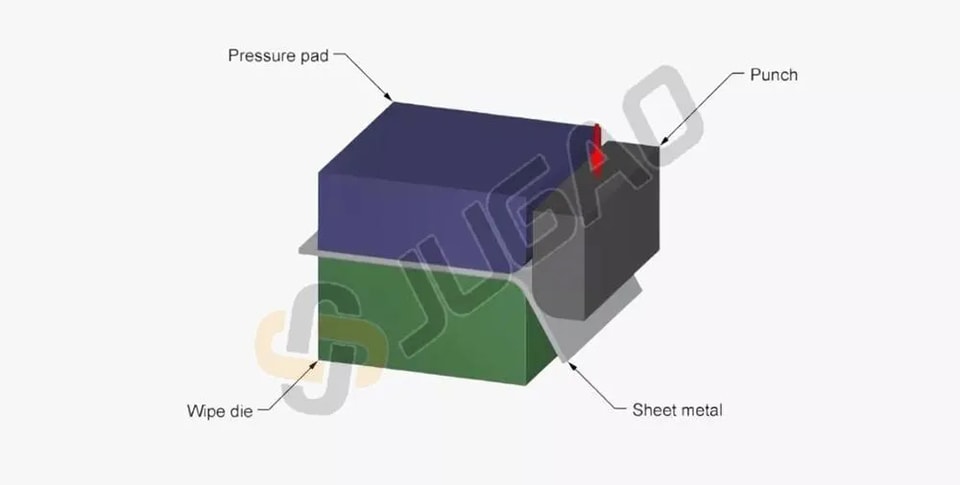
El plegado por barrido, o plegado de borde, utiliza una matriz de barrido y un punzón. La chapa metálica se sujeta entre la matriz y una almohadilla de presión, dejando expuesta la sección que se va a plegar. A continuación, el punzón se desplaza hacia abajo, arrastrando el material sobre el borde de la matriz para formar el ángulo deseado. Este método es una buena alternativa al plegado en plegadora para pestañas más pequeñas.
Esta técnica permite formar varios bordes simultáneamente, lo que mejora la productividad. También minimiza el riesgo de agrietamiento superficial en la zona de plegado.
Plegado rotativo
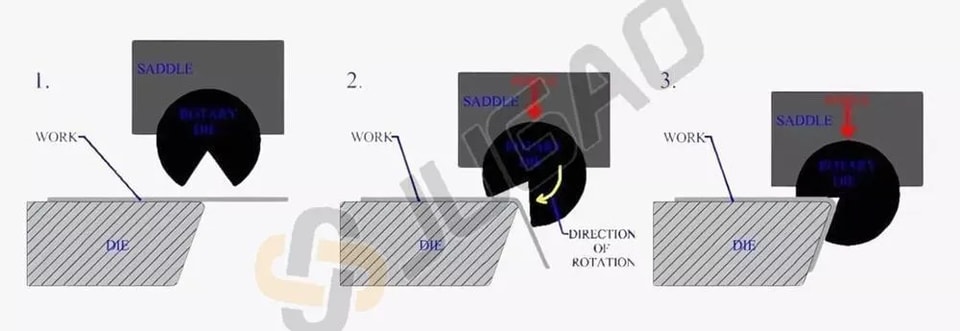
El plegado rotativo se utiliza comúnmente para doblar tubos y tuberías con curvaturas que van de 1° a 180°, aunque también se aplica a la chapa metálica. El proceso involucra tres componentes principales: una matriz de plegado, una matriz de sujeción y una matriz de presión. Las matrices de plegado y sujeción fijan la pieza, mientras que la matriz de presión aplica una fuerza tangencial desde el extremo libre hacia el punto de referencia del doblez. Las matrices giratorias pueden ajustarse para un control preciso del ángulo y del radio de plegado. A menudo se inserta un mandril dentro de los tubos durante el plegado para evitar el colapso, pero no es necesario en piezas de chapa maciza.
Este método de conformado es adecuado para crear dobleces en chapas planas y se utiliza ampliamente en la fabricación de tubos y tuberías.
El plegado rotativo ofrece un control excelente, con tolerancias estrechas de ±0,5°. Como la tonelaje requerida es entre un 50% y un 80% menor que en otros métodos, el riesgo de defectos superficiales como grietas se reduce significativamente.
Contáctenos
