- tel:+86-13222111178
- email:info@ntjugao.com






Ajuste de nivelación de moldes superior e inferior de la prensa plegadora
Ajuste de nivelación de moldes superior e inferior de la prensa plegadora


Ajuste de nivelación del molde superior e inferior (alineación del centro)
Objetivo: garantizar que las líneas centrales de los moldes superior e inferior queden completamente alineadas para evitar desviaciones en la línea de plegado o deformaciones en la pieza.
1. Alineación gruesa
- Utilice una herramienta de marcado de línea central (como un instrumento de centrado láser o una varilla mecánica de centrado) para alinear las ranuras en V o los filos de corte de los moldes superior e inferior.
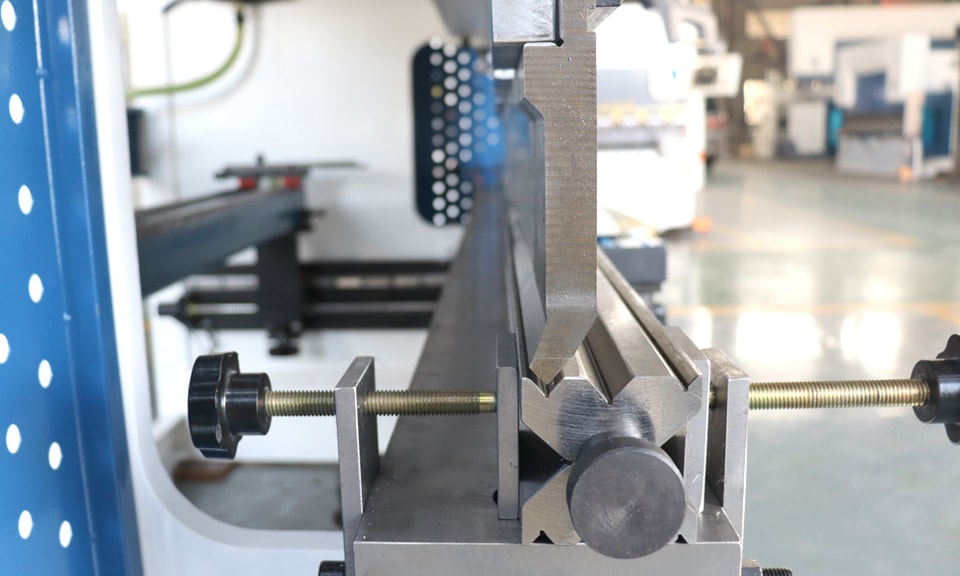
-- Ajuste la posición lateral del portamoldes y controle el error dentro de ±0,5 mm.

2. Ajuste fino de la paralelidad
- Operación de avance por pulsos: deje que la cuchilla superior descienda lentamente hasta tocar la cara superior del molde y aplique una ligera presión (tenga cuidado de no presurizar durante mucho tiempo; la presión debe ser inferior a 12 MPa). Luego regrese.
- Ajuste el molde inferior para moverlo a la ranura V8 o V12 y complete el centrado de los moldes superior e inferior.


- Compruebe simplemente el hierro inclinado de la abrazadera del molde, que debe ajustarse completamente al molde superior.

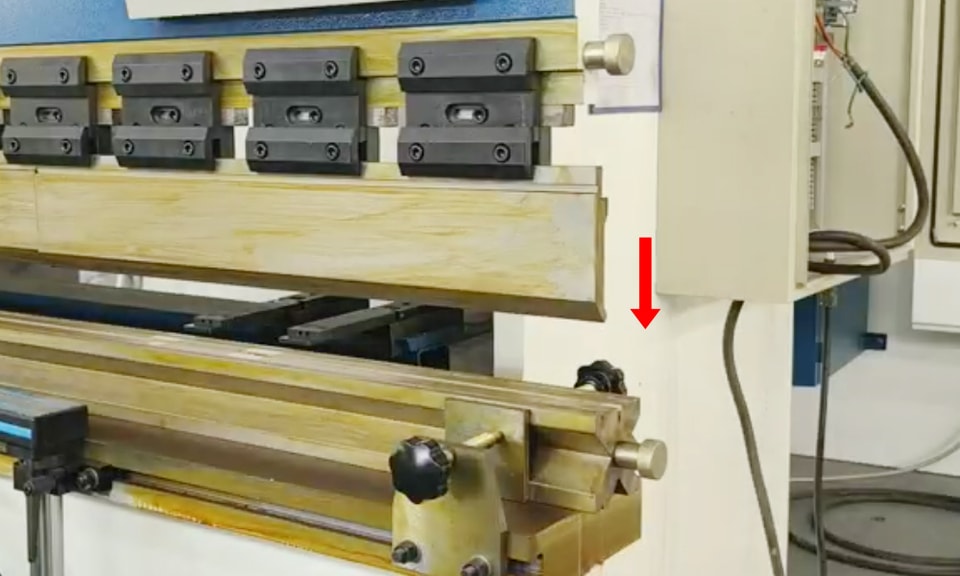
- Prueba de ángulo de un solo lado: use dos piezas de material para plegar y probar simultáneamente en ambos lados de la máquina herramienta, y compare los ángulos de ambos lados (tenga en cuenta que el ángulo de prueba debe ser superior a 90° y que al plegar debe aplicarse toda la presión).




- Ajuste el eje de sincronización del cilindro hidráulico (ajuste manual cuando la máquina está apagada) para que los ángulos de ambos lados sean totalmente consistentes. Después del ajuste, conecte el eje de sincronización.


- Elimine completamente la holgura entre las abrazaderas del molde. Ajuste la posición del molde inferior para asegurar que la punta del molde superior quede presionada sobre la cara superior del molde inferior. Operación de avance por pulsos: deje que la cuchilla superior descienda lentamente hasta tocar la cara superior del molde y aplique una ligera presión (tenga cuidado de no presurizar durante mucho tiempo; la presión es de aproximadamente 12 MPa). Afloje el tornillo de fijación del hierro biselado y luego golpéelo (use una varilla de cobre) para asegurarse de que no haya holgura entre los moldes superior e inferior.




3. Bloquear parámetros
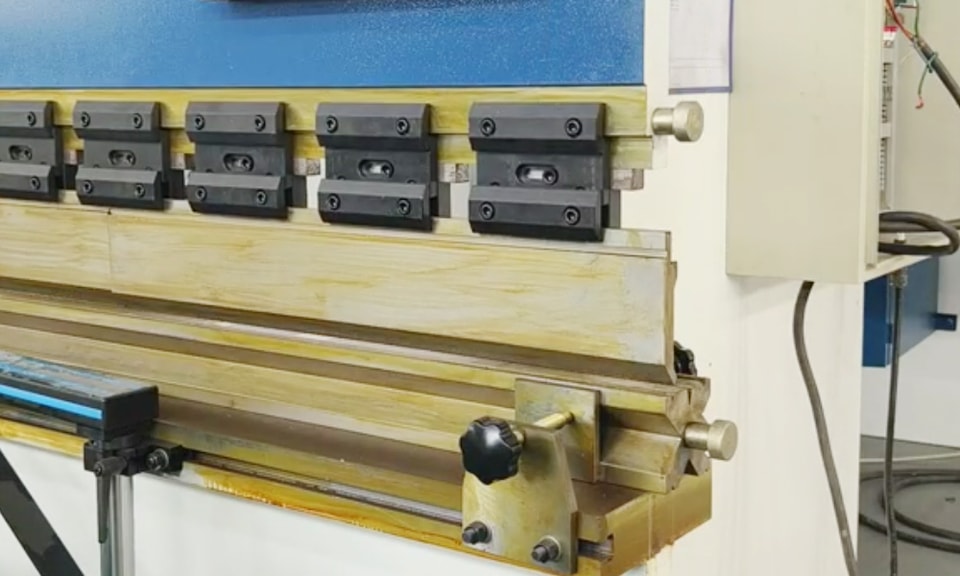
- Después de completar el ajuste, apriete todos los pernos de fijación y márquelos con señales antiaflojamiento.
- Utilice un calibrador de espesores para comprobar la holgura del molde después del cierre y asegurarse de que no haya sobreapriete local ni huecos.
- Mueva la matriz inferior, seleccione la ranura de plegado normal y realice la prueba con normalidad. Si aún existe cierto error en los ángulos izquierdo y derecho, ajuste manualmente el eje de sincronización en la parte trasera del cilindro.

4. Precauciones
- Operación segura: asegúrese de apagar la alimentación antes del ajuste y use guantes y gafas de protección.
- Selección de herramientas: se prefieren herramientas de medición de alta precisión (como micrómetros y detectores láser).
- Verificación paso a paso: cada paso del ajuste debe verificarse mediante plegado de prueba para evitar errores acumulativos.
- Diferencias entre equipos: distintos modelos de máquinas de plegado pueden utilizar métodos de compensación mecánica o hidráulica, que requieren ajuste conforme al manual del equipo.
Mediante el ajuste del sistema según los pasos anteriores, se puede mejorar significativamente la precisión de plegado (error de ángulo ≤ 0,5°) y la vida útil del molde, y reducir el desperdicio de material y el desgaste del equipo. En la operación real, es necesario responder con flexibilidad según la experiencia; por ejemplo, para placas gruesas o materiales de alta resistencia, la cantidad de compensación de presión debe aumentarse adecuadamente.
Contáctenos
