- tel:+86-13222111178
- email:info@ntjugao.com






¿Qué es una matriz de plegadora?
¿Qué es una matriz de plegadora?

Herramientas para prensa plegadora
Qué es una matriz para plegadora
Definición y funciones principales
Una plegadora es un dispositivo utilizado para doblar chapas metálicas, que puede transformar piezas en bruto en piezas con formas y tamaños específicos bajo la presión de la plegadora.
La matriz de la plegadora consta de un punzón y una matriz inferior, que cooperan entre sí para el punzonado, el conformado y la separación de chapas metálicas. La matriz de conformado tiene una cavidad, y la matriz de separación tiene un filo de corte.
Para los principiantes, es necesario entender que el objetivo principal de la matriz de la plegadora es permitir que la máquina doble distintos metales en diferentes ángulos. En este proceso, una lámina de metal se desliza entre dos herramientas: la herramienta superior (punzón) desciende hasta la herramienta inferior (matriz) para doblar la pieza de chapa metálica.
Las matrices para plegadora se dividen en matrices manuales, matrices hidráulicas y matrices CNC. Las matrices hidráulicas para plegadora pueden dividirse en sincronización por eje de torsión, sincronización mecánico-hidráulica y sincronización electrohidráulica según el método de sincronización. Las matrices hidráulicas para plegadora pueden dividirse en tipos ascendentes y descendentes según el método de movimiento.
Importancia en el doblado de metales
Determina la forma de plegado y la precisión dimensional: La forma y el tamaño del molde pueden determinar directamente la forma de plegado, como el ángulo, el radio de curvatura, etc., lo cual está estrechamente relacionado con la calidad del producto.
Controla el proceso de doblado: La herramienta puede fijar la placa metálica en una posición específica y controlar su deformación bajo presión para mantener la consistencia del plegado.
Mejora la eficiencia de producción: al cambiar rápidamente el molde, el cambio de molde de distintos productos puede completarse en pocos milisegundos, lo que acorta enormemente el ciclo de cambio.
Prolonga la vida útil: la vida útil de las herramientas fabricadas con materiales abrasivos y tratadas superficialmente puede multiplicarse varias veces.
Reduce los costos de producción: el uso de moldes de precisión puede aumentar la productividad y reducir la tasa de desechos causada por el desgaste del molde.
Cumple requisitos específicos: mediante tecnología CNC, el molde puede doblarse en cualquier forma para satisfacer los requisitos de fabricación de determinados productos específicos.

Conjuntos de herramientas para prensa plegadora
Punzones y matrices
Son componentes clave que determinan la forma de la pieza doblada y se montan en las barras de presión superior e inferior para controlar la deformación de la zona de doblado de la chapa metálica.
Bases de matriz
Estas plataformas soportan y posicionan el punzón superior y la matriz inferior. Se conectan a los punzones de la prensa plegadora para permitir un cambio rápido de herramienta. Son especialmente útiles para mantener la consistencia en múltiples series de producción.
Ayudas para el plegado
Para ayudar a los operarios a completar las tareas de plegado de forma rápida y sencilla, a veces se utilizan ayudas como herramientas de medición de ángulos y bloques de posicionamiento. Estas herramientas son muy importantes en aplicaciones de alta precisión, donde incluso pequeñas desviaciones pueden afectar al producto final.
Sistemas de cambio rápido
Muchas prensas plegadoras modernas están equipadas con sistemas de cambio rápido que permiten a los operarios cambiar rápidamente los punzones superiores y las matrices inferiores para adaptarse a diferentes tareas de plegado.
Esta capacidad es fundamental en entornos de producción de alta variedad y bajo volumen, donde las herramientas deben cambiarse con frecuencia para adaptarse a diferentes tareas de plegado. Por ejemplo, en un taller de fabricación por encargo, un sistema de cambio rápido permite alternar con rapidez entre distintos proyectos, mejorando la eficiencia general.
Pasadores de posicionamiento
Se utilizan para posicionar y fijar con precisión la pieza de trabajo en la matriz durante el proceso de plegado. Esto es fundamental para trabajos repetitivos en los que el mismo pliegue debe reproducirse con exactitud.
Protectores de matriz
Los protectores de matriz se instalan en el borde de la matriz para proteger las esquinas afiladas de la pieza y prolongar la vida útil de la matriz. Son especialmente importantes cuando se procesan materiales frágiles o de alto valor.
Casquillos de matriz
La conexión del casquillo de matriz con la interfaz del punzón facilita la instalación y retirada rápidas de la matriz. Esta característica es beneficiosa en entornos donde las matrices deben cambiarse con rapidez para mantener la eficiencia de la producción.
Sistema de lubricación
Distribuye uniformemente el lubricante en el radio de la matriz para reducir el desgaste y el quemado de la pieza.
Almohadillas/Módulos de matriz
Se utilizan para sostener el resalte y ayudar a montar el juego de herramientas. La rigidez es muy importante.
Calzas
Controlan la profundidad del plegado manteniendo constante la distancia entre las caras de plegado.
Desplazadores de matriz
Se utilizan para retirar la pieza doblada y también pueden usarse para el ajuste.
Portaherramientas
Los portaherramientas fijan la matriz a la prensa plegadora. Los portaherramientas modernos suelen incorporar mecanismos de cambio rápido que aumentan la productividad al reducir el tiempo de preparación. Por ejemplo, en un entorno de producción de alta variedad, los portaherramientas de cambio rápido permiten a los operarios alternar con rapidez entre distintas herramientas, minimizando el tiempo de inactividad.
Sistemas de sujeción
Los sistemas de sujeción suelen utilizar mordazas, bloques de sujeción y tuercas de ajuste para mantener los punzones y las matrices en la posición correcta. Una sujeción firme es esencial para evitar que la herramienta se mueva durante el proceso de plegado, lo que puede causar errores. Por ejemplo, al plegar acero de alta resistencia, un sistema de sujeción robusto garantiza que la matriz permanezca estable bajo alta presión.
Tipos de utillaje para prensa plegadora
PunzonesPerfiles
El punzón es la herramienta superior del utillaje de la prensa plegadora y se monta en el carro de la prensa. Aplica fuerza a la pieza para doblarla con la forma del punzón. Los punzones están disponibles en diversos diseños para adaptarse a diferentes requisitos de plegado de chapa y tipos de material.
Punzones estándar
Los punzones estándar presentan un cuerpo grueso y una punta estrecha, son versátiles y se utilizan a menudo para tareas generales de plegado y aplicaciones de alta tonelada. Son adecuados para realizar plegados estándar, como ángulos de 90 grados, en diversos materiales. Por ejemplo, un punzón estándar puede utilizarse para hacer un plegado a escuadra en chapa de acero dulce, garantizando resultados uniformes en múltiples piezas.
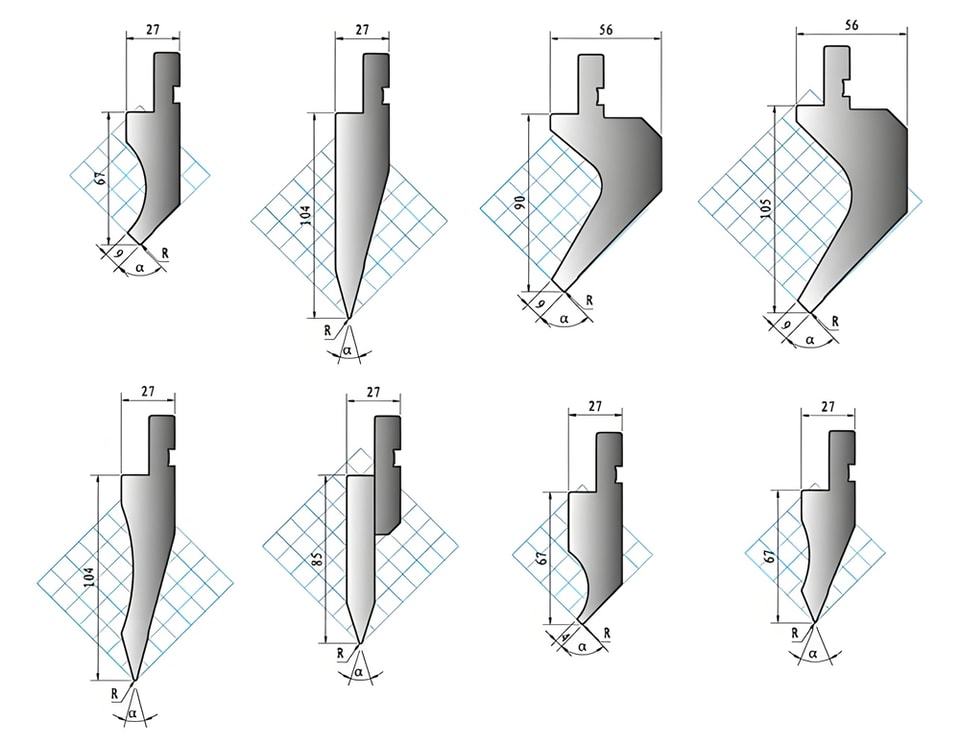
Punzón superior de ángulo agudo
El punzón de ángulo agudo se utiliza para ángulos entre 30 y 60 grados y tiene un cuerpo pesado y una punta afilada. Suele emplearse para plegados de menos de 30 grados y puede trabajar con ángulos de hasta 89 grados. El ángulo de la punta del punzón suele estar entre 28° y 34°.
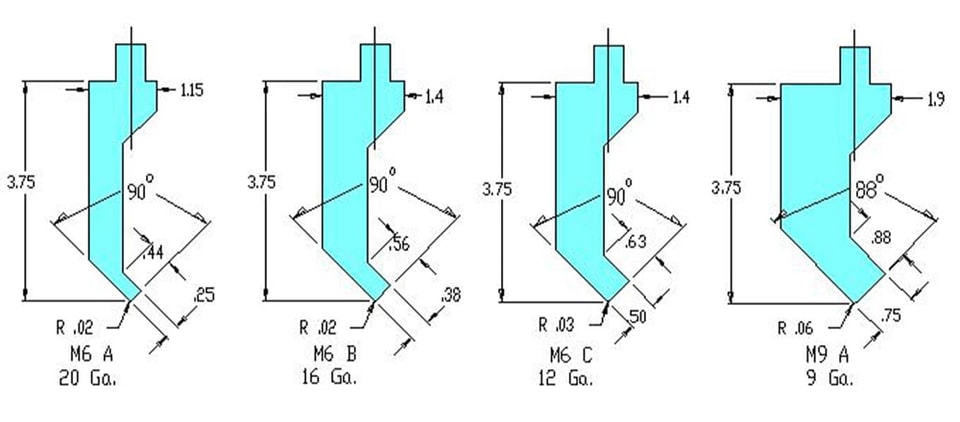
Dimensiones típicas
- Ancho de holgura: varía de 1" a 1,5"
- Altura de trabajo: normalmente unas 3,75"
- Radio de la punta: varía de 1/32" a 1/8"
Punzones de cuello de cisne
Los punzones de cuello de cisne tienen un perfil rebajado que permite realizar plegados complejos sin interferir con la pieza. Diseñados para perfiles en U, estos punzones son ideales para cajas profundas y otras formas complejas. Los punzones de cuello de cisne tienen un cuerpo alargado con una zona rebajada para evitar que las alas de la pieza choquen entre sí. Por ejemplo, al realizar una ranura profunda en forma de U en chapa, un punzón de cuello de cisne proporciona la holgura necesaria para evitar dañar el material.
Punzones para marcos de ventana
Los punzones para marcos de ventana presentan un cuerpo estrecho y una punta angulada que permite doblar y trabajar alrededor de esquinas. La punta se curva hacia el interior del plegador. Puede angulares por ambos lados del plegado y se utiliza a menudo para fabricar marcos de puertas y hojas de ventana, y puede procesar eficazmente chapa para la fabricación de marcos de ventana.
Punzones estrechos / tipo espada
Con un espesor uniforme a lo largo de toda la longitud, la geometría de los punzones estrechos es recta y sin esquinas, lo que los hace adecuados para situaciones en las que la holgura es reducida, ideales para los plegados finales en cierres de cajas y apropiados para operaciones en espacios limitados.
Punzones superiores de radio
El punzón superior de radio tiene una punta redondeada en lugar de un borde afilado, por lo que está diseñado para realizar plegados redondeados y puede utilizarse con matrices en V estándar para operaciones de marcado y para crear perfiles curvos suaves. El cuerpo suele ser más grueso para soportar las fuerzas de plegado requeridas.
Punzones de descentrado (herramientas en Z)
El punzón Joggle tiene una forma especial que produce plegados desplazados y se utiliza en aplicaciones especiales para obtener perfiles en forma de S. Es una herramienta especial, generalmente empleada en trabajos personalizados específicos, diseñada para realizar dos plegados al mismo tiempo. Tiene un perfil más delgado que un punzón estándar.
Matriz inferior
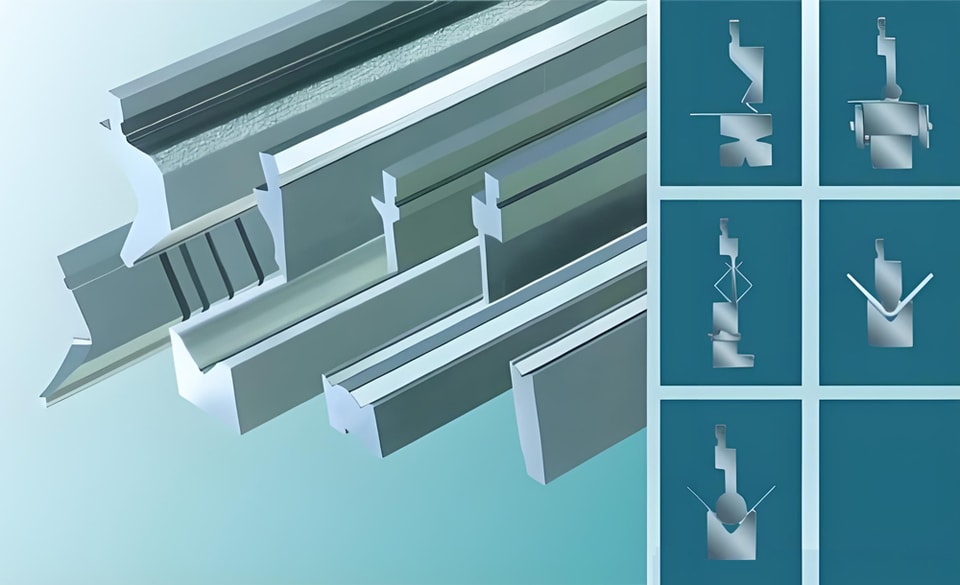
La matriz inferior es la herramienta inferior en la matriz de la prensa plegadora y se instala sobre la bancada de la prensa plegadora. Cuando el punzón desciende, proporciona la fuerza de reacción necesaria para conformar el metal. Las matrices vienen en diversas formas y tamaños para realizar distintos tipos de plegado.
Matriz en V
La matriz en V es el tipo de matriz más común y está disponible en configuraciones de V simple, doble V y multi-V. Presenta una ranura con forma. Se utiliza para realizar plegados en V en las piezas de trabajo. La anchura y la profundidad de la ranura en V determinan el ángulo final de plegado y el arco. Está disponible como parte de un módulo de cuatro caras para facilitar su sustitución.
Matriz en U
Las matrices en U se utilizan para fabricar canales y plegados más profundos, y son ideales para operaciones que requieren formas más complejas. Diseñadas para hacer plegados en forma de U o de C, estas matrices pueden realizar plegados de 90° a 180°. Por ejemplo, para formar ranuras profundas en chapas metálicas destinadas a piezas estructurales, las matrices en U garantizan uniformidad y resistencia.
Matrices de aplanado
Las matrices de aplanado se utilizan para aplanar el material plegado y garantizar un acabado liso y pulido. Estas matrices son esenciales para lograr una apariencia profesional del producto final, como las chapas metálicas planas utilizadas en la fabricación de piezas de carrocería automotriz.
Matrices de desplazamiento
Las matrices de desplazamiento se utilizan para hacer plegados en forma de Z o con offset y producir dos ángulos en una sola pasada. Mejoran la precisión al mantener los plegados paralelos.
Matrices de radio
Las matrices de radio se utilizan junto con punzones redondos para formar plegados de radio, obteniendo un perfil suave y curvado.
Matrices de cuello de cisne
La matriz de cuello de cisne está diseñada para evitar interferencias con la pieza, permitiendo realizar plegados en espacios reducidos o alrededor de plegados ya existentes. Se utiliza principalmente para eliminar bordes o rebordes salientes de la pieza y es ideal para plegar perfiles de cajas profundas o de ala alta.
Matrices de pestañado
Las matrices de pestañado se utilizan para crear dobladillos o pestañas que mejoran la estética y refuerzan los bordes de las piezas de chapa metálica.
Matrices para conformado de ranuras
Las matrices de canal forman canales en U en una sola pasada, lo que resulta más eficiente que formar canales en U con matrices tradicionales en V.
Matrices de aplanado
Las matrices de aplanado se utilizan para aplanar por completo plegados de ángulo pronunciado y a menudo se emplean junto con operaciones de dobladillado.
Matrices de cuatro vías
Las matrices de cuatro vías presentan un canal en V con diferentes tamaños en cada lado de una sola matriz. Las matrices de plegado múltiple se utilizan para producir dos o más plegados en una sola operación e incluyen tipos especiales como las matrices de desplazamiento.
Tipos de moldes para máquinas de plegado
Tipo de herramienta | Características | Aplicación | Ventaja |
Herramientas americanas | - Con ángulos agudos de 30 grados tanto en el punzón como en la matriz. | - Adecuado para operaciones de plegado en una variedad de espesores y perfiles de material. | - Duradero y fiable, puede utilizarse para diversas tareas. |
Herramientas de precisión europeas | - Conocidas como herramienta «Promecam». | - Adecuadas para aplicaciones de plegado de alta precisión con exigencias de gran exactitud. | Reduce el rebote causado por ángulos agudos y mejora la precisión del plegado. |
Nueva herramienta estándar | Combina las características de los sistemas estadounidense y europeo. - El punzón y la matriz tienen un ángulo agudo de 45 grados. - Compatible con plegadoras de Estados Unidos y Europa. | - Adecuado para diversas necesidades de plegado. - Muy popular en entornos de producción que requieren precisión y flexibilidad. | - Los cambios rápidos de herramienta mejoran la eficiencia operativa. - Equilibra versatilidad y precisión, y es adecuado para una variedad de proyectos sin necesidad de realizar modificaciones extensas en la máquina. |
Velaton Rapid Tooling | - Se utiliza normalmente para sistemas TruPunch - Alta precisión, baja tolerancia | - Se utiliza principalmente para tareas de estampado de alta precisión, como el procesamiento de componentes de precisión. - Adecuado para necesidades de producción que requieren cambios de herramienta precisos y frecuentes. | - Alta precisión, alto grado de estandarización, cambio rápido de herramienta. - Mayor vida útil de la herramienta, mayor precisión. - Gran compatibilidad de herramientas, adecuado para diversos tipos de máquinas herramienta. |
En conclusión
- El sistema de herramientas de cambio rápido Wila se utiliza principalmente en situaciones que requieren alta precisión y cambios frecuentes de herramienta, lo que permite sustituirlas rápidamente y lo hace adecuado para el mecanizado de componentes de precisión.
- Las características de los moldes estadounidenses son su bajo costo y su gran escala de producción, por lo que son adecuados para la producción en masa con requisitos de precisión más bajos.
- Los moldes europeos destacan por su precisión y estabilidad, y son adecuados para industrias con altas exigencias de precisión, como la automotriz, la electrónica y la aeroespacial.
- Las nuevas herramientas estándar presentan gran compatibilidad y adaptabilidad, lo que permite ajustes rápidos y mejoras en la eficiencia de producción en diversos entornos.
Selección de materiales para matrices de plegadora
La eficiencia y la vida útil de las matrices de plegado están intrínsecamente vinculadas a la resistencia y al material de la matriz. Debido a la gran presión y a los abrasivos generados durante el proceso de plegado, la composición y el tratamiento de la matriz son fundamentales.
La importancia de la alta resistencia y la resistencia al desgaste
Las herramientas de la plegadora pueden soportar una presión exigente durante el funcionamiento. Una alta resistencia garantiza que las herramientas no se deformen ni se rompan al aplicar presión.
Además, la resistencia al desgaste es crucial, ya que determina la vida útil del usuario. Las herramientas resistentes al desgaste pueden mantener su forma y función a largo plazo, garantizando efectos de plegado uniformes y reduciendo la necesidad de reemplazos frecuentes.
Herramientas endurecidas
Una forma de mejorar la rigidez y la durabilidad de una plegadora es endurecer las matrices. Ciertos materiales para matrices de plegadora son populares por su rigidez inicial y por la posibilidad de endurecerlos aún más.
Por ejemplo
- Acero al cromo-molibdeno:Esta aleación es reconocida por su tenacidad y resistencia al desgaste, logrando un equilibrio entre la resistencia y la durabilidad de la plegadora, y garantizando que la herramienta pueda soportar operaciones de plegado pesadas sin desgaste prematuro.
- Acero Yasuki:El acero Yasuki es un acero de alta calidad que se utiliza comúnmente para herramientas especializadas y es conocido por su excepcional dureza y resistencia a la abrasión. Su composición mantiene filos afilados, lo que lo convierte en la opción ideal para tareas de precisión y plegado.
Herramientas de refinado en caliente
El templado o tratamiento térmico es un proceso que mejora las propiedades de las herramientas metálicas. Al someter el metal a ciclos controlados de calentamiento y enfriamiento, se modifica su estructura molecular y, por tanto, su rendimiento.
Por ejemplo
Después del tratamiento térmico, mejoran la resistencia y la resistencia al desgaste del acero al carbono. El proceso de tratamiento térmico refina la estructura granular del acero, haciéndolo más sólido y duradero. Las herramientas de acero al carbono, tras el tratamiento de templado, son menos propensas a agrietarse y deformarse, lo que garantiza una mayor vida útil de la herramienta y un efecto de plegado constante.
Manipulación e instalación de herramientas
La eficiencia operativa de una plegadora depende de la calidad de la herramienta, pero también de cómo se manipula e instala. Una manipulación e instalación adecuadas pueden mantener un rendimiento óptimo, reducir el desgaste y prolongar la vida útil de la herramienta. A continuación, se explican los matices de la manipulación e instalación de herramientas:
La importancia de la geometría del molde
Para lograr el efecto de plegado, normalmente se diseñan geometrías complejas para las matrices de plegado. La forma, el ángulo y las dimensiones de cada matriz son cruciales para garantizar la precisión del proceso de plegado. Al manipular e instalar estas herramientas,
- Asegúrese de que la geometría de la herramienta sea coherente con la operación de plegado prevista. Utilizar una herramienta con una geometría incorrecta puede dar lugar a resultados de plegado imprecisos y puede dañar la máquina herramienta y la pieza de trabajo.
- Inspeccione periódicamente el molde para detectar desgaste o daños. Con el tiempo, la forma geométrica del molde cambiará debido al desgaste, lo que afectará la calidad del plegado.
- El almacenamiento adecuado es fundamental. Al guardar las herramientas, debe conservarse su forma geométrica, evitando apilarlas o colocarlas en posiciones que puedan provocar deformaciones.
Moldes segmentados y sus ventajas
Las herramientas segmentadas son herramientas divididas en muchas partes o secciones. En lugar de usar solo herramientas largas, las herramientas segmentadas permiten a los operarios de la plegadora combinar segmentos más cortos para obtener la longitud o la configuración deseada. Sus ventajas son las siguientes:
- FlexibilidadLas herramientas segmentadas ofrecen mayor versatilidad; los operarios pueden combinar los segmentos según los requisitos específicos del programa.
- Fácil de operarEn comparación con las herramientas más largas, las herramientas más cortas son más fáciles de manejar, instalar y reparar.
- Reducen el desgasteSi determinados componentes del molde están desgastados o dañados, deben sustituirse esos componentes y no el molde completo.
- RentabilidadLos operarios pueden invertir en un conjunto segmentado en lugar de en varias herramientas largas para distintas operaciones, reduciendo así los costes a largo plazo.
- Procedimientos de trabajo optimizadosLas herramientas segmentadas pueden reajustarse rápidamente, lo que reduce el tiempo de preparación y aumenta la productividad.
La importancia de las tolerancias de las herramientas
Las tolerancias de los moldes son fundamentales en la producción, ya que determinan el funcionamiento normal del producto, el rango de medición de los envases estéticos u otras características físicas. Las principales razones de su importancia son las siguientes:
Mejor ajuste y funcionamiento de los componentes:Esta tolerancia garantiza que las piezas encajen con otras piezas, evitando problemas funcionales e incompatibilidades.
Mejoran la apariencia del producto final Tolerancias:Las tolerancias contribuyen a la estética del producto, por ejemplo, asegurando que las piezas queden niveladas y sin huecos visibles.
Considerar una holgura razonable Tolerancias de la herramienta:Se pueden admitir tolerancias en la herramienta sin comprometer su funcionalidad.
Intercambiabilidad de piezas:Las tolerancias permiten sustituir una sola pieza, facilitando el mantenimiento y la reparación.
Definición de tolerancias para garantizar consistencia, exactitud y precisión:La definición de tolerancias permite controlar mejor la consistencia, exactitud y precisión del producto.
Reducir costes:Al definir las tolerancias desde el principio, los fabricantes pueden minimizar costosos errores de fabricación y retrabajos.
Preguntas frecuentes
- ¿Cuál es la principal diferencia entre las herramientas rectificadas con precisión y las no rectificadas con precisión?
Las matrices rectificadas con precisión se fabrican con tolerancias extremadamente ajustadas, lo que garantiza una alta exactitud y uniformidad en todo el juego de matrices. Este nivel de precisión es fundamental para aplicaciones que requieren ángulos exactos y repetibilidad, como en sectores como el aeroespacial o la fabricación de dispositivos médicos.
Las herramientas rectificadas sin precisión, aunque más económicas, tienen tolerancias más amplias y generalmente son adecuadas para aplicaciones en las que la exactitud no es tan crítica. La elección entre estas opciones depende de los requisitos de producción, siendo más recomendables las herramientas rectificadas con precisión para trabajos de alta precisión que exigen uniformidad.
- ¿Con qué frecuencia deben calibrarse las herramientas de la plegadora?
La frecuencia de calibración depende del volumen de producción, el tipo de material y los requisitos de precisión. Para aplicaciones de alta precisión o entornos de producción continua, la calibración debe realizarse semanalmente o incluso a diario, ya que esto garantiza una precisión de plegado constante y minimiza posibles desviaciones.
En operaciones menos intensivas, puede ser suficiente una calibración mensual o trimestral. Establecer un programa de calibración regular alineado con las necesidades de producción puede ayudar a mantener la precisión y reducir los retrabajos o el desperdicio.
- ¿Qué factores afectan la vida útil de las herramientas de la plegadora?
Muchos factores afectan la vida útil de las herramientas, incluida la calidad del material, la intensidad de uso, la dureza del material de la pieza y los métodos de mantenimiento. Las herramientas de plegadora fabricadas con aceros para herramientas de alta calidad o tratadas con recubrimientos especiales suelen durar más, especialmente en entornos de producción de gran volumen.
La limpieza, lubricación e inspección periódicas también pueden prevenir el desgaste prematuro, lo que puede prolongar notablemente la vida útil de la herramienta. Además, evitar una tonelaje excesivo y seguir las pautas de operación recomendadas puede proteger la herramienta de esfuerzos excesivos y alargar su servicio.
- ¿Se pueden usar las herramientas de la plegadora para todo tipo de metales?
Aunque las herramientas de la plegadora se utilizan ampliamente, los distintos metales requieren características específicas de la herramienta para garantizar un rendimiento óptimo. Por ejemplo, los metales más duros, como el acero inoxidable o el titanio, ejercen más fuerza sobre la matriz, por lo que las matrices de alta resistencia o con recubrimiento de carburo son ideales para estas aplicaciones.
Los metales más blandos, como el aluminio, requieren menos resistencia de la matriz, pero pueden utilizarse matrices o punzones más blandos para evitar daños en la superficie. Adaptar la matriz al tipo de material optimiza su vida útil y la calidad del plegado, mejorando la eficiencia general de la operación de plegado.
- ¿Cómo elijo la herramienta de plegadora adecuada para mi proyecto?
En primer lugar, tenga en cuenta las características del material, incluido el tipo, la resistencia a la tracción y el límite elástico, ya que estos determinarán las necesidades específicas de utillaje. Los distintos materiales, como el aluminio, el acero al carbono y el acero inoxidable, tienen propiedades únicas que requieren ajustes diferentes.
A continuación, evalúe el espesor y la longitud del material. La abertura de la matriz, por lo general, debe ser 8 veces el espesor del material. La longitud de la pieza determinará la longitud de matriz necesaria. El ángulo y la forma de doblado son fundamentales. Las formas de plegado específicas, como los dobleces en V o el hemado, requieren utillajes correspondientes. Conocer la forma de plegado requerida puede ayudarle a elegir la matriz correcta.
El perfil de la herramienta y el límite de carga también son fundamentales. Adapte el perfil de la herramienta al tipo de trabajo, ya sea plegado al aire, plegado en fondo o acuñado, y asegúrese de que el límite de carga no supere la capacidad de la plegadora para evitar daños.
La selección de la matriz debe ser coherente con el espesor del metal implicado. Utilice la «regla 8×2» y multiplique por 8 el metal más fino para encontrar la matriz en V mínima requerida. Las matrices ajustables son útiles para proyectos con múltiples dobleces.
Al seleccionar un punzón, elija en función de los requisitos del trabajo. Tenga en cuenta el tipo de punzón, como estándar, de cuello de cisne o de ángulo agudo, y asegúrese de que el radio de la punta coincida con el valor del radio de conformado neumático.
La precisión y la compatibilidad son importantes para lograr la exactitud de la pieza. Elija herramientas de alta precisión y con características como montaje segmentado y autoblocante para mayor comodidad y seguridad. Considere las opciones de utillaje y la personalización. Aunque las herramientas estándar son adecuadas para plegados comunes, pueden requerirse herramientas a medida para cumplir especificaciones únicas y mejorar la eficiencia del conformado.
Por último, preste atención a la preparación y al funcionamiento. Las herramientas que permiten la carga frontal pueden reducir el tiempo de ajuste. Para proyectos que requieren cambios frecuentes de herramientas, equipar cada plegadora con una biblioteca de herramientas dedicada puede mejorar la eficiencia.
Contáctenos
