- tel:+86-13222111178
- email:info@ntjugao.com






¿Por qué se producen grietas al doblar con prensa plegadora?
¿Por qué se producen grietas al doblar con prensa plegadora?

Índice
• Comprensión del agrietamiento en el plegado con prensa plegadora de chapa metálica
○ Qué le ocurre al metal durante el plegado con prensa plegadora
○ Por qué se forman grietas en la superficie exterior del pliegue
• Causas del agrietamiento relacionadas con el material
○ Metales de baja ductilidad
○ Dirección del grano del material y alineación del plegado
• Selección de herramientas y su efecto en las grietas de plegado
○ Abertura de la matriz en V incorrecta
○ Radio del punzón demasiado agudo
• Ajustes de la máquina que afectan al agrietamiento en el plegado
○ Tonnage de plegado excesivo
○ Velocidad de plegado inadecuada
• Soluciones prácticas para evitar el agrietamiento en el plegado con prensa plegadora
○ Seleccione el radio interior de plegado adecuado
○ Optimice la configuración de herramientas y matrices
○ Compruebe la calidad y las propiedades del material
○ Ajuste la orientación del plegado
• Preguntas frecuentes
○ ¿Cuál es la causa principal del agrietamiento en el plegado con prensa plegadora?
○ ¿La elección de la herramienta influye en el agrietamiento durante el plegado?
○ ¿La dirección del grano afecta al agrietamiento del pliegue?
○ ¿Cómo evitar el agrietamiento al plegar acero inoxidable?
• Conclusión
Las grietas en el plegado con prensa plegadora son un defecto frecuente en el procesamiento de chapa metálica. Cuando surgen estos problemas durante el plegado, primero analizo las características del material y los parámetros de plegado. Este defecto socava directamente la calidad del producto, la integridad estructural y la eficiencia de fabricación. Muchos operarios asumen que la mala calidad del material es la única causa, pero las grietas suelen deberse a múltiples factores: herramientas inadecuadas, radio de plegado insuficiente, presión de plegado excesiva o una orientación desfavorable del grano. Este artículo explica las causas fundamentales del agrietamiento en el plegado con prensa plegadora y comparte soluciones prácticas mediante la optimización de materiales, herramientas y parámetros del equipo.
Comprensión del agrietamiento en el plegado con prensa plegadora de chapa metálica
Para solucionar las grietas de plegado, primero hay que comprender cómo se deforma el metal durante el plegado.
Qué le ocurre al metal durante el plegado con prensa plegadora
Cuando la chapa metálica se pliega en una prensa plegadora, soporta dos tensiones opuestas: la capa interior se comprime, mientras que la capa exterior se estira. Las grietas se inician cuando la tensión de tracción en la superficie exterior supera el límite de elongación del material.
Este es el principio mecánico fundamental detrás del agrietamiento en el plegado. Los materiales con poca ductilidad o con condiciones de plegado inadecuadas son mucho más propensos a agrietarse.
Por qué se forman grietas en la superficie exterior del pliegue

Las grietas casi siempre aparecen en el radio exterior del pliegue, ya que esa zona soporta la máxima tensión de tracción. Si el radio de plegado es demasiado pequeño en relación con el espesor de la chapa, el material no puede estirarse lo suficiente y comienza a fracturarse.
Por eso, elegir el radio correcto del punzón y la apertura de la matriz es fundamental para prevenir grietas.
Causas del agrietamiento relacionadas con el material
En la producción real, las propiedades del material están entre los desencadenantes más comunes de las grietas de plegado.
Metales de baja ductilidad

Algunos metales, especialmente el acero de alta resistencia, el acero templado o el acero inoxidable procesado incorrectamente, tienen una elongación limitada. Estos materiales no pueden estirarse lo suficiente durante el plegado.
Plegar materiales de baja ductilidad aumenta significativamente el riesgo de agrietamiento.
Para reducir este riesgo, recomiendo:
• Usar un radio de doblado mayor
• Reducir la velocidad de doblado
• Adoptar un doblado por etapas, si es posible
Dirección del grano del material y alineación del plegado
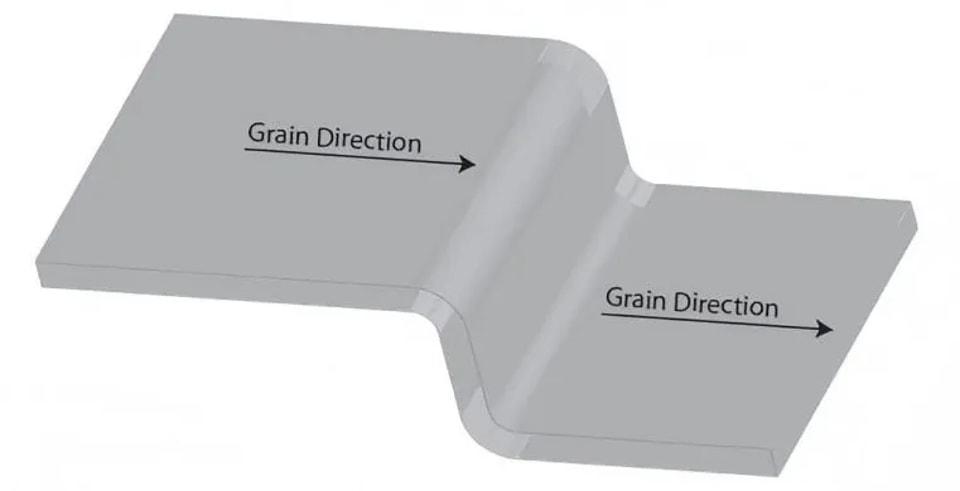
Las chapas metálicas forman estructuras de grano direccional durante el proceso de laminado, lo que afecta en gran medida el rendimiento del doblado.
Si la línea de doblado corre paralela a la dirección del grano, es mucho más probable que el material se agriete, ya que el estiramiento ocurre a lo largo de la estructura de grano más débil.
Para evitar grietas, doble perpendicularmente a la dirección del grano siempre que sea posible.
Selección de herramientas y su efecto en las grietas de plegado
Un utillaje incorrecto es otra de las principales causas de defectos de doblado.
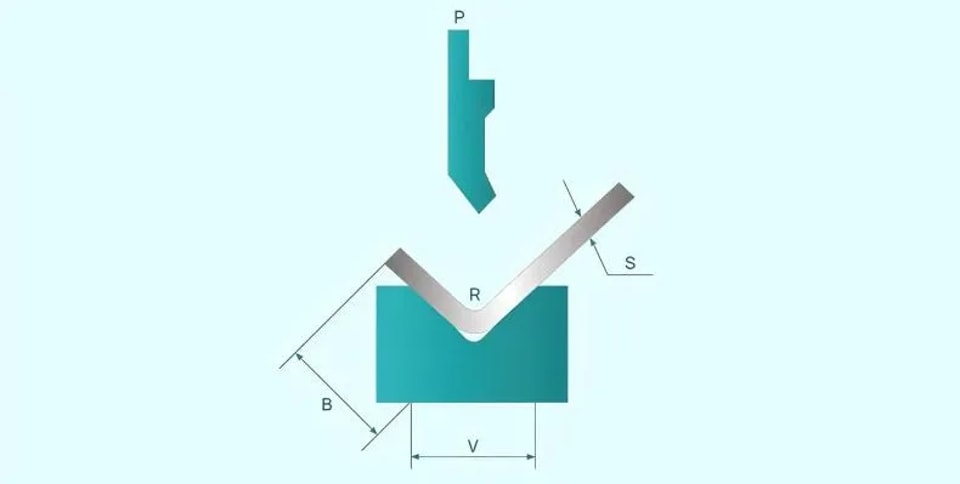
Abertura de la matriz en V incorrecta
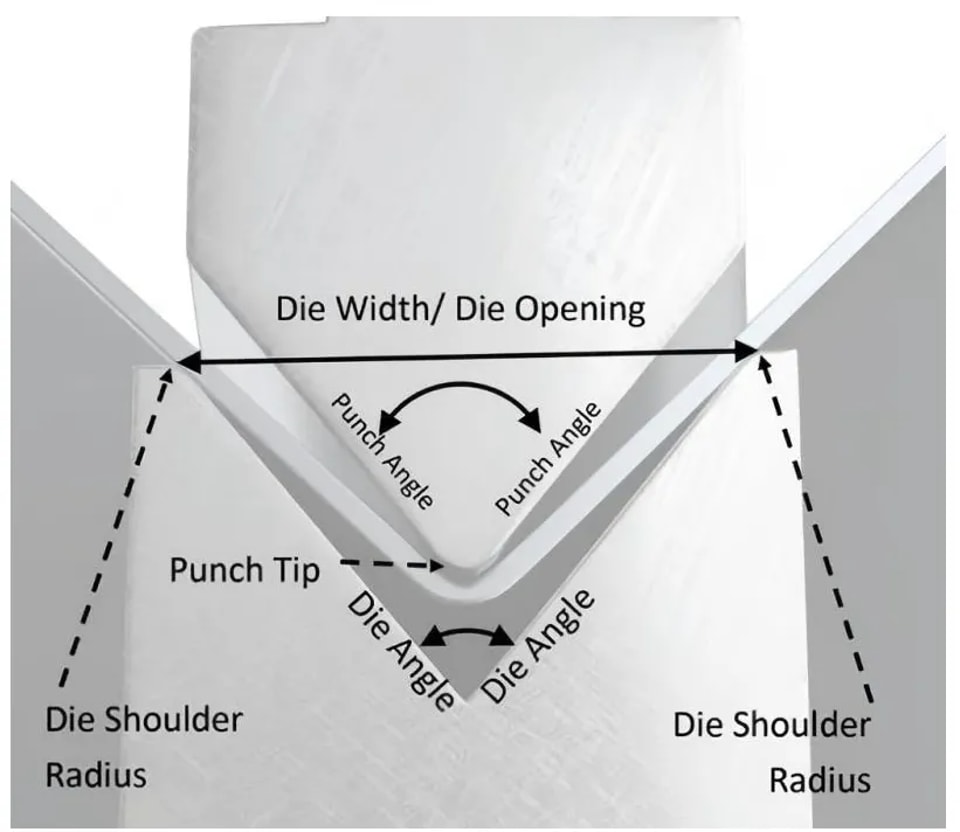
La abertura de la matriz en V determina el flujo del material durante el doblado. Una abertura de matriz demasiado estrecha para el espesor de chapa dado genera una tensión de doblado excesiva.
Sigo estas pautas prácticas:
• Acero dulce: abertura de matriz en V ≈ 8 × espesor del material
• Acero inoxidable: abertura de matriz en V ≈ 10–12 × espesor del material
• Aluminio: abertura de matriz en V ≈ 6–8 × espesor del material
Un dimensionamiento adecuado de la matriz distribuye la tensión de manera uniforme y reduce el riesgo de grietas.
Radio del punzón demasiado agudo
Un punzón con un radio extremadamente pequeño provoca una deformación brusca y repentina, aumentando la tensión de tracción en la superficie exterior.
Un radio de punzón mayor permite una deformación gradual y suave, reduciendo considerablemente las grietas.
Ajustes de la máquina que afectan al agrietamiento en el plegado
Además de los materiales y el utillaje, los parámetros de la máquina también desempeñan un papel fundamental.
Tonnage de plegado excesivo
Aplicar demasiada fuerza de doblado sobrecarga el material. Esto suele ocurrir cuando los operadores usan ajustes incorrectos de tonelaje o una abertura de matriz demasiado estrecha.
Supervisar el tonelaje y usar una calculadora fiable de fuerza de doblado ayuda a prevenir la fractura del material.
Velocidad de plegado inadecuada
Una velocidad de doblado alta puede intensificar la concentración de tensiones, especialmente en placas gruesas o materiales duros.
En muchos casos, reducir la velocidad de doblado permite que el material se deforme con mayor suavidad, disminuyendo el riesgo de grietas.
Soluciones prácticas para evitar el agrietamiento en el plegado con prensa plegadora
Según la experiencia en planta, eliminar las grietas de doblado suele requerir ajustes combinados.
Seleccione el radio interior de plegado adecuado
Aumentar el radio interno de doblado reduce la deformación por tracción en la superficie exterior. Este sencillo ajuste suele eliminar por completo las grietas.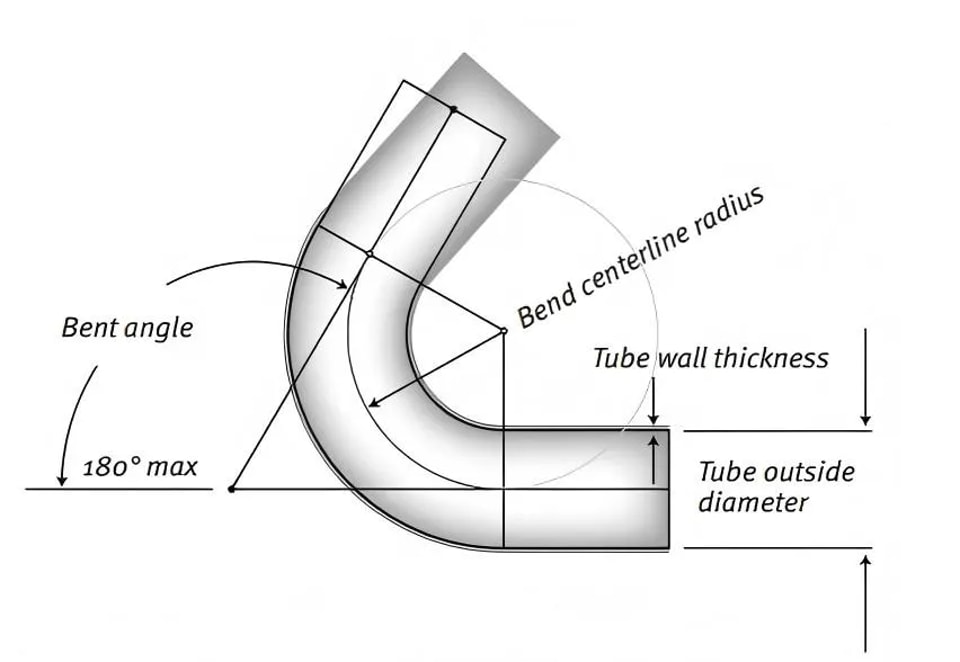
Optimice la configuración de herramientas y matrices
Elegir el radio de punzón y la abertura de matriz en V adecuados garantiza una distribución uniforme de la tensión durante el doblado.
Compruebe la calidad y las propiedades del material
Verifique siempre las certificaciones del material y sus propiedades mecánicas. Un lote con baja elongación puede agrietarse incluso en condiciones de doblado estándar.
Ajuste la orientación del plegado
Doble perpendicularmente a la dirección del grano de laminación de la chapa siempre que sea posible.
Preguntas frecuentes
¿Cuál es la causa principal del agrietamiento en el plegado con prensa plegadora?
La causa más común es un radio interno de doblado demasiado pequeño para el espesor de la chapa, que sobreestira la superficie exterior.
¿La elección de la herramienta influye en el agrietamiento durante el plegado?
Sí. Un radio de punzón inadecuado o una abertura de matriz excesivamente estrecha aumentan la tensión de doblado y provocan grietas.
¿La dirección del grano afecta al agrietamiento del pliegue?
Por supuesto. Doblar en paralelo al grano aumenta el riesgo de grietas; doblar perpendicularmente reduce la concentración de tensiones.
¿Cómo evitar el agrietamiento al plegar acero inoxidable?
Utilice una abertura de matriz más amplia, aumente el radio de doblado y reduzca la velocidad de doblado. El acero inoxidable tiene menor ductilidad que el acero dulce y requiere un control más estricto de los parámetros.
Conclusión
Las grietas en el doblado con plegadora son un problema común pero evitable en la fabricación de chapa metálica. En la mayoría de los casos, las grietas se deben a una combinación de propiedades del material, utillaje incorrecto, radio de doblado insuficiente o fuerza excesiva de la máquina. Al comprender el comportamiento de deformación del metal y ajustar la abertura de la matriz, el radio del punzón, la orientación del grano y la velocidad de doblado, puede reducir drásticamente el riesgo de grietas.
Para mejorar la calidad del doblado y evitar costosos defectos, evalúe siempre las propiedades del material y la configuración del utillaje antes de la producción. Si necesita orientación profesional sobre el manejo de la plegadora, la selección de utillaje o la optimización del doblado, contacte con nuestro equipo o consulte más documentos técnicos en nuestro sitio web.
Contáctenos
