- tel:+86-13222111178
- email:info@ntjugao.com






¿Por qué es impreciso el posicionamiento del tope trasero de la plegadora?
¿Por qué es impreciso el posicionamiento del tope trasero de la plegadora?

Índice
• Causas mecánicas comunes de la imprecisión de posicionamiento del tope trasero de la plegadora
○ Husillos de bolas y guías lineales desgastados
○ Acoplamientos flojos o componentes de transmisión desalineados
• Factores eléctricos y del sistema CNC que afectan a la precisión del tope trasero
○ Errores de realimentación del encoder del servomotor
○ Configuración incorrecta de parámetros en el controlador CNC
• Cómo calibrar un sistema de tope trasero de plegadora
○ Paso 1: Inspeccionar y limpiar el conjunto del tope trasero
○ Paso 2: Comprobar la paralelidad mecánica
○ Paso 3: Realizar la calibración de los ejes CNC
• Prácticas de mantenimiento para prevenir errores de posicionamiento del tope trasero
○ Lubricación y limpieza rutinarias
○ Pruebas periódicas de precisión
○ Control ambiental
• Preguntas frecuentes
○ ¿Cuál es la causa más común de los problemas de inexactitud en el posicionamiento del tope trasero de la plegadora?
○ ¿Cómo sé si mi tope trasero necesita recalibración?
○ ¿Pueden los errores de parámetros CNC causar inexactitud en el posicionamiento del tope trasero?
○ ¿Con qué frecuencia debo comprobar la precisión del tope trasero?
• Conclusión
El posicionamiento inexacto del tope trasero de la plegadora suele ser el culpable oculto detrás de longitudes de pieza inconsistentes y dimensiones de pestaña inestables en las operaciones de plegado. Según la experiencia práctica en taller, la causa raíz de estos problemas rara vez es el propio controlador CNC. En cambio, normalmente se debe al desgaste mecánico, a una calibración incorrecta o a un mantenimiento diario insuficiente. Este artículo analiza las fuentes más frecuentes de desviaciones en el posicionamiento del tope trasero, ofrece una guía de resolución de problemas paso a paso y comparte soluciones prácticas in situ para recuperar un plegado estable y de alta precisión.
Causas mecánicas comunes de la imprecisión de posicionamiento del tope trasero de la plegadora
El sistema de tope trasero depende de piezas de transmisión mecánica de alta precisión, y даже pequeñas desviaciones mecánicas pueden provocar errores de nivel milimétrico en las piezas terminadas.
Husillos de bolas y guías lineales desgastados
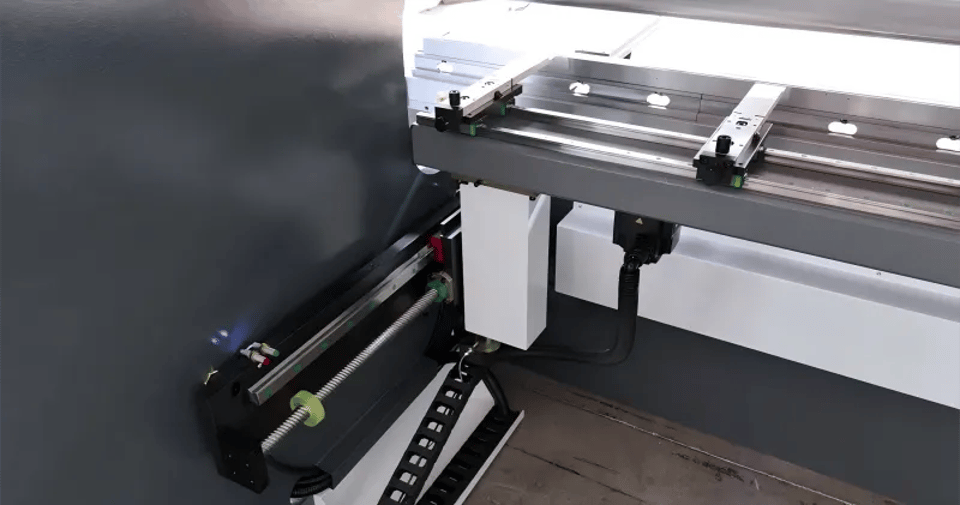
El desgaste de los husillos de bolas o de las guías lineales es una de las principales causas de un posicionamiento inexacto del tope trasero. Con el uso prolongado, el polvo, las virutas metálicas y una lubricación insuficiente aumentan la fricción del movimiento y generan holgura, lo que perjudica directamente la precisión de posicionamiento.
Métodos de inspección:
1. Mueva manualmente el tope trasero hacia adelante y hacia atrás en modo jog.
2. Escuche si hay ruidos inusuales o vibraciones anormales durante el movimiento.
3. Utilice un calibre digital para comprobar la precisión de posicionamiento repetitiva.
Si la holgura supera la tolerancia permitida, es posible que el husillo de bolas necesite ajuste o sustitución. La limpieza y lubricación regulares pueden prolongar eficazmente la vida útil de estos componentes.
Acoplamientos flojos o componentes de transmisión desalineados
El servomotor transmite la potencia a través de acoplamientos para accionar el tope trasero. Las conexiones flojas o una mala alineación provocarán deriva en el posicionamiento e inestabilidad en la precisión dimensional.
Elementos clave de inspección:
• Tornillos de fijación del soporte del motor
• Ajuste del acoplamiento de transmisión
• Alineación coaxial entre el motor y el husillo de bolas
Incluso un pequeño grado de desalineación puede provocar fallos recurrentes de posicionamiento.
Factores eléctricos y del sistema CNC que afectan a la precisión del tope trasero
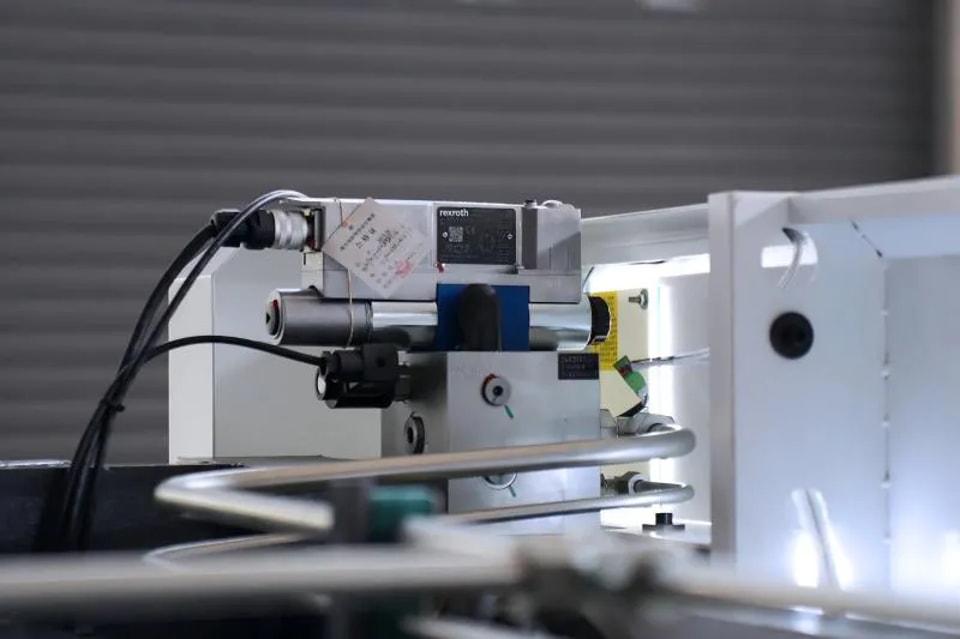
Las plegadoras CNC modernas adoptan sistemas de tope trasero accionados por servomotor y gestionados por controladores inteligentes, y las anomalías eléctricas comprometerán directamente la precisión de posicionamiento.
Errores de realimentación del encoder del servomotor
Las señales inestables del encoder impiden que el sistema CNC capture con precisión la posición en tiempo real del tope trasero, lo que normalmente se manifiesta como:
• Precisión de posicionamiento repetitivo inestable
• Alarmas de desviación del eje o error de seguimiento
• Fluctuaciones repentinas en las dimensiones de la pieza
Pasos de resolución de problemas:
Compruebe la integridad de los cables y conectores del encoder, así como la fiabilidad del sistema de puesta a tierra. Asegúrese de que los cables apantallados estén intactos para evitar interferencias electromagnéticas.
Configuración incorrecta de parámetros en el controlador CNC

En algunos casos, los errores de posicionamiento son puramente de software. Una compensación de paso incorrecta, parámetros de escala o ajustes de relación de engranaje electrónico provocarán directamente un movimiento inexacto del tope trasero.
Pasos de verificación recomendados:
1. Confirme los parámetros de paso del husillo de bolas en el controlador.
2. Compruebe la configuración de la relación de engranaje electrónica.
3. Restablezca y calibre el punto de referencia cero del eje.
Al calibrar el tope trasero, comience restableciendo la posición de referencia y compare la distancia de desplazamiento programada con el valor real medido.
Cómo calibrar un sistema de tope trasero de plegadora
La calibración es la forma más eficaz de eliminar los errores sistemáticos de posicionamiento y recuperar la precisión.
Paso 1: Inspeccionar y limpiar el conjunto del tope trasero

Antes de la calibración formal, limpie a fondo los componentes clave:
• Guías lineales
• Husillos de bolas
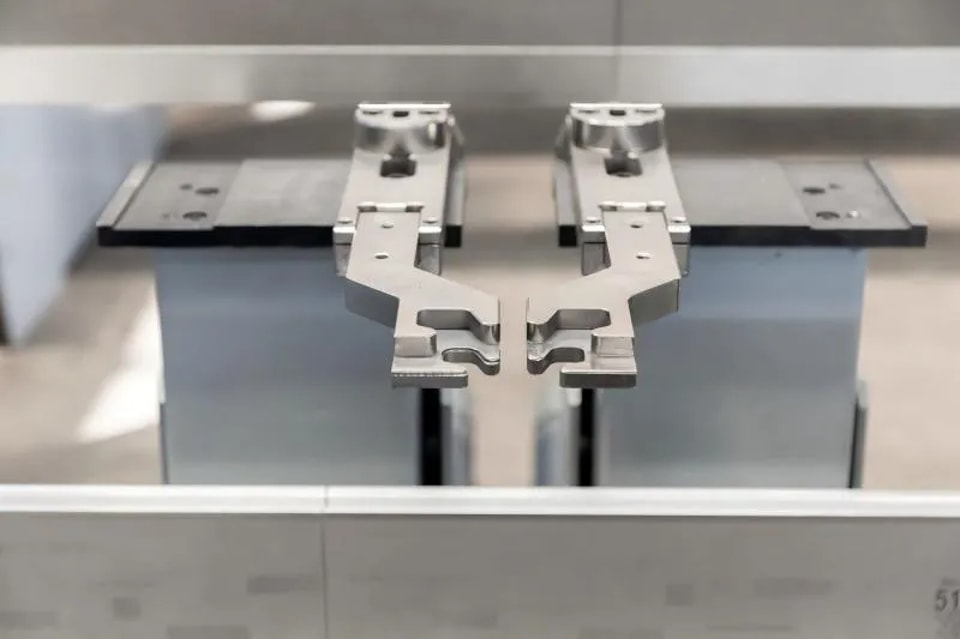
• Dedos del tope trasero
• Superficies de detección de los sensores
La suciedad y los residuos acumulados provocarán una resistencia desigual al movimiento y afectarán los resultados de la calibración.
Paso 2: Comprobar la paralelidad mecánica

Utilice una regla de precisión o un comparador de carátula para verificar que los lados izquierdo y derecho del tope trasero se muevan de forma sincronizada. Si un lado se retrasa, realice de inmediato el ajuste de sincronización.
Paso 3: Realizar la calibración de los ejes CNC
La mayoría de los sistemas CNC admiten la calibración manual de ejes:
1. Lleve el tope trasero a una posición de referencia fija.
2. Mida la distancia real desde la línea central de la herramienta.
3. Introduzca el valor de corrección en el controlador CNC.
Después de la calibración, realice pruebas repetidas de posicionamiento a varias distancias de carrera para confirmar la estabilidad y la consistencia.
Prácticas de mantenimiento para prevenir errores de posicionamiento del tope trasero
El mantenimiento preventivo es mucho más rentable que las reparaciones posteriores a una avería. Un mantenimiento constante puede evitar la mayoría de los problemas de posicionamiento del tope trasero.
Lubricación y limpieza rutinarias
• Lubrique semanalmente las guías lineales del tope trasero en máquinas de funcionamiento intensivo.
• Limpie diariamente el polvo y los residuos en talleres con gran cantidad de virutas metálicas o polvo.
Pruebas periódicas de precisión

Realice pruebas de precisión mensualmente:
1. Ordene repetidamente al tope trasero que se desplace a la posición de 100 mm.
2. Mida la posición real con herramientas de precisión.
3. Compare y registre el valor de desviación.
Si la variación supera el rango de tolerancia, inspeccione y ajuste el sistema de inmediato.
Control ambiental
Los cambios de temperatura provocan la dilatación térmica de las piezas mecánicas. En talleres con grandes fluctuaciones de temperatura, caliente la máquina antes de realizar tareas de doblado de alta precisión.
Preguntas frecuentes
¿Cuál es la causa más común de los problemas de inexactitud en el posicionamiento del tope trasero de la plegadora?
El desgaste mecánico de los husillos de bolas y la lubricación insuficiente son las causas más frecuentes, seguidas por acoplamientos sueltos y fallos en la retroalimentación de la señal del codificador.
¿Cómo sé si mi tope trasero necesita recalibración?
Si las operaciones de plegado repetidas producen desviaciones dimensionales constantes, especialmente en la longitud de la pestaña, debe recalibrarse el tope trasero.
¿Pueden los errores de parámetros CNC causar inexactitud en el posicionamiento del tope trasero?
Sí. Una compensación de paso incorrecta, parámetros de escalado o ajustes del punto de referencia en el controlador CNC afectarán directamente la precisión de posicionamiento del eje.
¿Con qué frecuencia debo comprobar la precisión del tope trasero?
Para entornos de producción con funcionamiento continuo, se recomiendan controles de precisión mensuales. Se requiere una inspección inmediata después de cualquier colisión de la máquina o incidente de sobrecarga.
Conclusión
El posicionamiento impreciso del tope trasero de una plegadora no suele ser accidental. Por lo general, se debe al desgaste mecánico, a piezas de transmisión sueltas, a fallos en la retroalimentación de la señal eléctrica o a una calibración incorrecta. Siguiendo un proceso de inspección estructurado —comprobando los componentes de transmisión mecánica, verificando las señales del codificador del servomotor y recalibrando los ejes CNC— puede recuperar rápidamente la precisión de posicionamiento.
Prácticas diarias como la lubricación regular, las pruebas periódicas de precisión y una calibración adecuada pueden reducir significativamente los costes de desecho y retrabajo. Si encuentra errores de posicionamiento persistentes o necesita asistencia técnica profesional, póngase en contacto con un equipo de servicio especializado para garantizar la estabilidad del plegado y la eficiencia de producción a largo plazo.
Contáctenos
