- tel:+86-13222111178
- email:info@ntjugao.com






Errores comunes en el manejo de la prensa plegadora
Errores comunes en el manejo de la prensa plegadora

Las plegadoras son fundamentales en la fabricación metálica para crear dobleces precisos en chapa. Sin embargo, una operación inadecuada puede provocar defectos, daños en la máquina y riesgos de seguridad. Este documento examina los errores más frecuentes en la operación de las plegadoras, sus causas y las mejores prácticas para evitarlos.
1. Errores operativos comunes y soluciones
1.1. Selección incorrecta de herramientas
Error:
l Utilizar combinaciones de punzón y matriz incompatibles (apertura en V, radio o tonelaje incorrectos).
l Aplicar herramientas blandas a materiales duros (por ejemplo, matrices de aluminio para acero inoxidable).
Consecuencias:
l Mala precisión de plegado, desgaste excesivo de la herramienta o sobrecarga de la máquina.
Solución:
l Siga las directrices del fabricante sobre herramientas.
l Utilice un ancho de matriz adecuado:Apertura de la matriz en V = 6–12× el grosor del material (T).

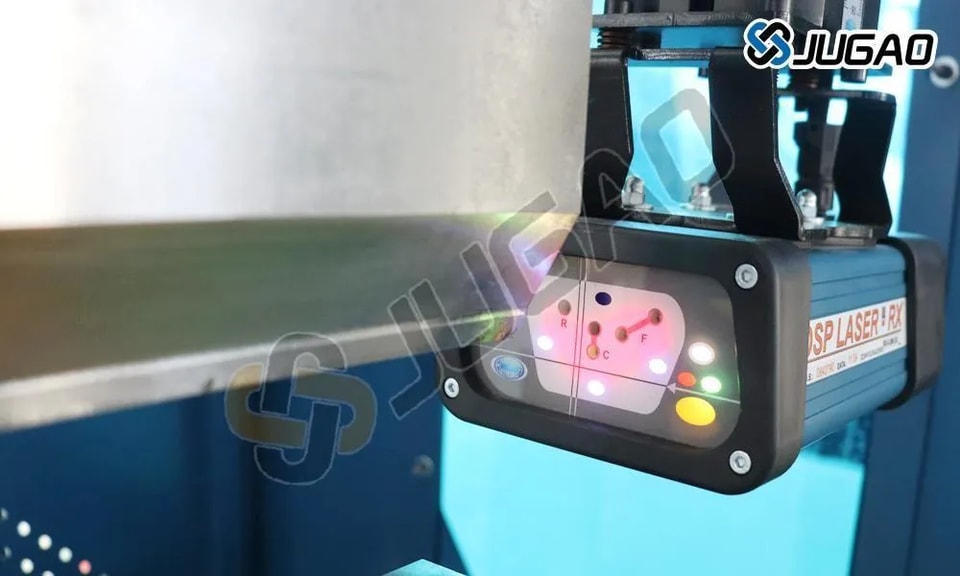
1.2. Posicionamiento incorrecto del material
Error:
l Ajuste desalineado del tope trasero.
l Presión de sujeción desigual.
Consecuencias:
l Ángulos de plegado inconsistentes, asimetría de la pieza.
Solución:
l Calibre regularmente los topes traseros.
l Utilice guías láser o sistemas de posicionamiento CNC.

1.3. Ignorar la dirección de la fibra del material
Error:
l Plegado paralelo a la fibra en materiales anisótropos (p. ej., acero laminado).
Consecuencias:
l Fisuración, reducción de la resistencia al plegado.
Solución:
l Siempre que sea posible, pliegue en dirección perpendicular a la fibra.
1.4. Sobrecarga de la máquina
Error:
l Superar la capacidad de tonelaje de la prensa plegadora para materiales gruesos.
Consecuencias:
l Flexión del ariete, daños en el sistema hidráulico.
Solución:
l Calcule el tonelaje requerido:

Donde:
TS = resistencia a la tracción (MPa)
L = longitud de plegado (mm)
T = espesor del material (mm)
V = abertura de la matriz (mm)
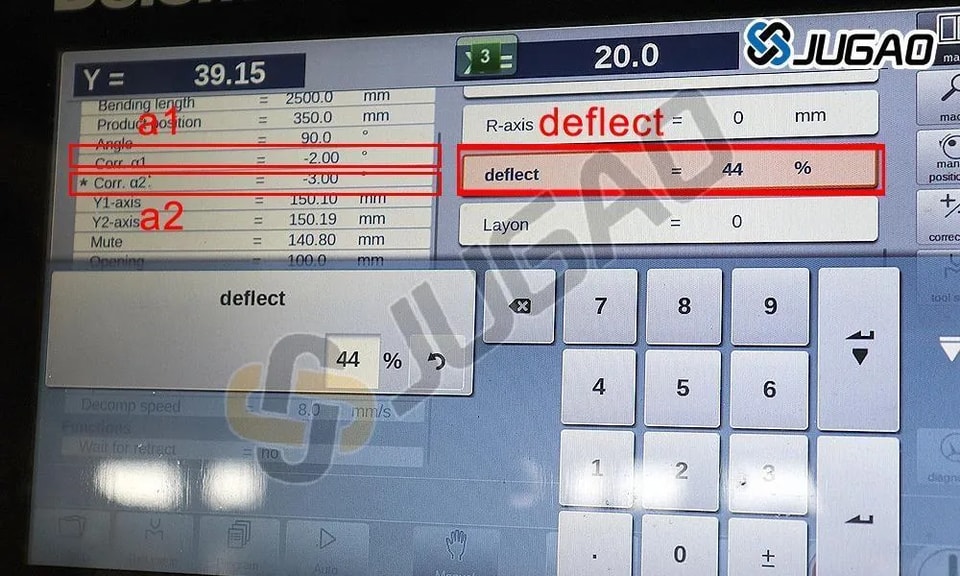
1.5. No compensar el retorno elástico
Error:
l No tener en cuenta el rebote del material después del plegado.
Consecuencias:
l Piezas con ángulo insuficiente, necesidad de retrabajo.
Solución:
l Sobreplegue entre 1° y 5° (varía según el material).
l Utilice corrección de ángulo controlada por CNC.
1.6. Prácticas deficientes de lubricación
Error:
l Realizar plegados en seco o usar lubricantes incorrectos.
Consecuencias:
l Superficies rayadas, desgaste acelerado de las herramientas.
Solución:
l Aplique pastas antifricción (p. ej., disulfuro de molibdeno).
1.7. Secuenciación incorrecta del plegado
Error:
l Realizar plegados complejos en un orden ilógico.
Consecuencias:
l Interferencia de herramientas, pestañas deformadas.
Solución:
l Siga la regla de "de adentro hacia afuera":
1. Pliegue primero las características más internas.
2. Avance hacia los bordes exteriores.
2. Errores relacionados con la seguridad
2.1. Omitir los resguardos de seguridad
Riesgo:
l Lesiones en las manos por puntos de atrapamiento.
Prevención:
l Nunca desactive las cortinas de luz/guardadedos.
2.2. Manipulación incorrecta de chapas grandes
Riesgo:
l Caída de materiales, distensiones musculares.
Prevención:
l Utilice elevadores por vacío o asistencia de grúa.
3. Solución de defectos
Defecto | Posible causa | Corrección |
Fisuración | El radio es demasiado pequeño | Aumentar el radio de plegado |
Arrugas | Presión insuficiente | Ajustar la tonelaje |
Inconsistencia del ángulo | Herramientas desgastadas | Sustituir punzón/matriz |
Marcas en la superficie | Matrices sucias/dañadas | Limpiar/pulir las herramientas |
4. Buenas prácticas para prevenir errores
l Formación de los operarios– Actualizaciones periódicas en CNC y programación.
l Mantenimiento preventivo– Revisar los sistemas hidráulicos y las guías.
l Planificación del trabajo– Verificar las simulaciones CAD/CAM antes de la producción.
l Controles de calidad– Inspección de la primera pieza con transportadores de ángulos.
5. Conclusión
Evitar los errores comunes de plegado requiere comprender el comportamiento del material, la física de las herramientas y los límites de la máquina. La implementación de flujos de trabajo estructurados y protocolos de seguridad minimiza los desperdicios y maximiza la productividad.
Contáctenos
