- tel:+86-13222111178
- email:info@ntjugao.com






¿Cómo solucionar problemas de vibración anormal en máquinas curvadoras de tubos? Tras años de experiencia, estos consejos son los más eficaces
¿Cómo solucionar problemas de vibración anormal en máquinas curvadoras de tubos? Tras años de experiencia, estos consejos son los más eficaces


Una máquina de curvado de tubos con vibración arruina el trabajo. La vibración no solo provoca marcas tipo escama de pescado en la superficie del tubo y desviaciones de ángulo, sino que también puede aflojar las guías y los rodamientos, empeorando la vibración. Revise primero las siguientes áreas; probablemente solucionen el problema.
1. Entrada de aire o presión inestable en el sistema hidráulico
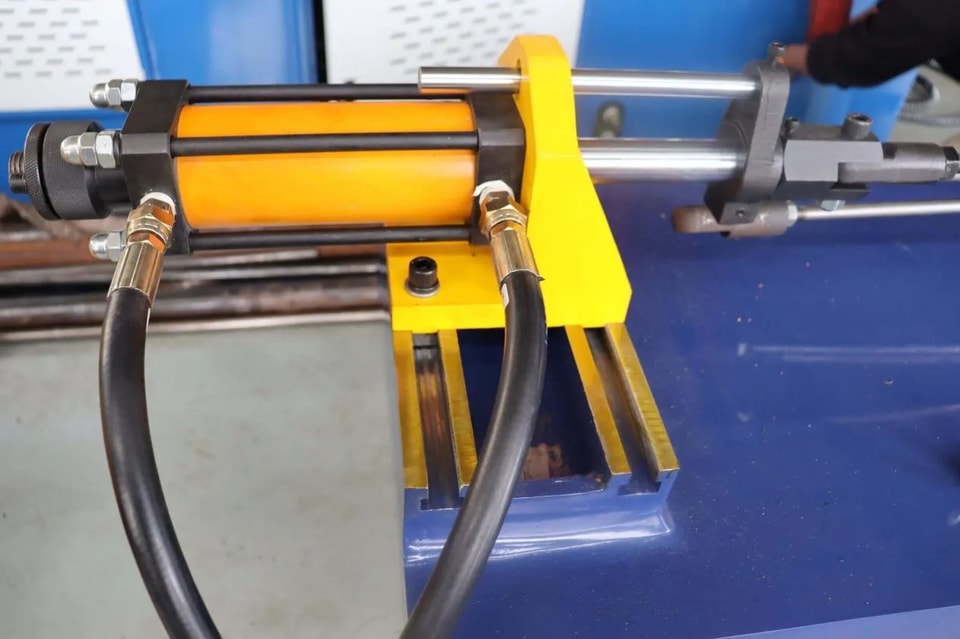
La causa más común de la vibración es la presencia de aire en el sistema hidráulico. Cuando la bomba de aceite aspira aire, la aguja del manómetro oscila de un lado a otro y el brazo de doblado vibra. Solución: Llene el depósito de aceite hasta la marca, abra la válvula de purga del cilindro y aumente y disminuya la presión repetidas veces para expulsar completamente el aire. Además, compruebe si hay juntas del tubo de aspiración de aceite flojas o con fugas.
2. Holgura del molde ajustada incorrectamente
Si la separación entre el molde antipliegue y el molde de doblado es demasiado grande, la cara interna del tubo hará un “clac” durante el doblado, provocando vibración. Use una galga de espesores o una hoja de papel A4 para reajustar la separación hasta que deslice suavemente sin bamboleo. 3. Si el molde de sujeción no aprieta con firmeza, el tubo patinará y vibrará de forma intermitente.
3Velocidad de doblado demasiado alta
Si la velocidad está ajustada demasiado alta, la deformación del material no puede seguir el ritmo, lo que hace que el brazo de doblado dé tirones como si frenara. Intente reducir la velocidad de doblado al 30%-50% del valor nominal; la vibración debería desaparecer. Al realizar varios dobleces, deje una pausa de 0,5 segundos entre cada uno para permitir que el sistema desacelere.
4Conexiones mecánicas flojas
El aflojamiento de las tuercas de bloqueo del eje principal del brazo de doblado, de las uniones chaveteadas entre engranajes y ejes, y de los acoplamientos del husillo puede provocar grandes holguras e impactos de ida y vuelta. Use una llave para comprobar todos los elementos de fijación, especialmente el acoplamiento del encoder—uno flojo hará que el ángulo fluctúe.
5Pernos de anclaje flojos
Si el equipo no está nivelado o los pernos de anclaje están flojos, la propia máquina de doblado se tambaleará, lo que se reflejará en el brazo de doblado como una vibración de baja frecuencia. Vuelva a nivelar la máquina, apriete cada perno de anclaje con una llave dinamométrica y añadir almohadillas de goma amortiguadoras debajo mejorará el rendimiento. 6. Fricción entre el mandril y la pared interior del tubo
Si la rótula del mandril se atasca o sobresale demasiado, presionará con fuerza contra la pared interior del tubo, provocando una vibración por fricción periódica. Compruebe si la articulación del mandril se mueve con flexibilidad, ajuste la extensión de vuelta a 0,5-1,5 mm antes del punto tangente y aplique suficiente lubricante para doblado.
Secuencia de diagnóstico recomendada:
Primero, intente reducir la velocidad→ luego purgue y ajuste la presión→ después apriete los pernos→ y por último ajuste el molde y el mandril. Proceda paso a paso; no desmonte todo de una vez.

Aislar a tiempo los problemas de vibración evita complicaciones. Si se retrasa, al final será necesario sustituir engranajes y rodamientos.
Contáctenos
