- tel:+86-13222111178
- email:info@ntjugao.com






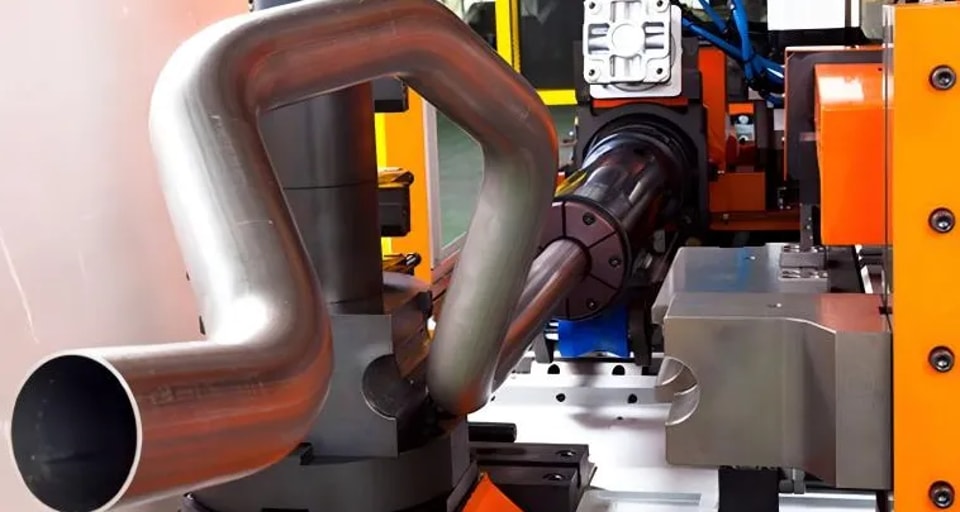
No se apresure a trabajar tras montar la curvadora de tubos; pruébela primero. Saltarse este paso le traerá arrepentimientos tarde o temprano.
No se apresure a trabajar tras montar la curvadora de tubos; pruébela primero. Saltarse este paso le traerá arrepentimientos tarde o temprano.

Muchas personas están deseando empezar a trabajar y ganar dinero en cuanto se instala una máquina nueva o después de una gran revisión. Yo les aconsejo que se contengan. Si no realiza una prueba exhaustiva, podría terminar con productos defectuosos o incluso dañar la máquina. Siga estos pasos en orden y solo empiece a trabajar cuando funcione sin problemas.
Paso 1: Antes de encender, haga tres cosas pequeñas:
1. Limpie el aceite: retire el aceite antioxidante del molde, las guías y el mandril. Ese aceite es para prevenir el óxido, no para lubricar; si no se limpia bien, rayará el tubo doblado.
2. Revise el cableado: ¿Los cables del motor están conectados correctamente? ¿Los pernos de anclaje están apretados? ¿El botón de parada de emergencia está presionado? Basta con una comprobación rápida.
3. Añada aceite: ¿El nivel de aceite hidráulico está en la marca? ¿Hay aceite en la bomba de lubricación de la guía? Si no, añada aceite; no deje que funcione en seco.

Paso 2: Haga un movimiento manual para comprobar la dirección
Haga girar manualmente el motor de la bomba de aceite para ver si la dirección de rotación coincide con la flecha de la bomba. Si está invertida, la bomba no impulsará aceite y el brazo de doblado podría soltarse, lo cual es peligroso.
Haga un movimiento manual de cada función del brazo de doblado, el sistema de sujeción, el mandril y el mecanismo de alimentación para ver si se mueven con suavidad y sin ruidos anormales ni atascos.
Paso 3: Ejecute un ciclo en vacío para poner en marcha correctamente el sistema hidráulico.
Primero, deje la bomba hidráulica en vacío durante 3-5 minutos para purgar el aire de las tuberías y permitir que la temperatura del aceite aumente ligeramente.
Ajuste la velocidad de doblado al valor más lento (por ejemplo, 10%-20% de la velocidad máxima) y ejecute un ciclo completo en vacío: sujeción→ avance del mandril→ doblado del tubo→ retracción del mandril→ liberación→ retorno a la posición original.
Observe si la secuencia de acciones es correcta y si las señales de los interruptores de límite están presentes. Compruebe en la pantalla si hay cambios en los números de posición de cada eje.

Paso 4: Haga una prueba de doblado con un tubo de desecho, ajustando los parámetros de bajo a alto.
No use de inmediato un tubo bueno. Tome un tubo de desecho o barato de las mismas especificaciones.
Aumente lentamente la presión de sujeción de baja a alta hasta que el tubo deje de deslizarse. No la apriete al máximo de una sola vez, ya que esto aplastará el tubo.
Además, empiece con una velocidad de doblado baja y auméntela gradualmente para encontrar una velocidad que proporcione una calidad estable.
Después de doblar, compruebe el ángulo, la ovalidad y la superficie en busca de rayaduras o arrugas. Si hay algún problema, ajuste la posición del mandril y la abertura del molde antiarrugas.
Paso 5: Verifique la repetibilidad doblando 10 tubos de desecho consecutivos con los parámetros ajustados (o doble cualquier extremo de tubo de desecho).
Mida el ángulo y la longitud, anotando la diferencia entre cada tubo. La fluctuación del ángulo dentro de±0.5° es aceptable, y la longitud de avance dentro de±0,3 mm.
Si la fluctuación es grande, compruebe si hay deslizamiento de la sujeción y si el acoplamiento del codificador está flojo.
Paso 6: Registre los parámetros para futuros ajustes.
Registre junto al equipo o en el sistema los parámetros que dieron buen resultado (presión de sujeción, velocidad de doblado, posición del mandril, valor de compensación de sobrecurvatura). La próxima vez que utilice tubos de la misma especificación, simplemente emplee estos parámetros para evitar nuevas pruebas.
Varios errores críticos que debe evitar:
**Hacer una prueba de doblado del brazo del tubo sin instalar el molde:** Sin un molde de doblado, el brazo de doblado puede sobrepasarse durante el funcionamiento en vacío, dañando el interruptor de fin de carrera.
**Introducir la mano en el área del molde durante la prueba de doblado:** Incluso a baja velocidad, la máquina puede dar un tirón en cualquier momento. Utilice una varilla larga o el modo automático, y mantenga la distancia.
**Ignorar ruidos inusuales:** Si oye un «clunk» o un «crujido» durante la prueba de funcionamiento, detenga la máquina de inmediato. Investigue la causa antes de continuar; no la fuerce.

Las pruebas de funcionamiento son como el período de rodaje de un coche nuevo: trátelo con cuidado y no se averiará más adelante. Dedicar media hora a hacer bien el proceso le ahorrará muchos problemas en los meses siguientes.
Contáctenos
