- tel:+86-13222111178
- email:info@ntjugao.com






¿Cómo evitar que los tubos se aplasten durante el doblado? Consejos ganados con esfuerzo por un artesano veterano
¿Cómo evitar que los tubos se aplasten durante el doblado? Consejos ganados con esfuerzo por un artesano veterano

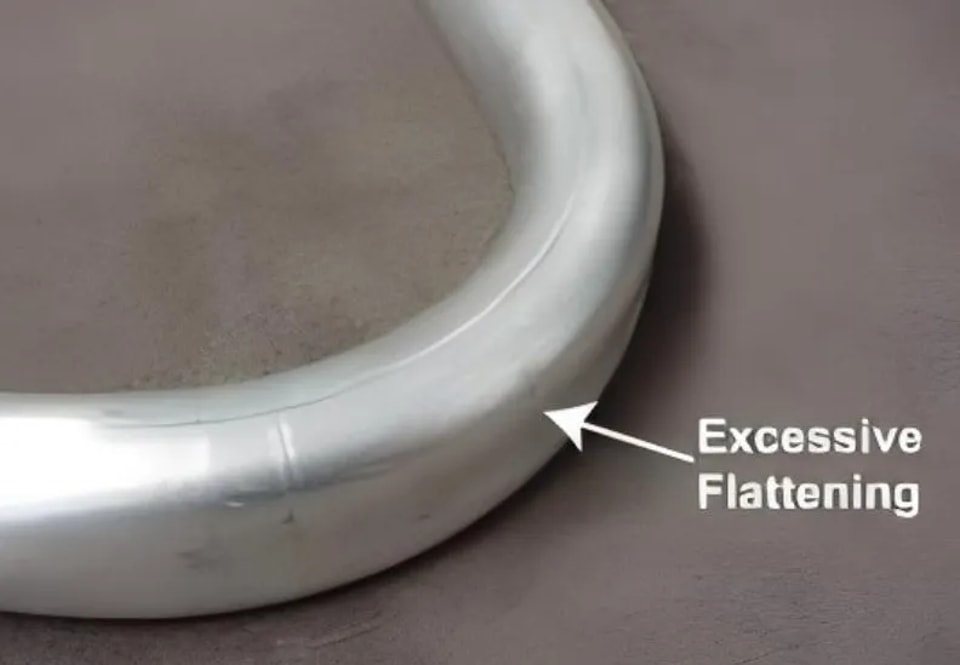
Uno de los problemas más molestos en el doblado de tubos es el «aplastamiento»—el tubo deja de ser redondo y se convierte en una forma ovalada o incluso se colapsa por completo. No solo es antiestético, sino que tampoco se pueden pasar pernos por el tubo, quedando inutilizable. Siga estos consejos y podrá reducir los problemas de aplastamiento en más de la mitad.
1. No escatime demasiado en el radio de curvatura; R/D no debe ser inferior a 3.
La causa más común del aplastamiento del tubo es un radio excesivamente pequeño. R es el radio del centro de curvatura y D es el diámetro exterior del tubo. Lo ideal es que R/D sea≥3. Si se requiere un radio pequeño (por ejemplo, R/D=2), es necesario un mandril y una matriz antirrugado; no lo fuerce.
2. El mandril es esencial y su posición es crucial.
Para tubos de pared delgada o curvaturas de radio pequeño, el mandril actúa como un «soporte interno». Sin él, la pared interior no puede sostenerse y se producirá aplastamiento. Alinee el centro de la primera rótula del mandril de bola con el punto tangente de la matriz de doblado, avanzándolo entre 0,5 y 1,5 mm. Si queda demasiado adelantado, rayará la pared interior; si queda demasiado atrás, no proporcionará soporte. Además, el mandril y el diámetro interior del tubo deben coincidir; una gran holgura no sirve de nada.
3. Ajuste correctamente la holgura entre la matriz antirrugado y la matriz de doblado.
La matriz antirrugado debe quedar enrasada con la matriz de doblado. La holgura debe ajustarse según el diámetro exterior del tubo, aproximadamente 0,1-0,2 mm (el grosor de una hoja A4). Si la holgura es demasiado grande, el interior del tubo se arrugará y acabará aplastándose; si es demasiado pequeña, lo rayará. Después de ajustar, haga una prueba de doblado con un tubo; no lo instale y lo deje sin supervisión.
4. La ranura del molde debe encajar correctamente; no use el molde equivocado.
El radio de la ranura del molde de doblado debe ser igual a la mitad del diámetro exterior del tubo. Si la ranura es demasiado grande, el tubo se moverá dentro y se aplastará fácilmente; si es demasiado pequeña, forzarlo a entrar lo deformará directamente. Al cambiar diámetros de tubo, también debe cambiarse el molde; no intente apañarlo.

5. Evite usar tubos excesivamente delgados o blandos.
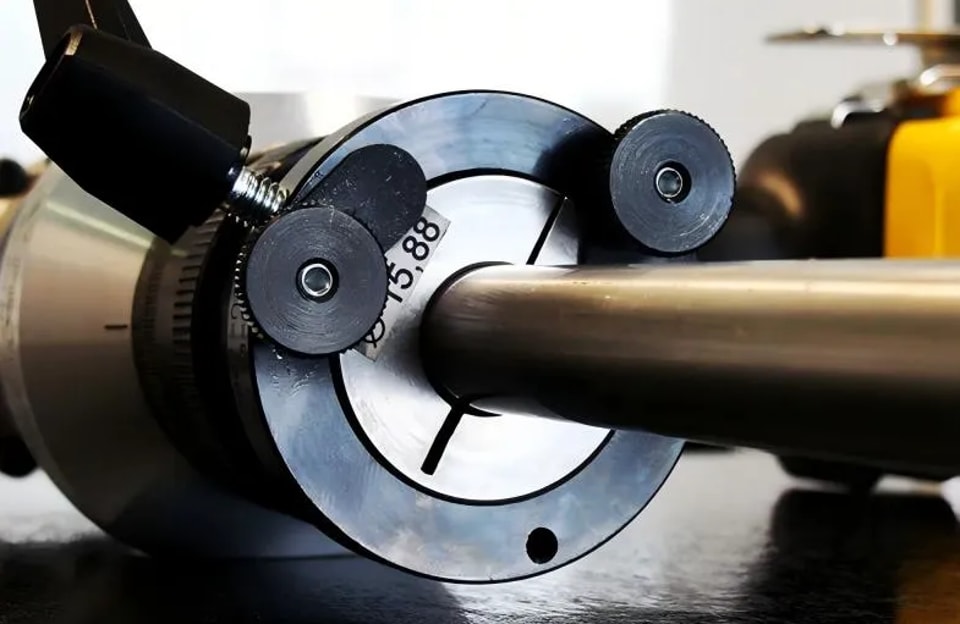
Las paredes delgadas son propensas al aplastamiento durante el doblado. Al seleccionar el material, calcule D/t (diámetro exterior/espesor de pared). Una relación superior a 40 indica un tubo de pared delgada, que requiere un mandril. Los tubos blandos de cobre y aluminio tienden a aplastarse después del recocido; considere usar rellenos (arena, resortes de doblado) o materiales más duros.
6. Evite velocidades de doblado excesivamente altas.
Una velocidad demasiado alta impide la deformación del material, provocando tracción externa y compresión interna, lo que facilita el aplastamiento. Reduzca la velocidad al 30%-50%, especialmente en la etapa inicial, para dar tiempo a que el material fluya de forma uniforme.
7. No escatime en lubricante para doblado.
Una lubricación insuficiente aumenta la fricción entre el molde y el tubo, incrementando la tensión y la presión, y agravando el aplastamiento. Utilice lubricante específico para doblado, aplicándolo de forma uniforme sobre el mandril y las superficies del molde.
Para evitar el aplastamiento, hay tres cosas:① Sujeción (uso de mandril y matriz antarrugas)②Rotación suave (ajuste del molde y lubricación adecuada)③Movimiento estable (radio suficiente y baja velocidad). Primero, doble una pieza para comprobar la ovalidad (normalmente no debe superar el 8%-10%) antes de la producción en serie.
Contáctenos
