- tel:+86-13222111178
- email:info@ntjugao.com






Si la temperatura de la curvadora de tubos es incorrecta, nueve de cada diez tubos serán chatarra.
Si la temperatura de la curvadora de tubos es incorrecta, nueve de cada diez tubos serán chatarra.

A lo largo de los años, he notado que muchos operarios ignoran por completo la temperatura. Meten los tubos directamente en la máquina cuando todavía están fríos y no les importa si la temperatura del aceite es demasiado alta. El resultado son tubos que se agrietan o se arrugan, y ni siquiera saben por qué. La temperatura no es un problema enorme, pero puede ser fatal.
1. Los tubos se agrietan al doblarlos debido a las bajas temperaturas
Esto es más evidente en invierno. El acero al carbono y el acero inoxidable pierden plasticidad a bajas temperaturas y se vuelven rígidos. Cuando una dobladora de tubos aplica fuerza, el lado exterior se estira y aparecen grietas directamente. Una inspección minuciosa de la superficie exterior de la curvatura revela numerosas microgrietas; las grietas graves incluso pueden atravesar el tubo.
Solución: En invierno, deje que los tubos se aclimaten en el taller durante un día, o use un calefactor para elevar la temperatura por encima de 15°°C antes de doblarlos. No sea perezoso con esto.
22. Una temperatura incorrecta del aceite hidráulico provoca un movimiento desigual del ángulo
El aceite hidráulico es el alma de una dobladora de tubos; su temperatura afecta directamente a la estabilidad de la operación.
Temperatura del aceite demasiado baja (<15℃°C): el aceite es demasiado espeso, lo que hace que el brazo de doblado se mueva de forma intermitente e irregular. La compresión desigual en el interior del tubo provoca líneas onduladas.
Temperatura del aceite demasiado alta (>55℃°C): el aceite se vuelve demasiado fluido, lo que provoca fugas internas y una caída de la presión. Un doblez de 90 grados puede quedar en solo 85 grados, con ángulos inconsistentes en cada tubo.
Después de arrancar la máquina, déjela en ralentí de 5 a 10 minutos para que se caliente. Cuando trabaje de forma continua, vigile el indicador de temperatura del aceite. Si la temperatura supera los 50℃, encienda el enfriador de aceite o el ventilador para reducir la temperatura. 35-45℃ es el rango más cómodo.
3. Sobrecalentamiento y rayaduras en la superficie del tubo debido a la fricción
Durante el doblado continuo de tubos a alta velocidad, el tubo y la matriz rozan entre sí a gran velocidad, lo que hace que la temperatura local se dispare por encima de 100°°C. En ese momento, la película de aceite para doblado se quema, lo que da lugar a un contacto directo metal con metal. Aparecen amplias rayaduras en la superficie del tubo y una capa de virutas metálicas se adhiere a la matriz, empeorando con el raspado continuo.
No ajuste el ciclo demasiado; deje que la matriz tenga algo de tiempo para enfriarse. Utilice aceite especial para doblado resistente a altas temperaturas; no use aceite de máquina común.
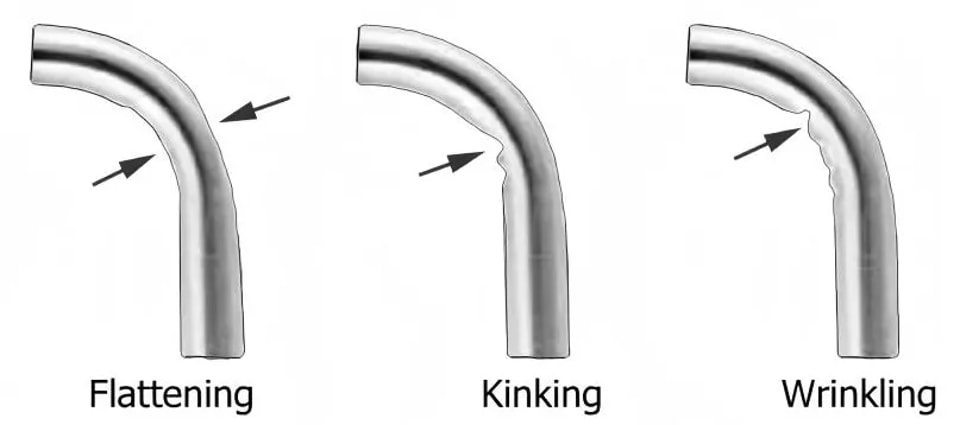
44. Calentamiento localizado durante el doblado: un mal control de la temperatura provoca grandes arrugas
Algunos procesos utilizan calentamiento por inducción para ayudar al doblado. Si la temperatura sube demasiado (superando la temperatura de recristalización del material), el lado interior del tubo se vuelve tan blando como los fideos, en lugar de comprimirse y formar grandes arrugas. El espesor de la pared exterior también disminuye drásticamente, lo que la hace propensa a agrietarse.
Cuando se utilicen procesos de doblado en caliente, debe emplearse un termómetro infrarrojo para la supervisión en tiempo real. El calentamiento debe detenerse en cuanto se alcance la temperatura; no confíe en suposiciones.

La temperatura es algo en lo que casi nadie presta mucha atención, pero puede arruinarle el trabajo. Precaliente los tubos si están fríos, enfríe el aceite si está demasiado caliente y reduzca la velocidad y añada el lubricante adecuado si hay demasiada fricción. Hacer estas tres cosas reducirá al menos a la mitad las grietas, arrugas y rayaduras.
Contáctenos
