- tel:+86-13222111178
- email:info@ntjugao.com






Dominar la programación de plegado ESA S630
Dominar la programación de plegado ESA S630

Dominar la programación de doblado en ESA S630 puede mejorar significativamente la precisión y la eficiencia de sus proyectos de metalurgia. Si ha estado buscando formas de optimizar sus procesos de doblado con esta potente herramienta, está en el lugar adecuado.
En este artículo, le guiaré a través de técnicas y consejos esenciales para aprovechar todo el potencial de ESA S630, garantizando resultados precisos y fiables en cada ocasión. Tanto si desea perfeccionar sus habilidades como si acaba de empezar, esta guía le ofrece la información que necesita.
Navegación por la página de resumen de doblados
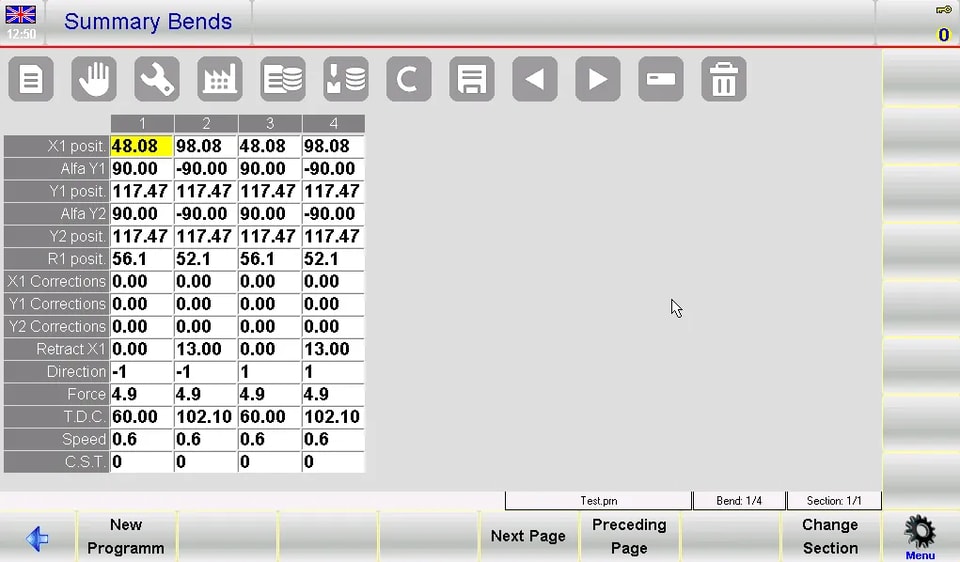
La página Summary Bends de ESA S630 Bend Management ofrece una vista simplificada de todas las tareas de doblado dentro de un programa, presentada en una tabla donde cada columna representa un doblado y las filas muestran los datos asociados.
Cómo entrar en la página de resumen de doblado
Acceder a esta página es sencillo: desde la página del editor, abra el menú y seleccione10>> Resumen de dobladopara obtener una visión inmediata de los números de doblado, las descripciones, las selecciones actuales y los detalles del programa. Las teclas de navegación como[Nuevo programa], [Página siguiente], [Página anterior]y[Cambiar sección]mejoran la usabilidad, permitiendo una gestión y modificación del programa sin interrupciones.
Cómo usar la página de resumen de doblado
El uso de la página de resumen de doblados es eficiente e intuitivo. Desplace las selecciones con los botones de flecha, añada nuevos doblados y vea otros adicionales desplazándose. Cambie los valores tocando las celdas, introduciendo nuevos datos con el “teclado virtual” y confirmando con “Ok”. La tecla[Cambiar sección]facilita el paso entre secciones.
Cómo crear un nuevo programa
Crear un nuevo programa es igual de intuitivo. Pulse la tecla[Nuevo programa]e introduzca datos como el ancho de la chapa, el espesor, la resistencia del material (calculando automáticamente el material según la resistencia), las especificaciones del troquel y del punzón, y cualquier comentario adicional. Confirme cada dato seleccionando[Ok].
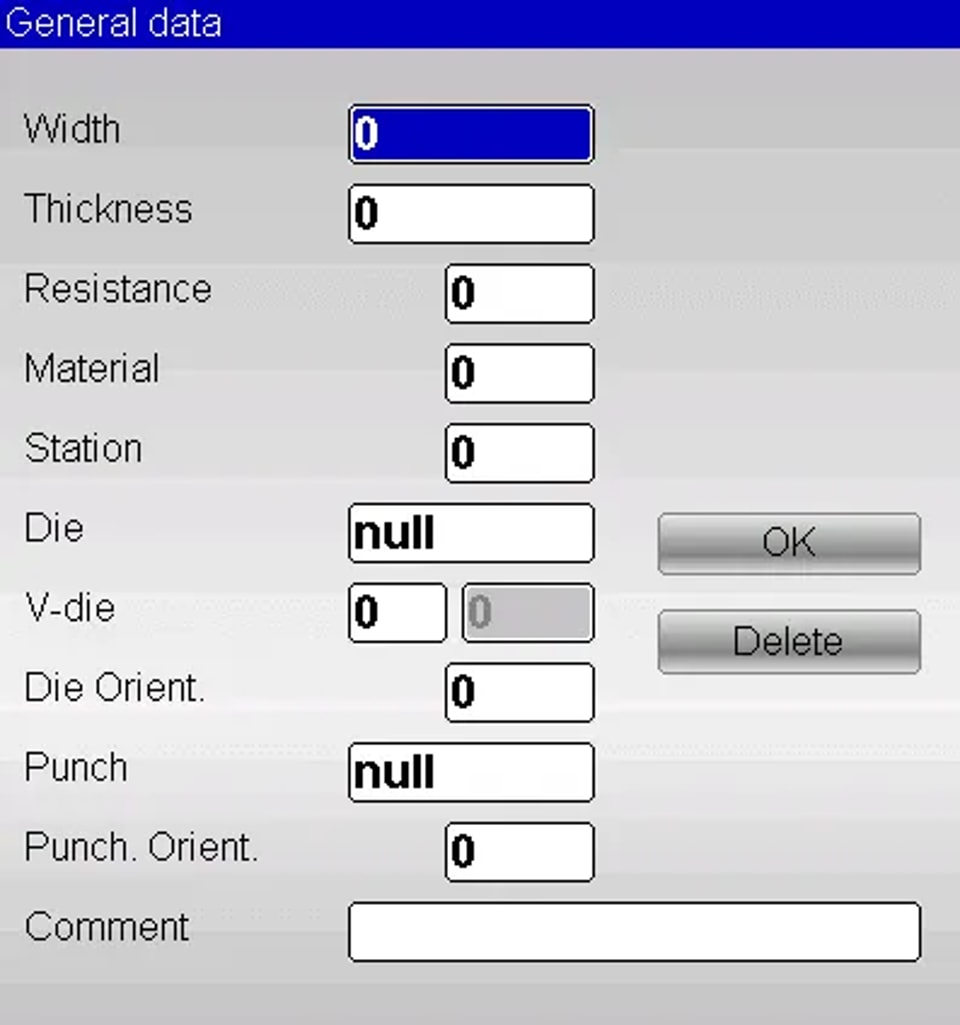
Inicie las entradas de datos “posición X1” y “Alfa Y1”; el resto de los datos de doblado se calculará automáticamente. Recuerde que, si los datos predeterminados están activados en la página del editor, se aplicarán automáticamente, omitiendo la ventana de configuración.
Guarde su configuración asignando un nombre al programa y confirmándolo, para garantizar un acceso fácil en operaciones futuras.
Configuración de parámetros de usuario
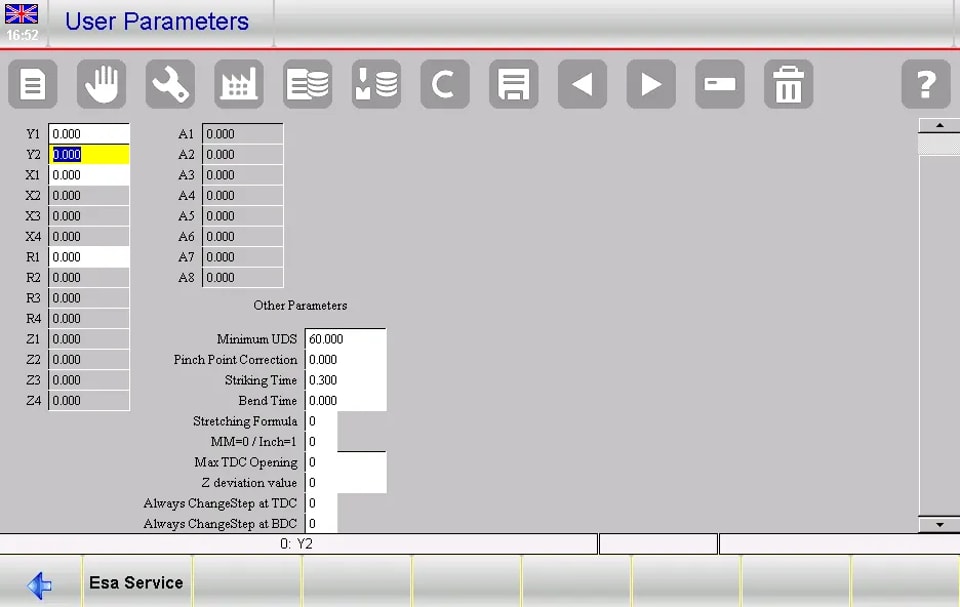
Configurar los parámetros de usuario en la programación de doblado ESA S630 es esencial para mantener la precisión y optimizar el rendimiento de la máquina. Accesible desde el menú de ajustes sin contraseña, la página “Parámetros de usuario” le permite realizar importantes ajustes.
Abra el menú y seleccione el elemento4>> Parámetros de usuariose abrirá la siguiente ventana:
PARÁMETROS DE CORRECCIÓN DE REFERENCIA DE EJE
Un aspecto crucial son los parámetros de “CORRECCIONES DE REFERENCIA DE EJE”, que le permiten actualizar los valores de referencia de los ejes configurados. Esto es especialmente importante si la mecánica de su prensa plegadora empieza a deteriorarse.
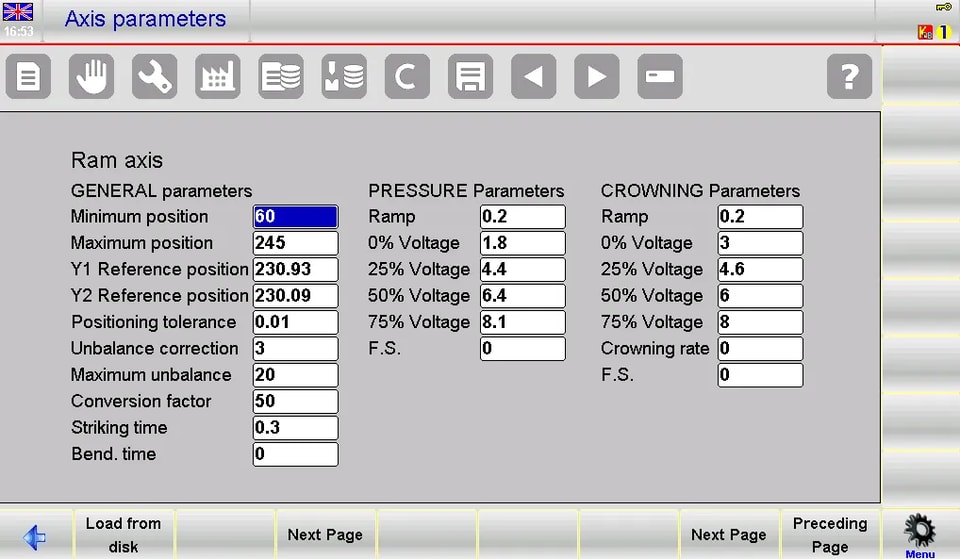
Por ejemplo, los datos de fábrica de la máquina respecto a los valores de referencia de los ejes del cilindro son230,93 mmparaY1y230,09 mmparaY2.
Supongamos que es necesario realizar una corrección de-0,09 mmparaY1y0,1 mmparaY2: debe introducir los valores de corrección en losY1yY2campos de lapágina PARÁMETROS DE USUARIOcomo en la figura 55.
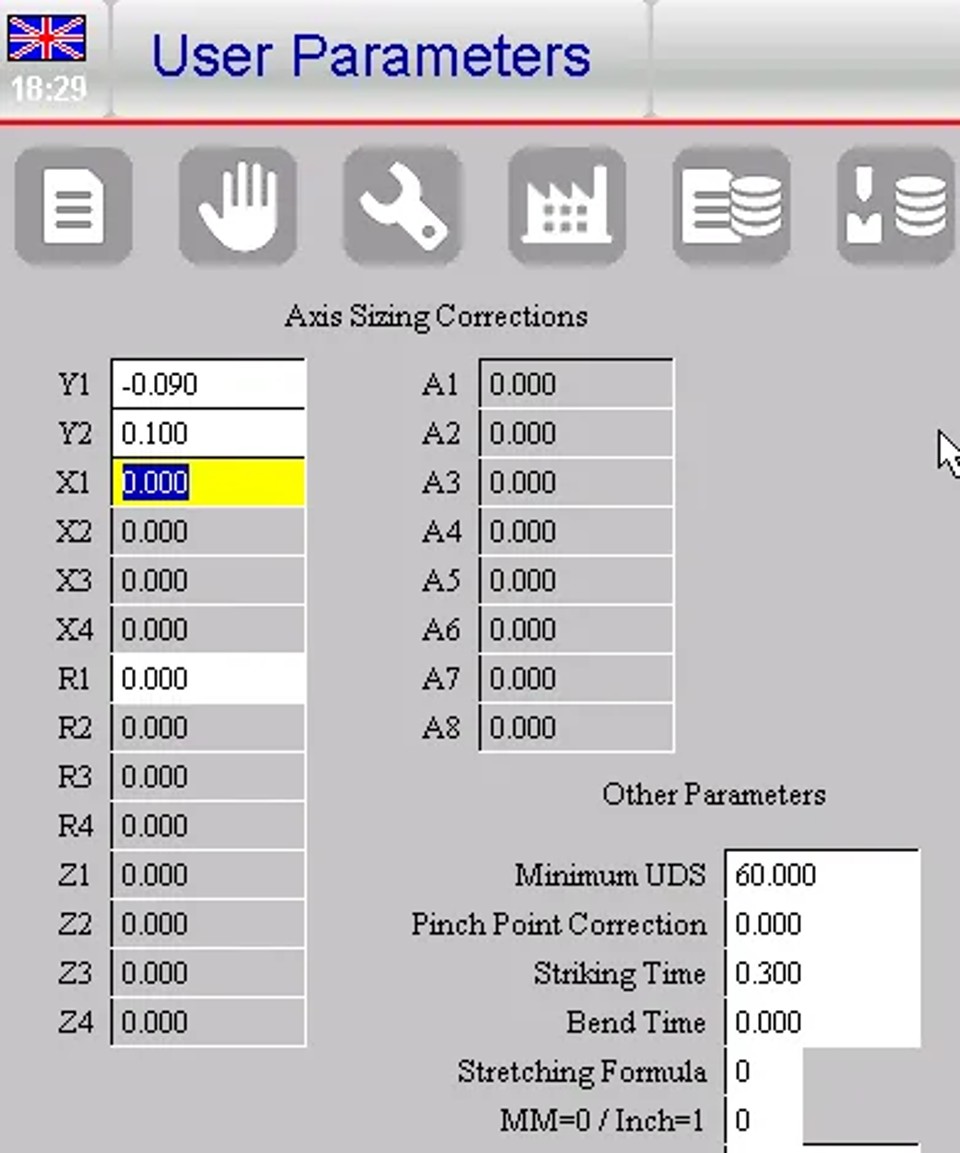
Los datos de fábrica de los parámetros de eje del cilindro no se modifican, pero a partir de ahora, tras haber realizado la calibración del eje del cilindro,Y1se calibrará automáticamente a un valor de230,84 mmyY2a un valor de230,19 mm.
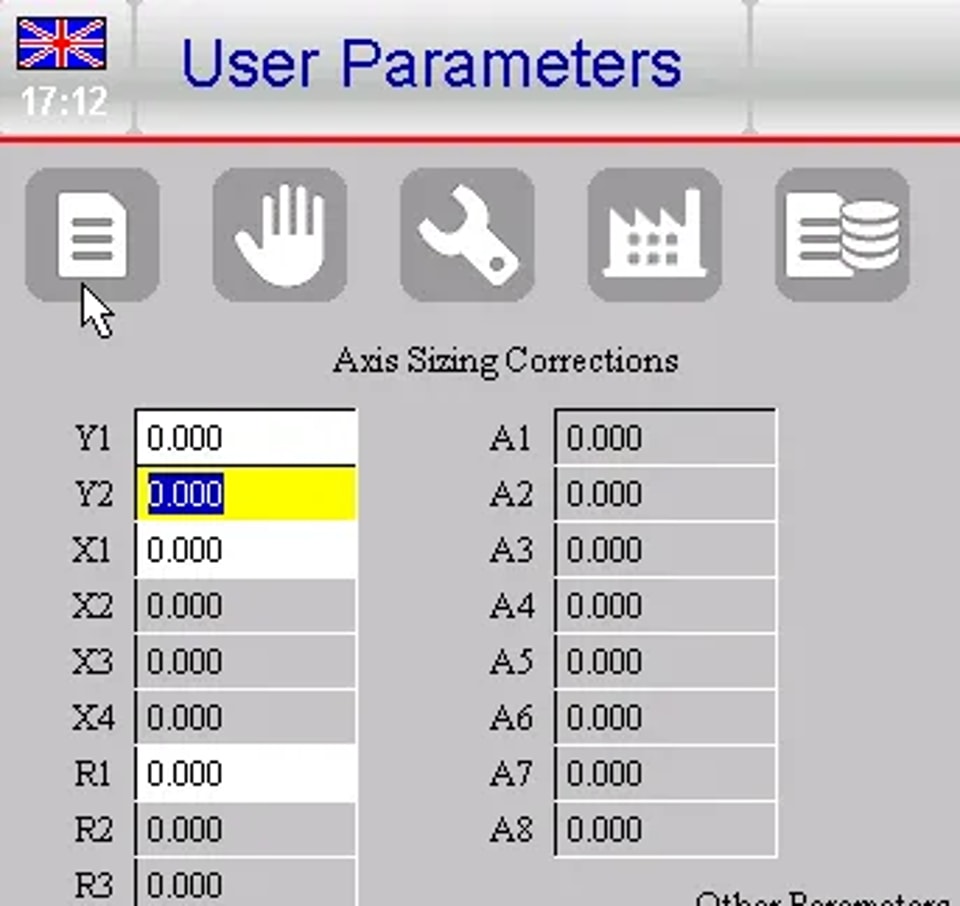
Guardado de los parámetros de usuario
Para guardar estos ajustes, pulse el botón de guardar para almacenarlos en un archivo externo llamadoUserTara.par.
Restablecimiento de las correcciones
Si el fabricante de la prensa decide cambiar los parámetros de fábrica de los valores de referencia de los ejes que tienen una corrección, por ejemplo elY1eje, en la pantalla aparecerá el siguiente mensaje para avisar del cambio:
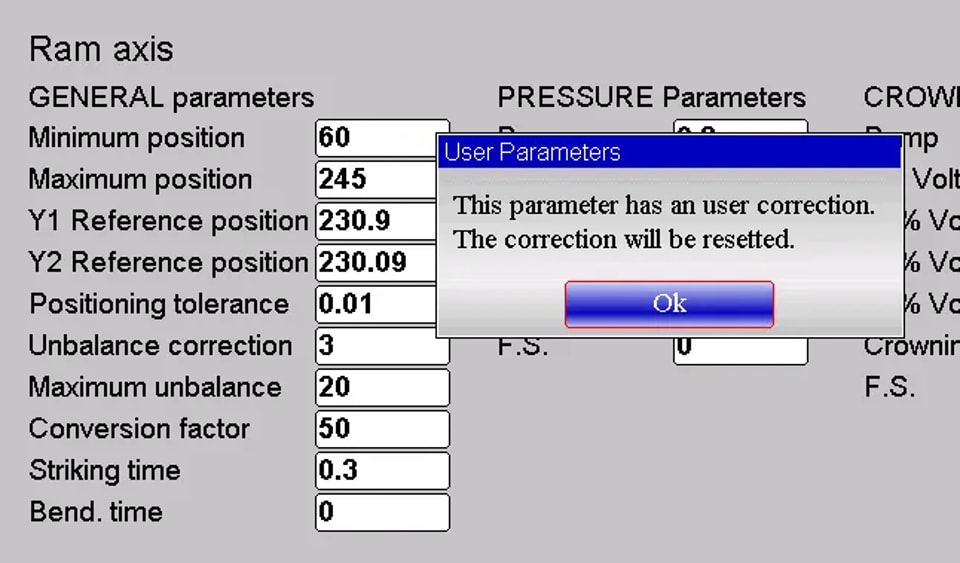
La corrección relativa de la página de Parámetros de usuario se restablecerá automáticamente y el valor de referencia volverá a ser el de los parámetros del eje del cilindro:
Uso de la página de Datos generales
La página “Datos generales” en la ESA S630 es crucial para una programación precisa del plegado, ya que permite realizar ajustes en todos los plegados o solo en algunos según criterios como el ángulo Y1.
Cómo entrar en la página “Datos generales”
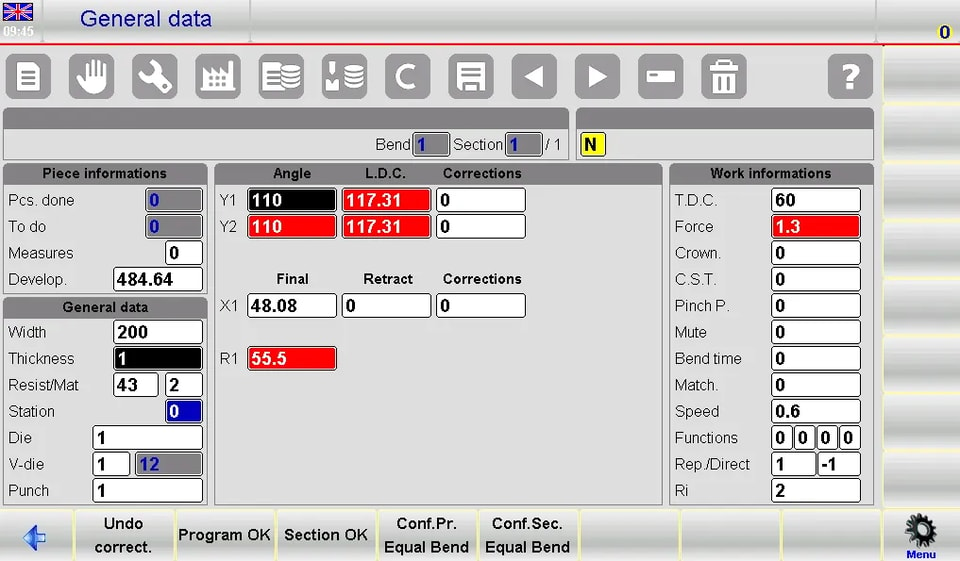
Para acceder a esta página, vaya desde la página del Editor y seleccione el elemento8>> Datos generalesLa interfaz es similar a la página del Editor y utiliza indicadores codificados por colores para los cambios y los recálculos:
– los campos en los que el usuario ha cambiado el valor se muestran con los colores invertidos![]()
– los campos cuyo valor ha cambiado como efecto de un recálculo realizado por el programa tendrán un fondo rojo![]()
Las funciones clave incluyen la[Deshacer corrección.]botón para revertir los cambios,[Program Ok]para aplicar los cambios a todos los pliegues del programa, y opciones específicas de sección como[Section Ok]y[Conf. Sec. Equal bend]para modificaciones específicas.
Cómo realizar correcciones en el programa de plegado
Para realizar correcciones, vaya desde laEditora la página de Datos generales, donde verá una réplica de los datos de plegado actuales lista para editar. Realice los cambios que desee; se resaltarán con un color diferente para distinguirlos de los campos sin modificar. Recuerde que la página muestra una copia del plegado; los cambios realizados aquí no afectarán al programa real hasta que los confirme pulsando uno de los botones correspondientes.
Cómo aplicar los cambios realizados solo a la sección actual
Para implementar cambios específicamente en todos los plegados de la sección actual, use el[Section Ok]botón. Esto asegurará que todos los cambios resaltados se apliquen de forma uniforme y que los recálculos necesarios se realicen automáticamente. Para los cambios que deban aplicarse solo a los plegados con el mismo ángulo de plegado en la sección actual, pulse el[Conf. Sec. Equal bend]botón. Al finalizar, los campos volverán a sus colores originales, lo que indica que los cambios se han guardado definitivamente.
Cómo cancelar los cambios realizados
Para cancelar los cambios realizados en la página de datos generales, pulse el[Undo correct.]botón.
Recuerde que las modificaciones estructurales, como añadir o eliminar plegados, requieren volver a la página del Editor. Este proceso simplificado ayuda a mejorar la precisión y la eficiencia de su programación de plegado.
Activación de la función de máquina de trabajo de metales
Activar la función “Metal-working machine” en su configuración de programación de plegado ESA S630 es un paso crucial para mejorar la eficiencia de su trabajo con metales. Aquí tiene una guía completa sobre cómo habilitar esta función y aprovechar al máximo la función “New Bend”.
Cómo activar la función “Metal-working machine”
Para comenzar con las funcionalidades de “Metal-working machine”, siga estos pasos:
1. Vaya a laEditorpágina y pulse la tecla para abrir el menú.
2. Seleccione la opción de menú2>> Configurationpara acceder a la página de Configuración.
3. Elija6>> Machine parametersde la lista.
4. Introduzca la contraseña requerida y confirme pulsando[Ok].
5. PulseParameters 2para continuar.
6. En el grupo de parámetros Funciones auxiliares, introduzca el valor1en lamáquina de trabajo de metalescampo.
Una vez completados estos pasos, las funciones “New Bend” y “Forced Dutch Folding bend” se activarán en la interfaz de programación de plegado ESA S630, lo que permitirá operaciones de plegado más eficientes.
Función “New Bend”
La función “New Bend” es muy útil para gestionar de forma eficiente operaciones de plegado repetitivas dentro de la programación de plegado ESA S630. Resulta especialmente práctica cuando necesita mantener la uniformidad entre múltiples plegados. Se aplica en los siguientes escenarios:
l Función Next Bend: Pulse el botón cuando esté situado en el último plegado de la sección para añadir un nuevo plegado al final. Este nuevo plegado incluirá los mismos datos que el anterior.
l Función Insert Step: Al seleccionar elEnter stepelemento del menú, puede añadir un nuevo plegado en la posición actual, replicando los datos del plegado anterior.
Para operaciones tradicionales, el[New Step]botón crea plegados con solo los datos generales.
Además, la función de plegado forzado Dutch Folding simplifica la creación de un Dutch Folding al ajustar el campo Ángulo Y1 a 0, lo que aporta versatilidad a sus tareas de metalurgia.
Conclusión
Dominar la programación de plegado ESA S630 puede mejorar enormemente tanto la precisión como la eficiencia de sus operaciones de metalurgia. Entre los pasos clave se incluye activar la función “Metal-working machine”, que desbloquea funciones avanzadas como “New Bend” y “Forced Dutch Folding Bend”. Estas herramientas ayudan a agilizar las tareas de plegado repetitivas y garantizan una gestión de datos uniforme.
Si necesita más ayuda o consultas detalladas, no dude en ponerse en contacto con nuestro equipo de soporte HARSLE. También le invitamos a explorar nuestros completos recursos y la documentación relacionada para aprovechar al máximo las capacidades de la programación de plegado ESA S630. Su camino hacia una mayor eficiencia en la metalurgia comienza aquí.
Contáctenos
